待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
1.一般规定
除符合免予焊缝评定的条件外,施工单位首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及焊接工艺参数、预热和后热措施等各种参数的组合条件,应在钢结构构件制作及安装施工之前进行焊接工艺评定。
焊接工艺评定应由施工单位根据所承担钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,按规定施焊试件、切取试样并由具有相关资质的检测单位进行检测试验,测定焊接接头是否具有所要求的使用性能,并出具检测报告,由具有相关资质的检测单位根据检测结果对焊接工艺进行评定,并出具焊接工艺评定报告。
焊接工艺评定的环境应反映工程施工现场的条件。
焊接工艺评定中的焊接热输入、预热、后热制度等施焊参数,应根据被焊材料的焊接性能制订。
焊接工艺评定所用设备、仪表的性能应处于正常工作状态,焊接工艺评定所用的钢材、栓钉、焊接材料必须能覆盖实际工程所用材料并符合相应标准要求,具有生产厂出具的质量证明文件。
焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。
焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。如还不能达到合格标准,应分析原因,制订新的评定方案,按原步骤重新评定,直到合格为止。
对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。对于焊接难度等级为D级的钢结构工程,应按工程项目进行焊接工艺评定。
焊接工艺评定文件(包括焊接工艺评定报告、焊接工艺评定指导书、评定记录表、评定检验结果表及检验报告)报相关单位审查备案。
2.焊接工艺评定替代规则
不同焊接方法的评定结果不得互相替代。不同焊接方法组合焊接可用相应板厚的单种焊接方法评定结果替代,也可用不同焊接方法组合焊接评定,但弯曲及冲击试样切取位置应包含不同的焊接方法。
不同钢材焊接工艺评定的替代规则应符合下列规定(栓钉焊除外):
(1)不同类别钢材的焊接工艺评定结果不得互相替代。
(2)Ⅰ、Ⅱ类同类别钢材中当强度和冲击功合格等级发生变化时,在相同供货状态下,高级别钢材的焊接工艺评定结果可替代低级别钢材;Ⅲ、Ⅳ类同类别钢材中的焊接工艺评定结果不得相互替代;不同类别的钢材组合焊接时应重新评定,不得用单类钢材的评定结果替代。
(3)同类别中的轧制钢材与铸钢,耐候钢与非耐候钢的焊接工艺评定结果不得互相替代,TMCP钢、调质钢与其他供货状态的钢材焊接工艺评定结果不得互相替代。
(4)国内与国外钢材的焊接工艺评定结果不得互相替代。
接头形式变化时应重新评定,但十字形接头评定结果可替代T形接头评定结果,全焊透或部分焊透的T形或十字形接头对接与角接组合焊缝评定结果可替代角焊缝评定结果。
评定合格的试件厚度在工程中适用的厚度范围应符合表3-12的规定。
表3-12 评定合格的试件厚度与工程适用厚度范围
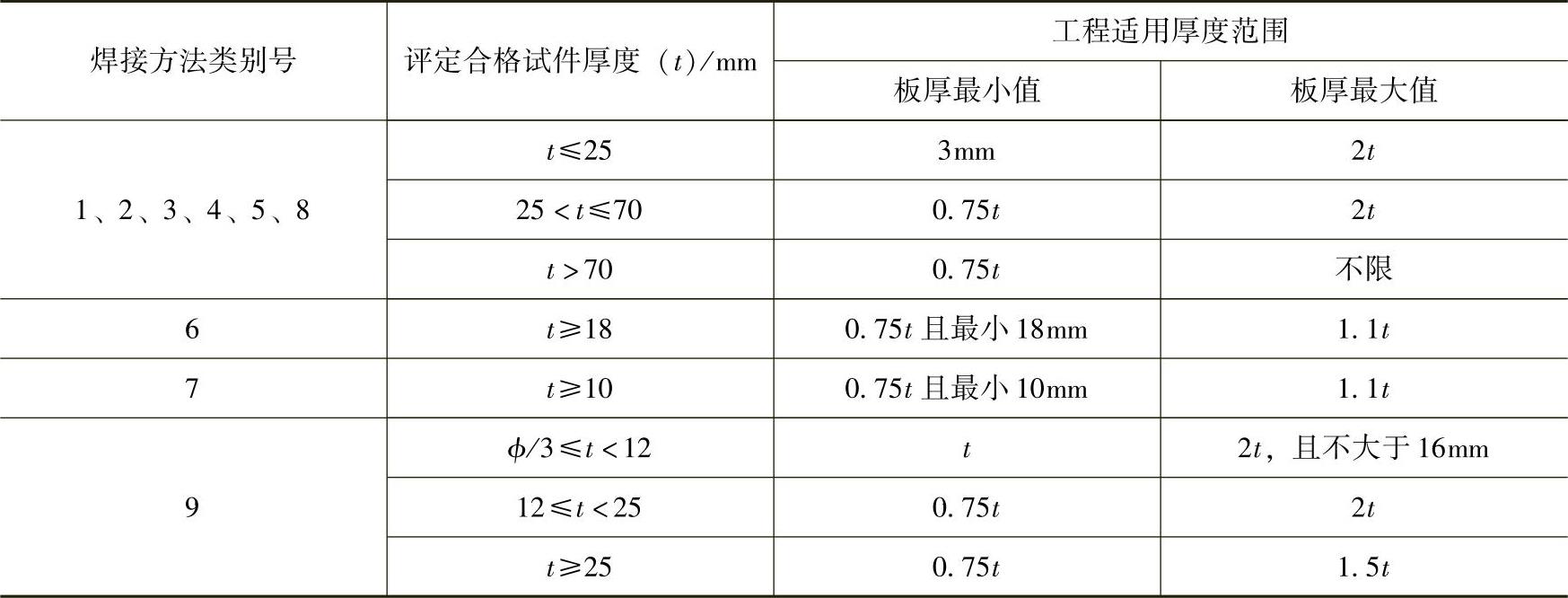
注:ϕ为栓钉直径。
评定合格的管材接头直径的覆盖原则应满足下列规定:
(1)外径<600mm的管材,其直径覆盖范围应不小于工艺评定试验管材的外径。
(2)外径≥600mm的管材,其直径覆盖范围应大于等于600mm。
板材对接与外径不小于600mm的管材相应位置对接的焊接工艺评定可以相互替代。
除栓钉焊外,横焊位置评定结果可以替代平焊位置,反之不可(栓钉焊除外)。立、仰焊接位置与其他焊位之间均不可互相替代。
有衬垫与无衬垫的单面焊全焊相替透接头有垫板与无垫板不可互相替代;有衬垫单面焊带垫板和反面清根的双面焊可以互相替代;不同材质的衬垫不可互相替代。
当栓钉材质不变时,栓钉焊被焊钢材应符合以下替代规则:
Ⅲ、Ⅳ类钢材的焊接工艺评定试验可以替代Ⅰ、Ⅱ类钢材的焊接工艺评定试验。
Ⅰ、Ⅱ类钢材中的栓钉焊接工艺评定试验可以相互替代。
Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。
3.重新进行工艺评定的规定
(1)焊条手工电弧焊时,下列条件之一发生变化,应重新进行工艺评定:
1)焊条熔敷金属抗拉强度级别变化。
2)由低氢型焊条改为非低氢型焊条。
3)焊条直径增大或减小1mm以上。
4)直流焊条的电流极性变化。
5)多道焊改为单道焊。
6)清焊根改为不清焊根。
(2)熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:
1)实心焊丝与药芯焊丝的相互变换。
2)单一保护气体类别的变化;混合保护气体的混合种类和比例的变化。
3)保护气体流量增加25%以上或减少10%以上的变化。
4)焊炬手动与机械行走的变换。
5)按焊丝直径规定的电流值、电压值和焊接速度的变化分别超过评定合格值的10%、7%和10%。
6)实心焊丝气体保护焊时熔滴颗粒过渡与短路过渡的变化。
7)焊丝型号变化。
8)焊丝直径的变化。
9)多道焊改为单道焊。
10)清焊根改为不清焊根。
(3)非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:
1)保护气体种类的变换。
2)保护气体流量增加25%以上或减少10%以上的变化。
3)添加焊丝或不添加焊丝的变换;冷态送丝和热态送丝的变换;焊丝类型、强度级别型号变化。
4)焊炬手动与机械行走的变换。
5)按电极直径规定的电流值、电压值和焊接速度的变化分别超过评定合格值的25%、7%和10%。
6)电流极性变化。
(4)埋弧焊时,下列条件之一发生变化,应重新进行工艺评定:
1)焊丝直径的变化超过1mm;焊丝与焊剂型号变化。
2)多丝焊与单丝焊的变化。
3)添加与不添加冷丝的变化。
4)电流种类和极性的变换。
5)按焊丝直径规定的电流值、电压值和焊接速度变化分别超过评定合格值的10%、7%和15%。
6)清焊根改为不清焊根。
(5)电渣焊时,下列条件之一发生变化,应重新进行工艺评定:
1)单丝与多丝的变化;板极与丝极的变换;有、无熔嘴的变换。
2)熔嘴截面积变化大于30%,熔嘴牌号的变换;焊丝直径的变化;单、多熔嘴的变化;焊剂型号的变换。
3)单侧坡口与双侧坡口焊接的变化。
4)焊接电流种类和极性变换。
5)焊接电源伏安特性为恒压或恒流的变换。
6)焊接实际采用的电流值、电压值、送丝速度、垂直提升速度变化分别超过评定合格值的20%、10%、40%、20%。
7)偏离垂直位置超过10°。
8)成形水冷滑块与挡板的变换。
9)焊剂装入量变化超过30%。
(6)气电立焊时,下列条件之一发生变化,应重新进行工艺评定:
1)焊丝钢号与直径的变化。
2)保护气类别或混合比例的变化。
3)保护气流量增加25%以上或减少10%以上的变化。
4)焊丝极性的变换。
5)焊接电流变化超过15%或送丝速度变化超过30%;焊接电压变化超过10%。
6)偏离垂直位置超过10°的变化。
7)成形水冷滑块与挡板的变换。
(7)栓钉焊时,下列条件之一发生变化,应重新进行工艺评定:
1)栓钉材质改变。
2)栓钉标称直径改变。
3)非穿透焊与穿透焊的变换。
4)穿透焊中被穿透板材厚度、镀层量增加与种类的变换。
5)栓钉焊接位置偏离平焊位置25°以上的变化或平焊、横焊、仰焊位置的变换。
6)栓钉焊接方法(焊条手工电弧焊、气体保护电弧焊、拉弧式栓钉焊与电容储能式栓钉焊)的变换。
7)预热温度比评定合格的焊接工艺降低20℃或高出50℃以上时。
8)提升高度、伸出长度、焊接时间、电流、电压的变化超过评定合格的各项参数的±5%。
9)采用电弧焊时焊接材料改变。
4.免予评定的焊接工艺
免予评定的焊接工艺必须有该施工单位焊接工程师和单位技术负责人签发“免予评定的焊接工艺”书面文件。
免予评定的焊接工艺适用范围应符合下列规定:
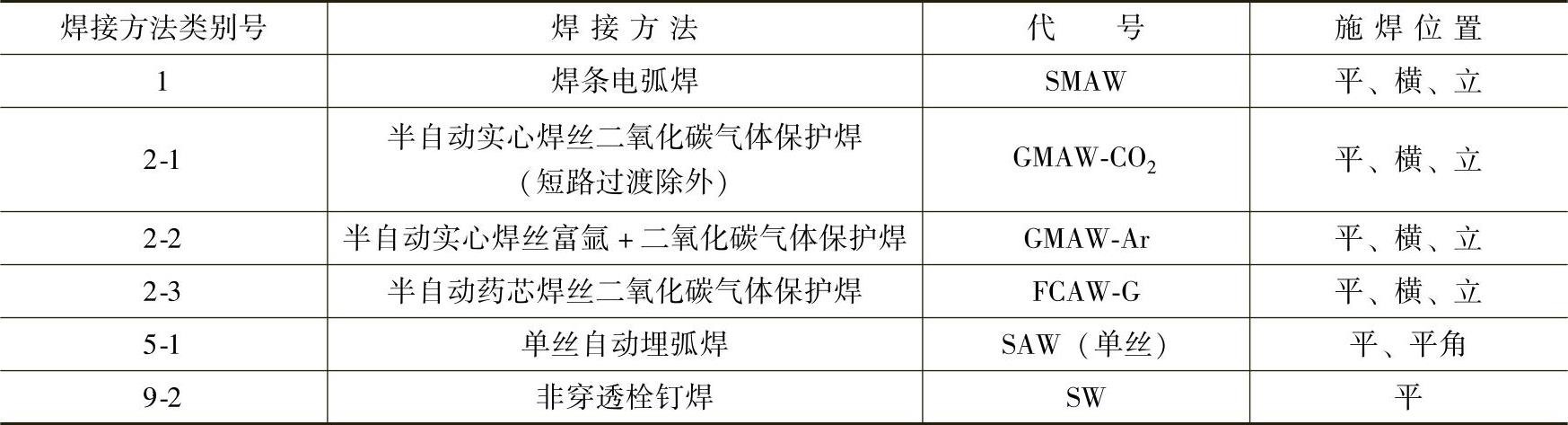
(1)免予评定的焊接方法及施焊位置应符合表3-13的规定。
表3-13 免予评定的焊接方法及施焊位置
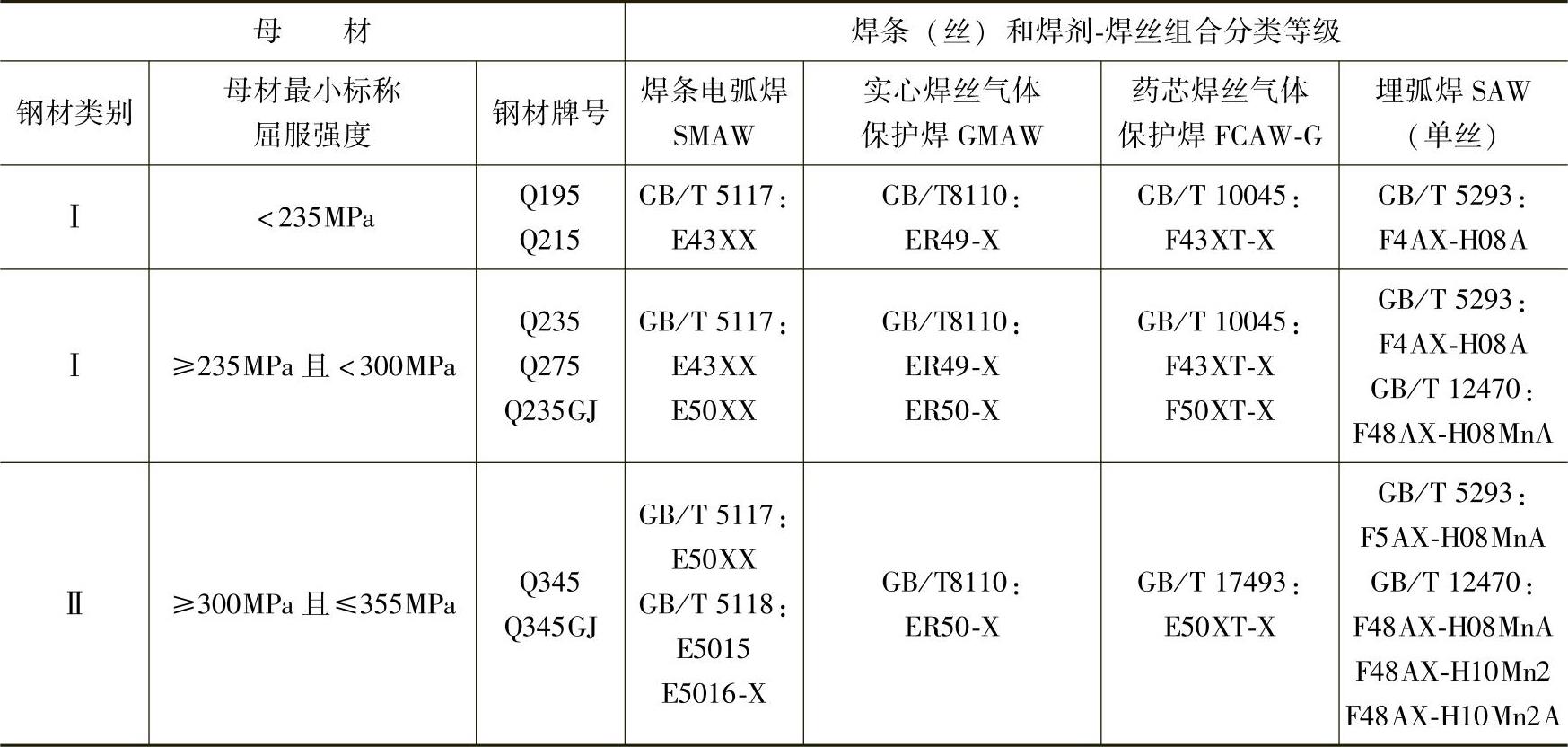
(2)免予评定的母材和焊缝金属组合应符合表3-14中规定,厚度应不大于40mm,钢材的质量等级为A、B级。
表3-14 免予评定的母材和匹配的焊缝金属要求
(3)免予评定的最低预热温度应符合表3-15的规定。
表3-15 免予评定的结构钢材最低预热/道间温度的规定
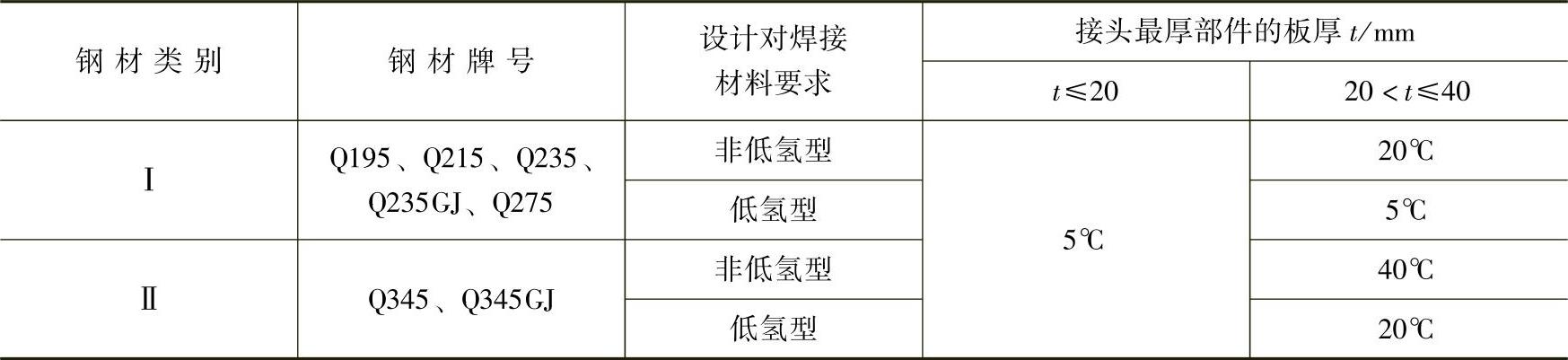
注:1.接头形式为坡口对接,根部焊道,一般拘束度。
2.SMAW、GMAW、FCAW-G热输入约为15~25kJ/cm;SAW-S热输入约为15~45kJ/cm。
3.采用低氢型焊材时,熔敷金属扩散氢含量(甘油法):E4315、4316不应大于8mL/100g;E5015、E5016、E5515、E5516不应大于6mL/100g;药芯焊丝不应大于6mL/100g。
4.焊接接头板厚不同时,应按厚板确定预热温度;焊接接头材质不同时,按高强度、高碳当量的钢材确定预热温度。
5.环境温度不应低于0℃。
(4)焊接工艺参数应符合下列规定:
1)免予评定的焊接工艺参数应符合表3-16的规定。
2)要求完全焊透时,单面焊应加垫板,双面焊时应用气刨、打磨清根。
3)焊道最大宽度不超过焊条标称直径的4倍,实心焊丝气体保护焊、药芯焊丝气体保护焊焊接时焊道最大宽度不超过20mm。
表3-16 各种焊接方法免予评定的焊接工艺参数范围规定
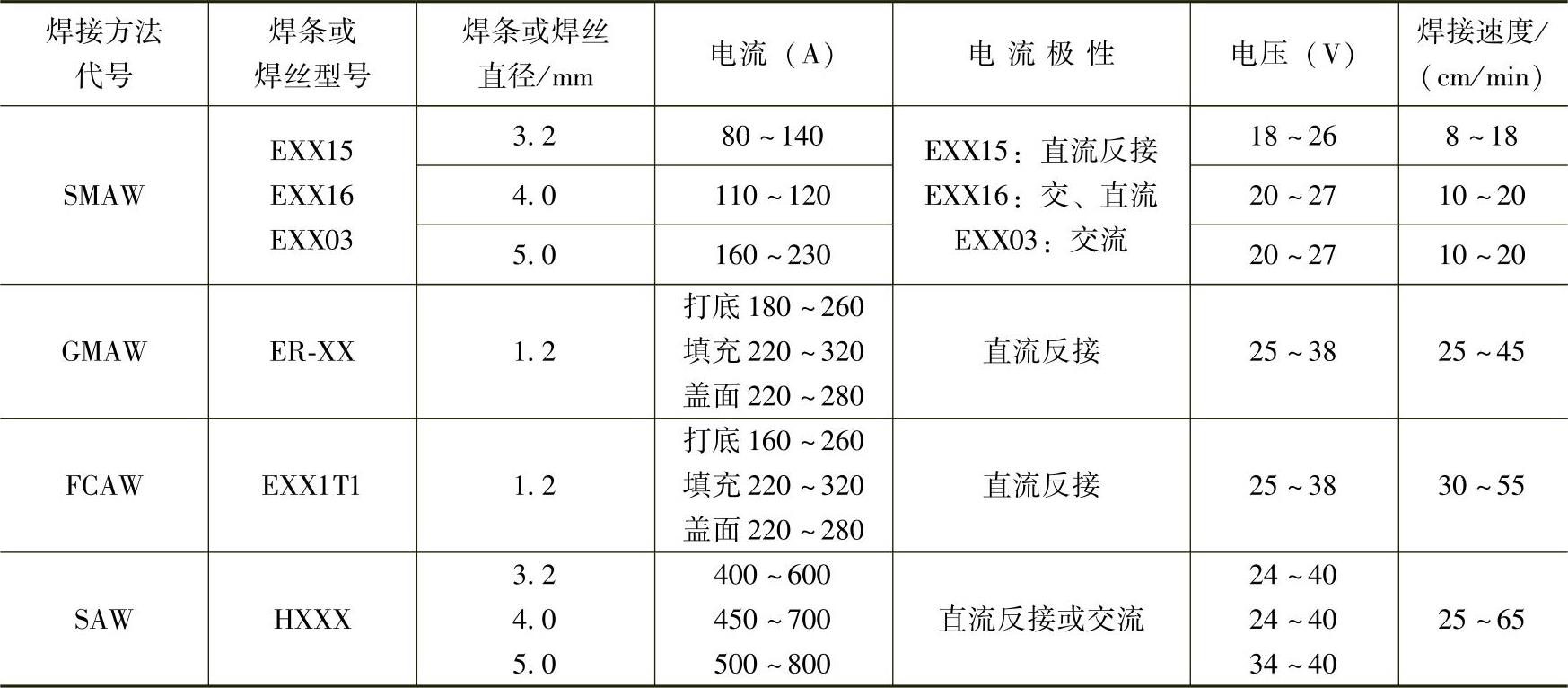
注:表中参数为平、横焊位置。立焊电流应比平、横焊减小10%~15%。
4)导电嘴与工件距离:埋弧自动焊40±10mm;气体保护焊20±7mm。
5)保护气种类:二氧化碳;富氩气体;混合比例为氩气80%+二氧化碳20%。
6)保护气流量:20~50L/min。
7)焊丝直径在表中数值范围以外时不适于免予评定。
8)当焊接工艺参数按照表3-17的规定值变化超过规定时,其焊接不适于免予评定。
表3-17 拉弧式栓钉焊免予评定的焊接工艺参数范围

(5)免予评定的各类焊接节点构造形式、焊接坡口的形状和尺寸必须符合要求,并且应符合下列规定:
1)斜角角焊缝两面角ϕ>30°。
2)管材相贯接头局部两面夹角ϕ>30°。
(6)免予评定的结构荷载特性为静载。
(7)焊丝直径不符合表3-16的规定时,不得免予评定。当工艺参数按表3-16、表3-17的规定值变化范围超过规定时,不得免予评定。
免予焊接工艺评定的钢材及坡口表面处理,焊材储存、烘干,引弧板、引出板规定,焊后处理,焊接环境等要求,应符合相关规定。
有关钢结构工程识图与施工技巧的文章

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02

焊接过程中,最低道间温度应不低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;周期性荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。......
2023-08-22

考虑不同的钢结构工程验收批其焊缝数量有较大差异,为了便于检验,钢结构焊接工程可按相应的钢结构制作或安装工程检验批的划分为一个或若干个检验批。表3-36二、三级焊缝外观质量标准注:表内t为连接处较薄的板厚。表3-38 部分焊透组合焊缝和角焊缝外形尺寸允许偏差注:1.hf>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度的10%。......
2023-08-22

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2023-06-15
焊接工艺评定的目的除了验证焊接工艺规程的正确性外,更重要的是评定制造单位的能力。美国ASME规范认为,焊接工艺评定的目的是确定拟建造的产品满足对预定应用场合提出的各项性能要求的能力。焊接工艺评定报告应有企业管理者或管理者代表审查签字,以保证该企业完成的焊接工艺评定程序的合法性,以及试验结果的可靠性。......
2023-06-28

图5-25 加肋的空心球D—管直径 t—加肋钢板宽度图5-26 加套管连接图5-27 空心球节点连接a—相邻钢管杆件间的缝隙2.焊接空心球加工允许偏差焊接空心球加工的允许偏差应符合表5-34的规定。表5-34 焊接空心球加工的允许偏差 注:d为焊接空心球的外径;t为焊接空心球的壁厚。......
2023-08-22
焊接过程中以及焊接后,被焊构件内将不可避免地产生焊接应力和焊接变形。由于这三种原因的综合影响,再加上结构的形状、尺寸、周界条件和施焊条件的不同,焊接结构中产生的变形状态也很复杂。表3-21 各种焊接变形......
2023-08-22
相关推荐