单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。钢结构安装检验批应在进场验收和焊接连接、紧固件连接、制作等分项工程验收合格的基础上进行验收。表7-9 整体垂直度和整体平面弯曲的允许偏差 3.一般项目检验单层钢结构安装工程的一般项目检验标准应符合表7-10的规定。......
2023-08-22
考虑不同的钢结构工程验收批其焊缝数量有较大差异,为了便于检验,钢结构焊接工程可按相应的钢结构制作或安装工程检验批的划分为一个或若干个检验批。碳素结构应在焊缝冷却到环境温度,低合金结构钢应在完成焊接24h后,进行焊缝探伤检验。焊缝施焊后应在工艺规定的焊缝及部位打上焊工钢印。
1.钢构件焊接工程
(1)主控项目
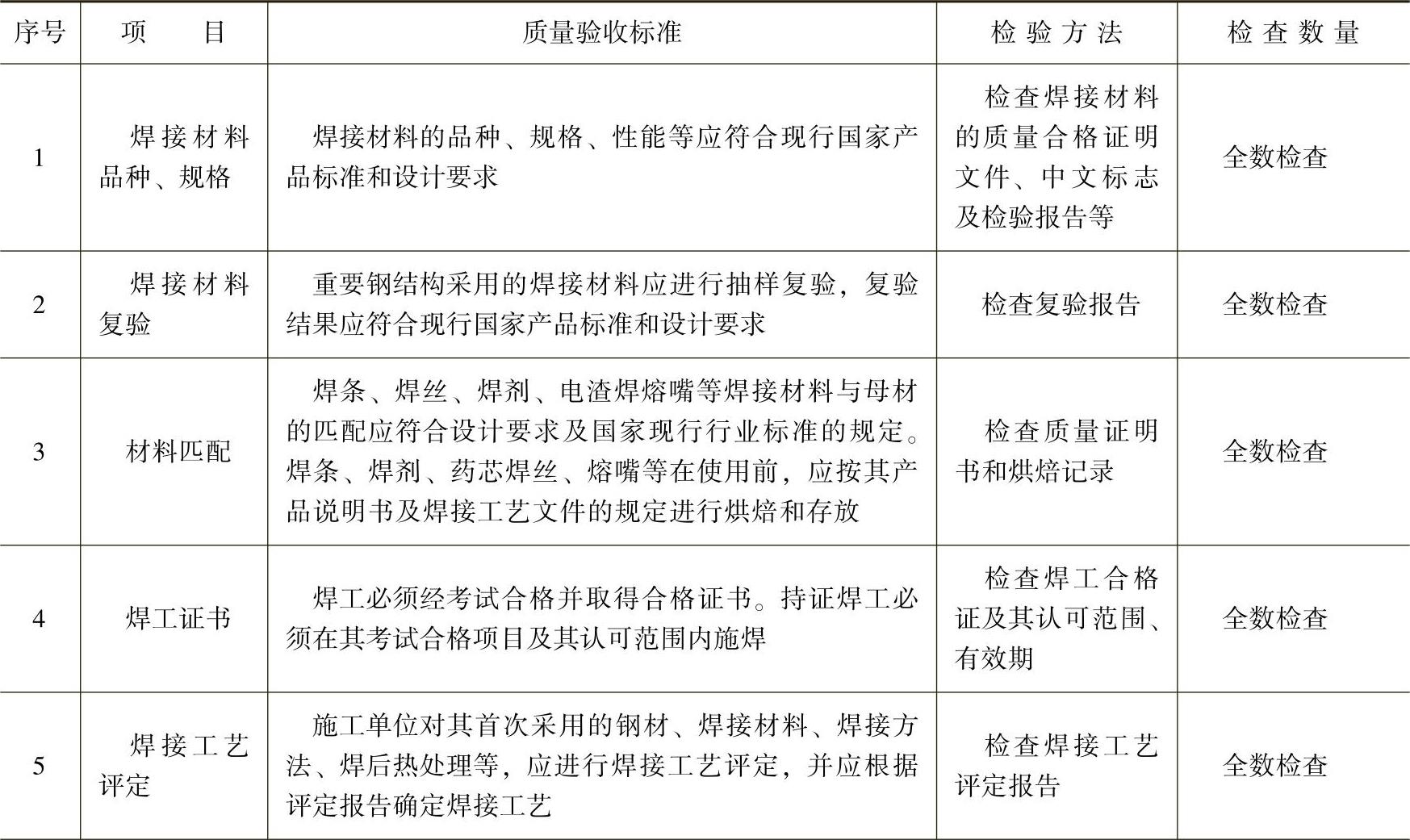
钢构件焊接工程质量验收标准的主控项目见表3-33。
表3-33 主控项目检验标准
(续)
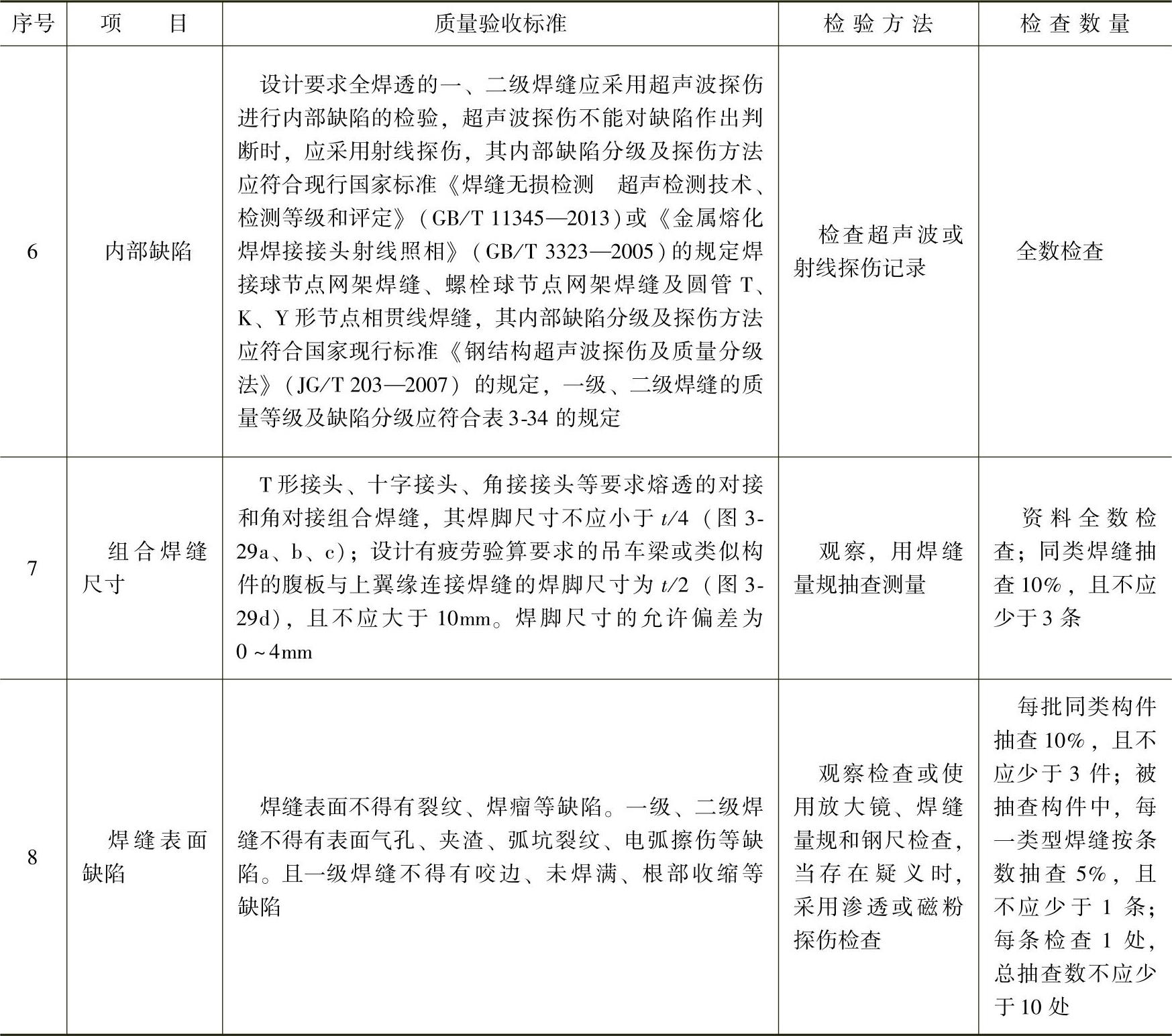
表3-34一、二级焊缝质量等级及缺陷分级

注:探伤比例的计数方法应按以下原则确定:
1.对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度应不小于200mm,当焊缝长度不足200mm时,应对整条焊缝进行探伤。
2.对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,探伤长度应不小于200mm,并应不少于1条焊缝。

图3-29 焊脚尺寸
t—焊缝有效宽度
(2)一般项目
钢结构工程焊接质量验收标准的一般项目见表3-35。
表3-35 一般项目检验标准

(3)焊缝外观质量标准以及尺寸允许偏差
1)二级、三级焊缝外观质量标准应符合表3-36的规定。
表3-36二、三级焊缝外观质量标准
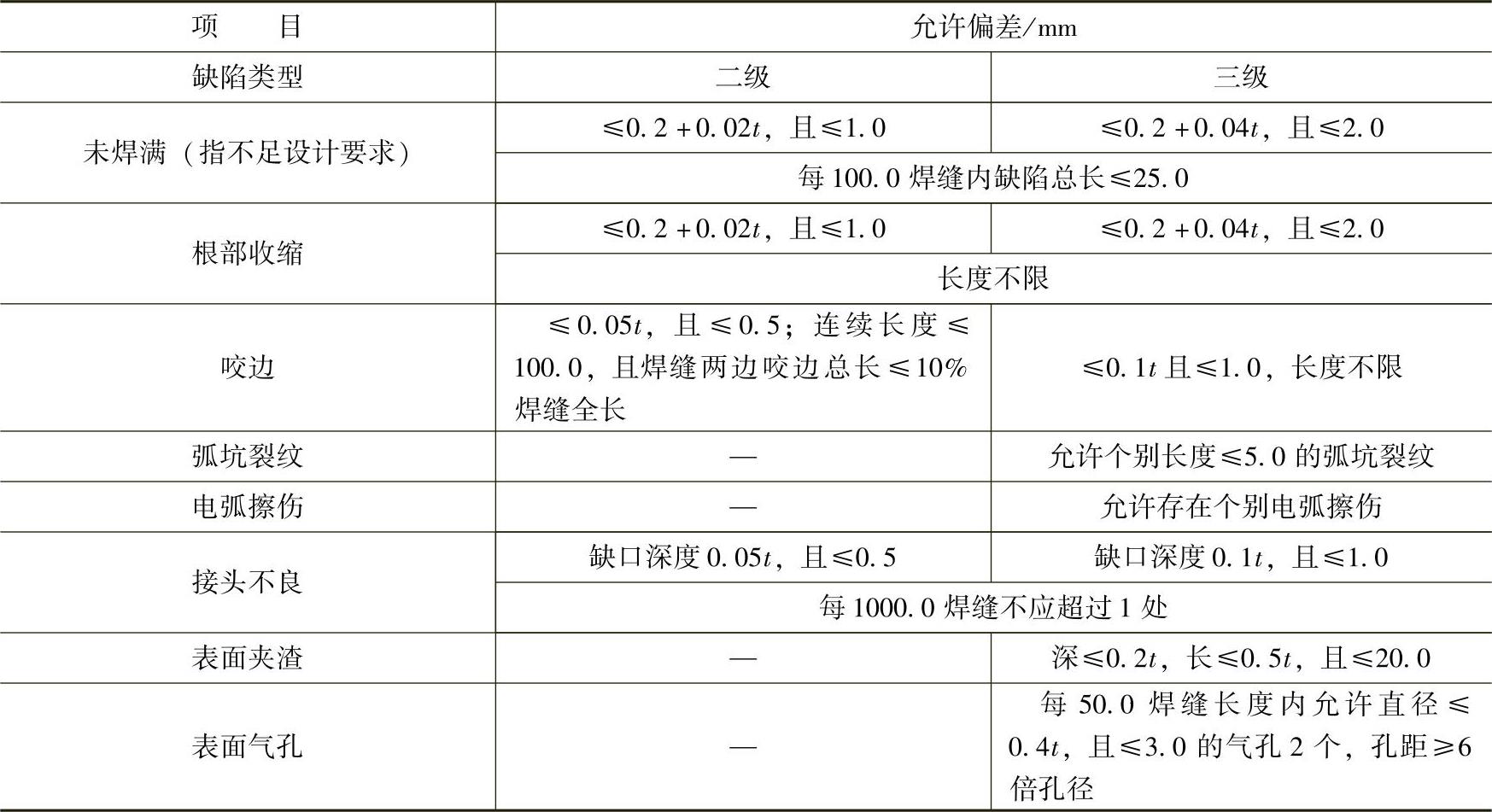
注:表内t为连接处较薄的板厚。
2)对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表3-37的规定。
3)部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表3-38的规定。
表3-37 对接焊缝及完全熔透组合焊缝尺寸允许偏差

注:C——对接焊缝余高;B——焊缝宽度;d——对接焊缝错边。
表3-38 部分焊透组合焊缝和角焊缝外形尺寸允许偏差

注:1.hf>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度的10%。
2.焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
2.焊钉(栓钉)焊接工程
(1)主控项目
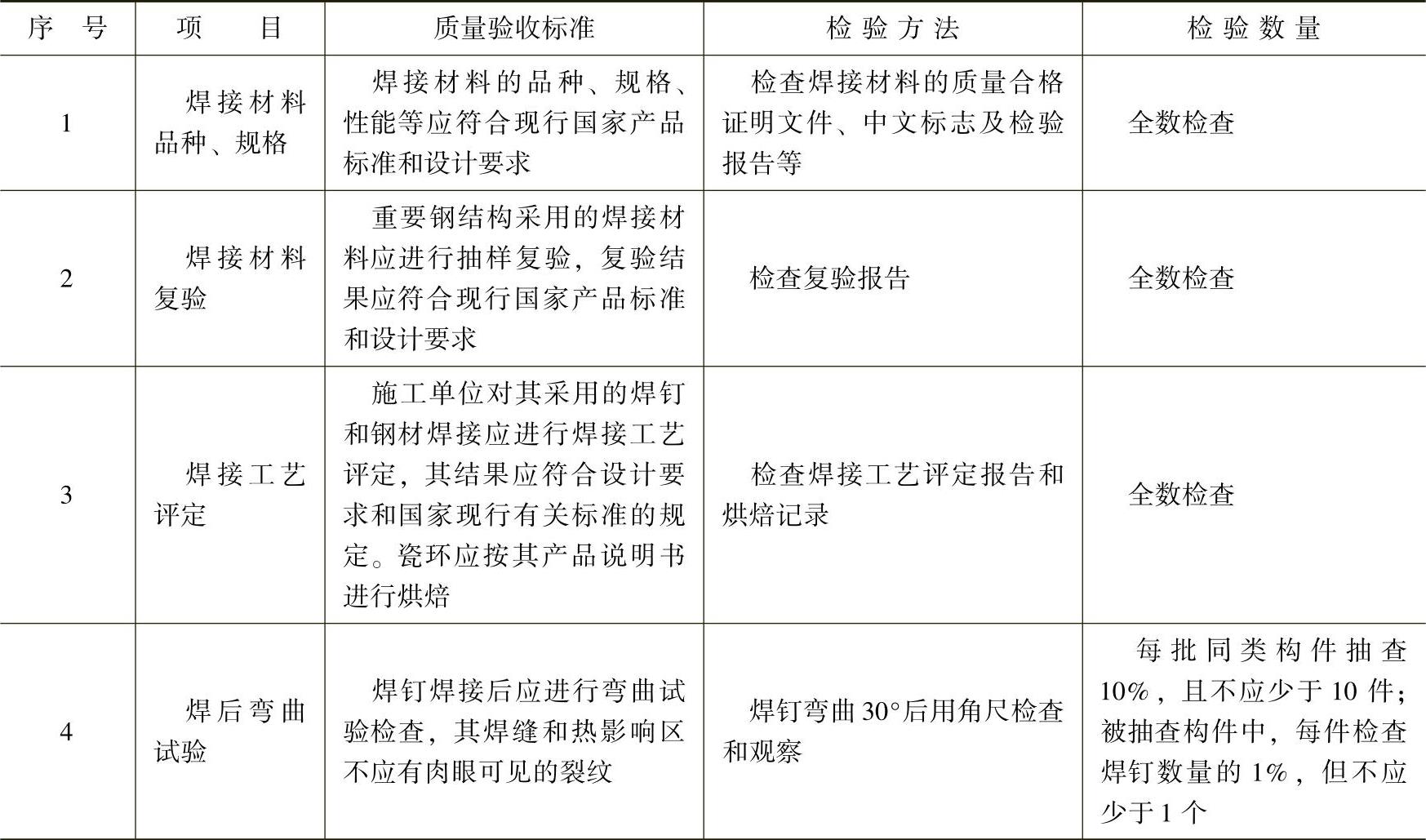
焊钉(栓钉)焊接工程主控项目检验见表3-39。
表3-39 主控项目检验标准
(2)焊钉(栓钉)焊接工程一般项目检验
焊钉(栓钉)焊接工程一般项目检验见表3-40。
表3-40 一般项目检验标准

有关钢结构工程识图与施工技巧的文章

单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。钢结构安装检验批应在进场验收和焊接连接、紧固件连接、制作等分项工程验收合格的基础上进行验收。表7-9 整体垂直度和整体平面弯曲的允许偏差 3.一般项目检验单层钢结构安装工程的一般项目检验标准应符合表7-10的规定。......
2023-08-22

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

焊接过程中,最低道间温度应不低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;周期性荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。......
2023-08-22
焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:1)保护气体种类的变换。......
2023-08-22

放样是整个钢结构制作工艺中的第一道工序,只有放样尺寸精确,才能避免以后各道加工工序的累积误差,才能保证整个工程的质量。钢结构制作、安装、验收及土建施工用的量具,必须用同一标准进行鉴定,应有相同的精度等级。......
2023-08-22
图5-25 加肋的空心球D—管直径 t—加肋钢板宽度图5-26 加套管连接图5-27 空心球节点连接a—相邻钢管杆件间的缝隙2.焊接空心球加工允许偏差焊接空心球加工的允许偏差应符合表5-34的规定。表5-34 焊接空心球加工的允许偏差 注:d为焊接空心球的外径;t为焊接空心球的壁厚。......
2023-08-22


相关推荐