待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
1.坡口形式尺寸代号和标记
各种焊接方法及接头坡口形式尺寸代号和标记应符合下列规定:
(1)焊接方法及焊透种类代号应符合表3-1的规定。
(2)单、双面焊接及衬垫种类代号应符合表3-2的规定。
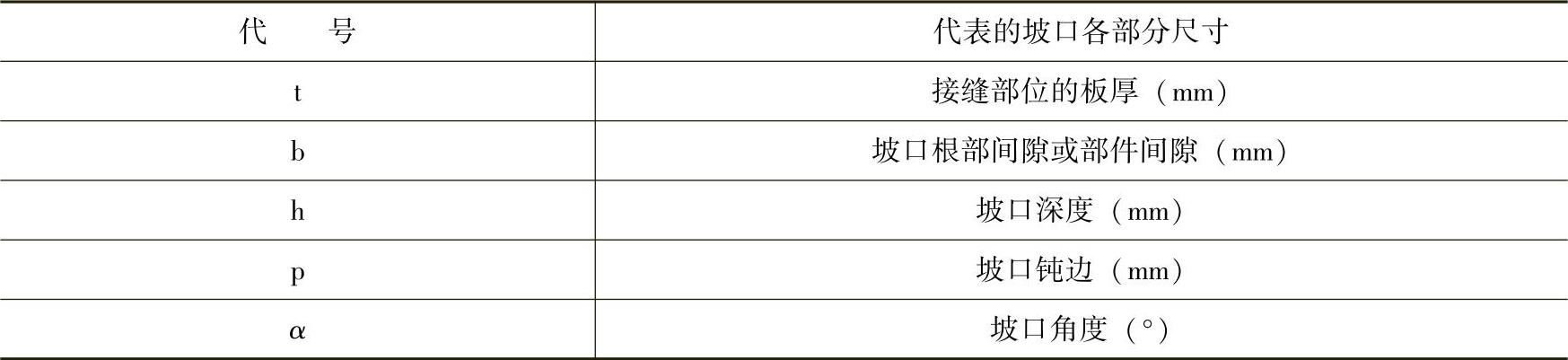
(3)坡口各部分尺寸代号应符合表3-3。
表3-1 焊接方法及焊透种类代号
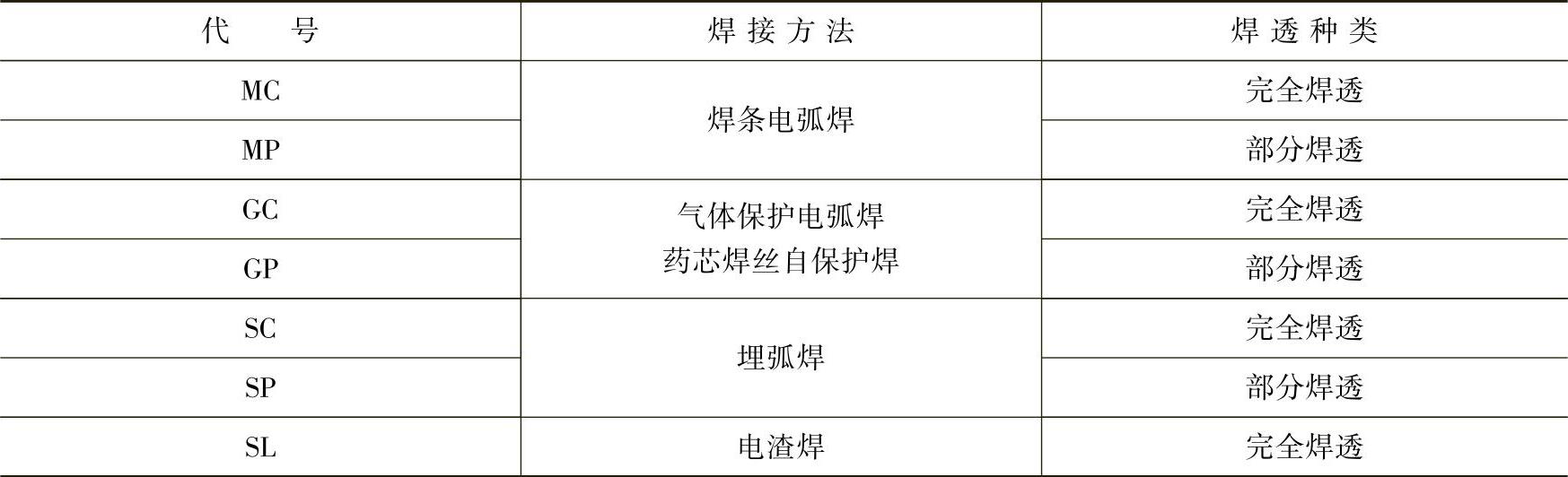
表3-2 单、双面焊接及衬垫种类代号

表3-3 坡口各部分的尺寸代号
(4)焊接接头坡口形式和尺寸的标记如图3-4所示。
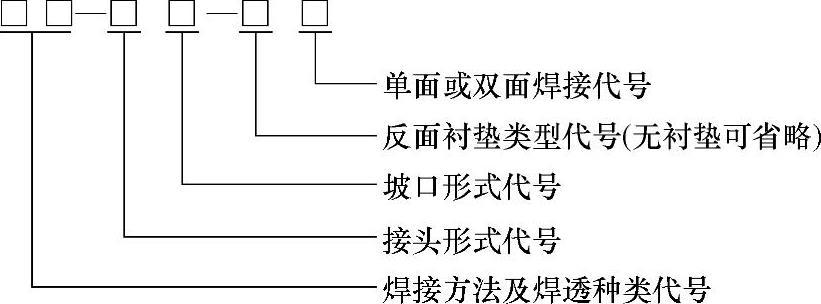
图3-4 焊接接头坡口形式和尺寸的标记
标记示例:焊条电弧焊、完全焊透、对接、I形坡口、背面加钢衬垫的单面焊接接头表示为MC-BI-BS1。
2.常用接头坡口形式和尺寸
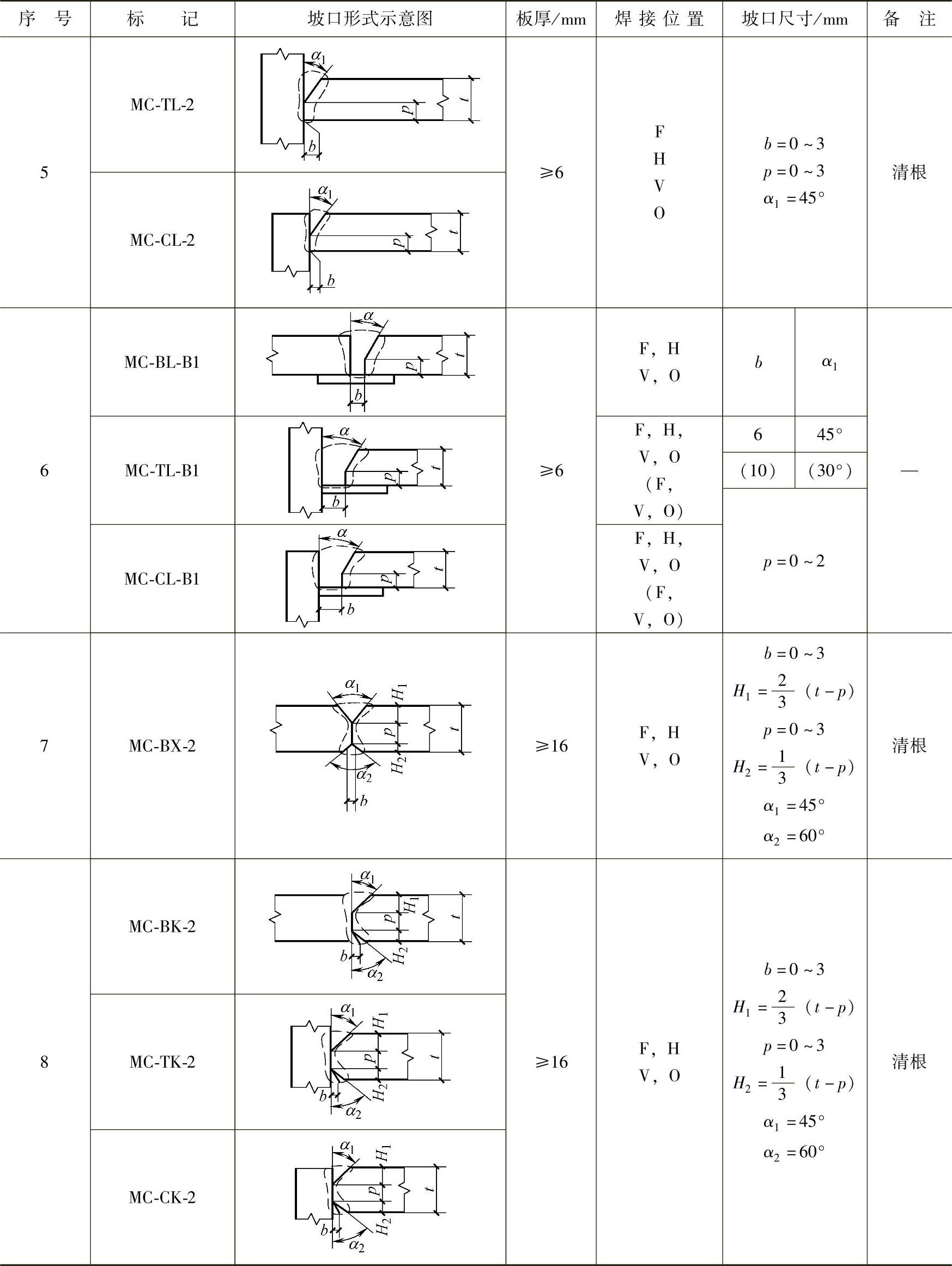
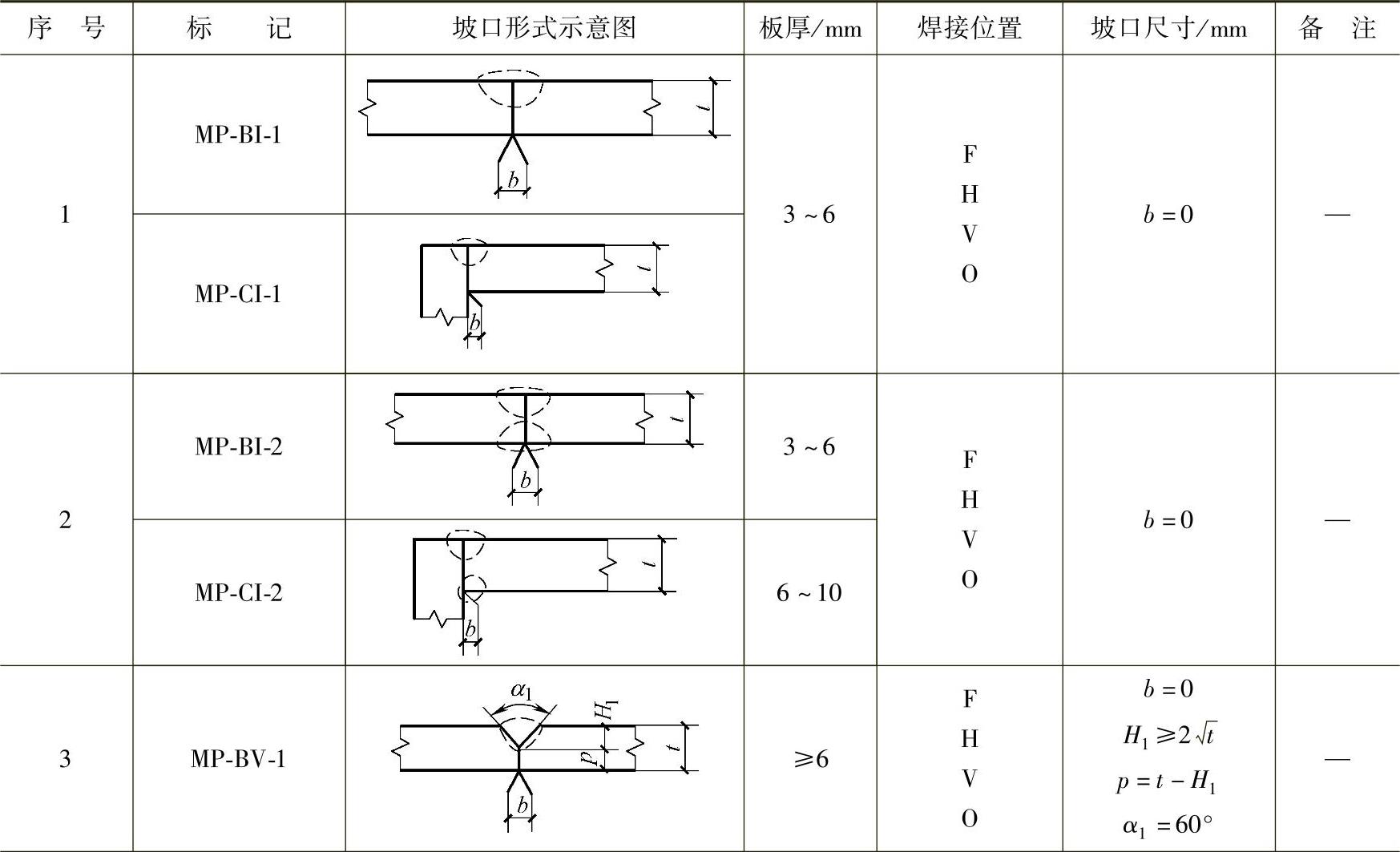
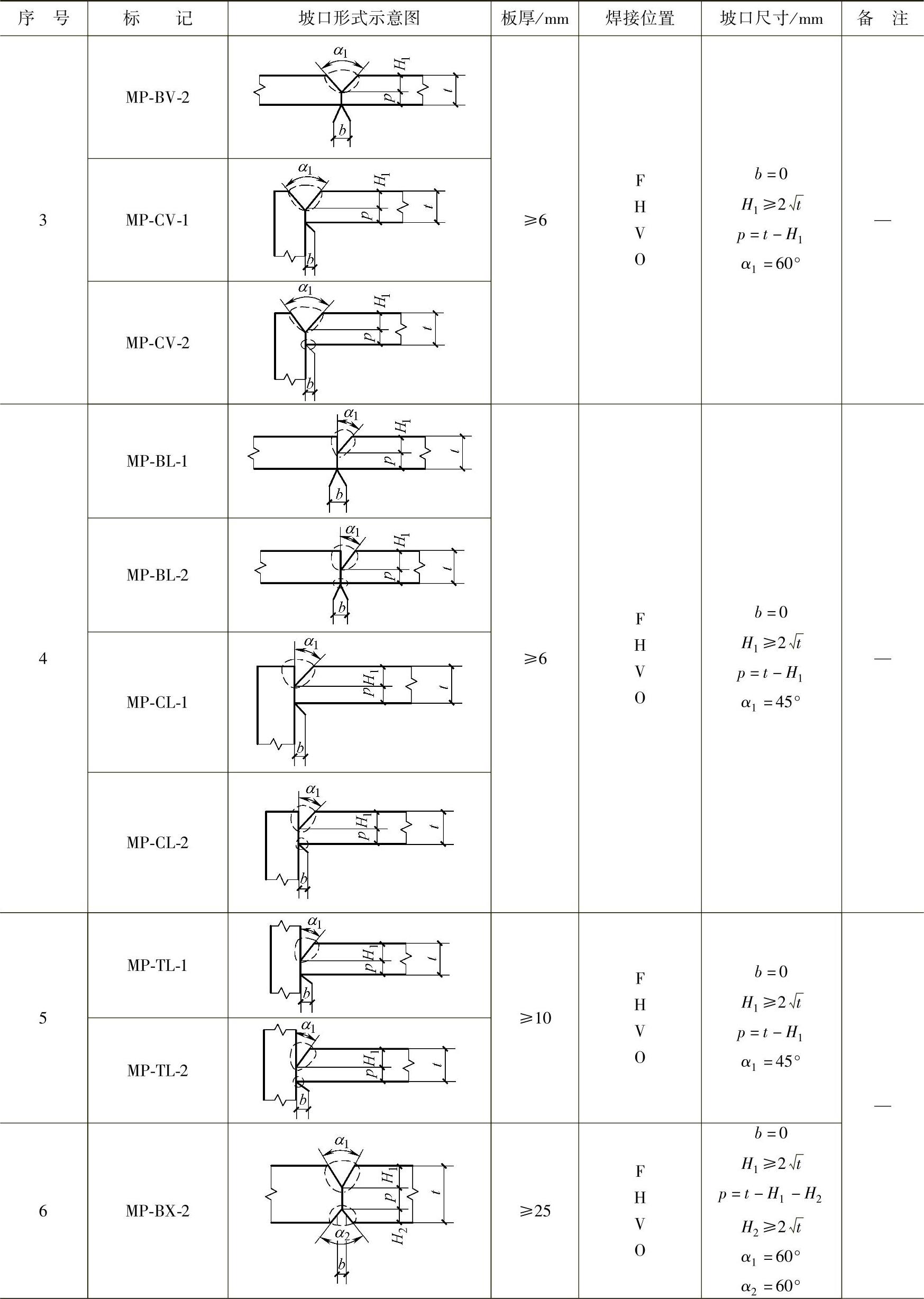
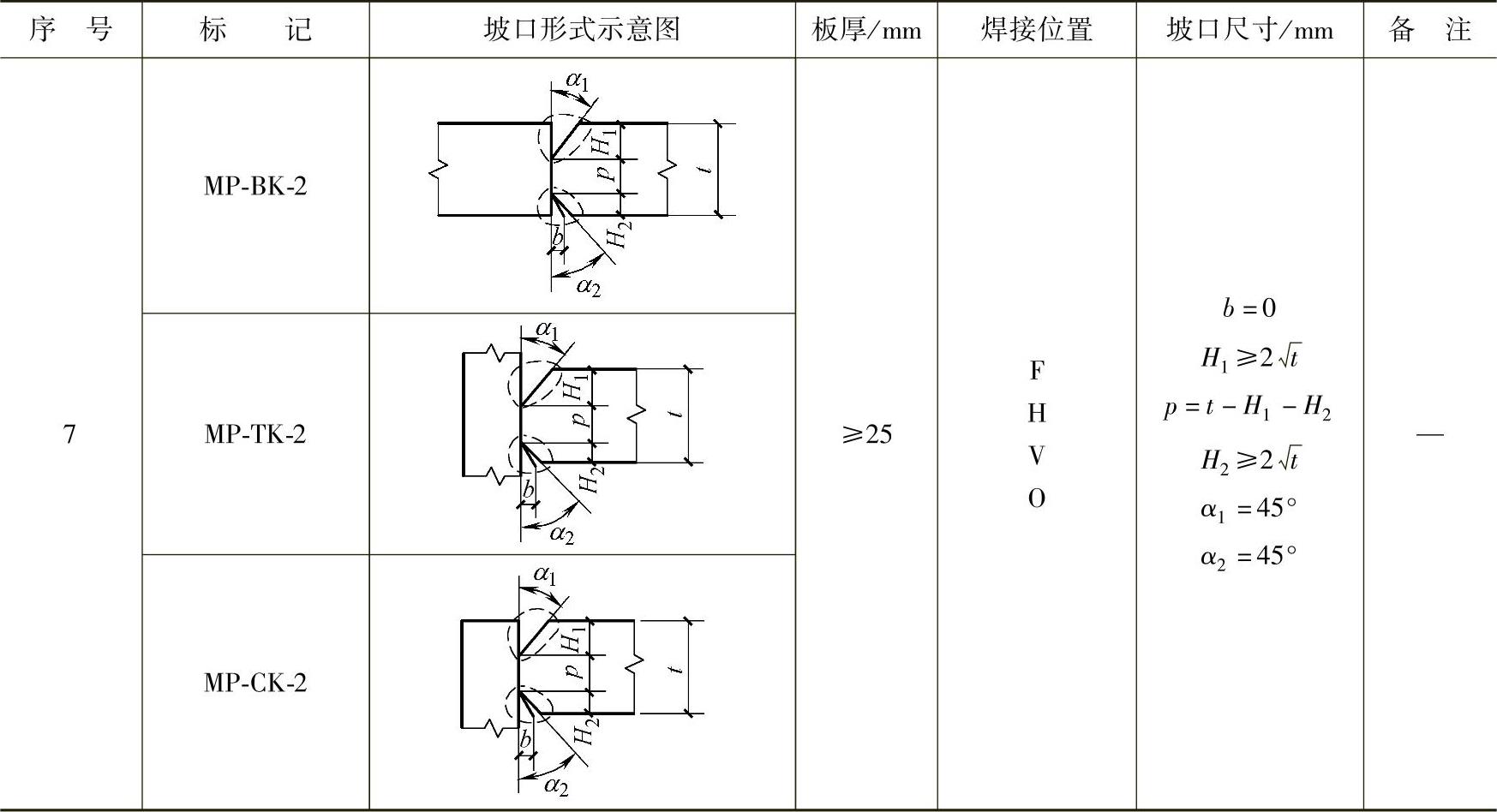
(1)焊条电弧焊全焊透坡口形式和尺寸宜符合表3-4的要求。
表3-4 焊条电弧焊全焊透坡口形式和尺寸

(续)
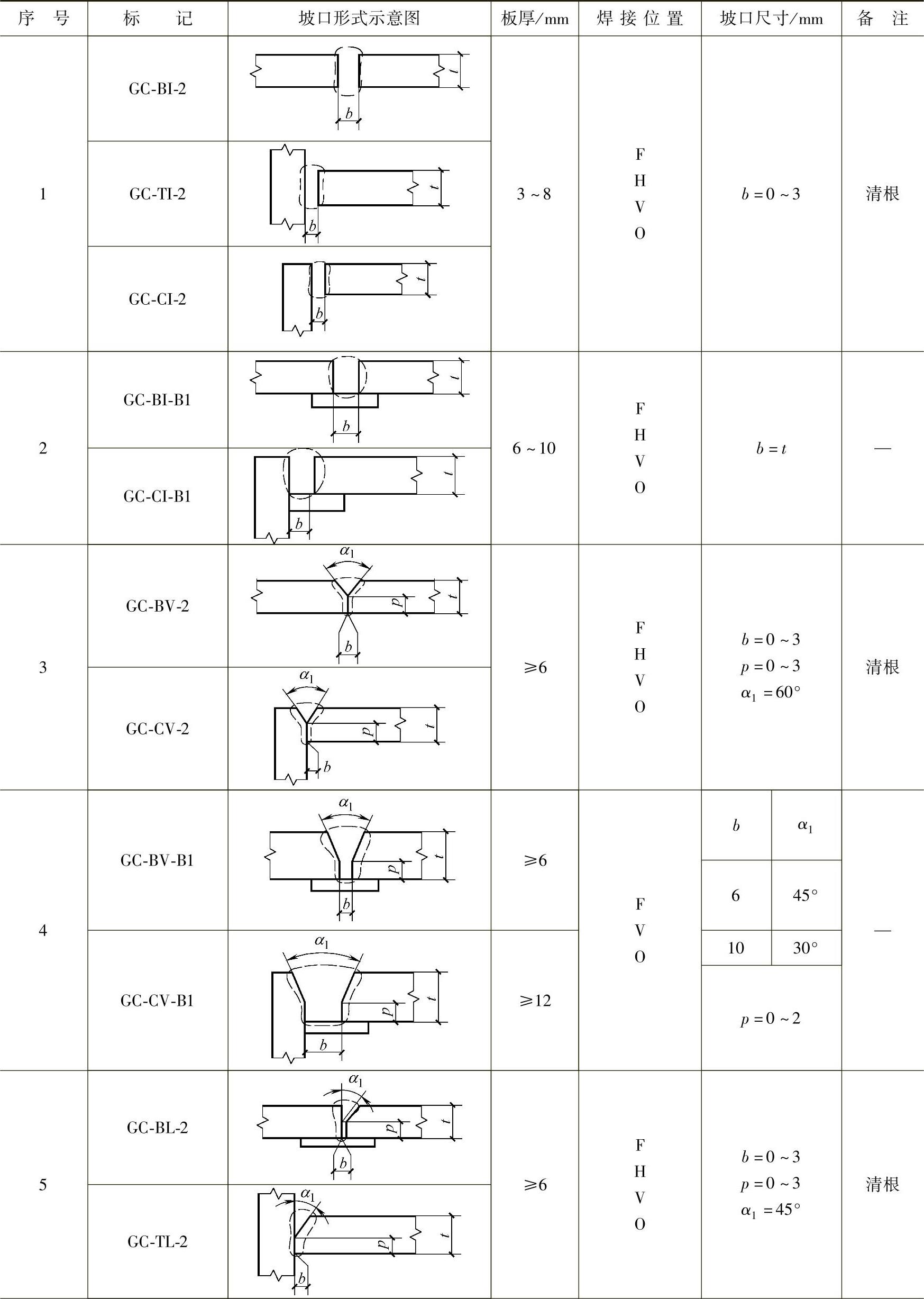
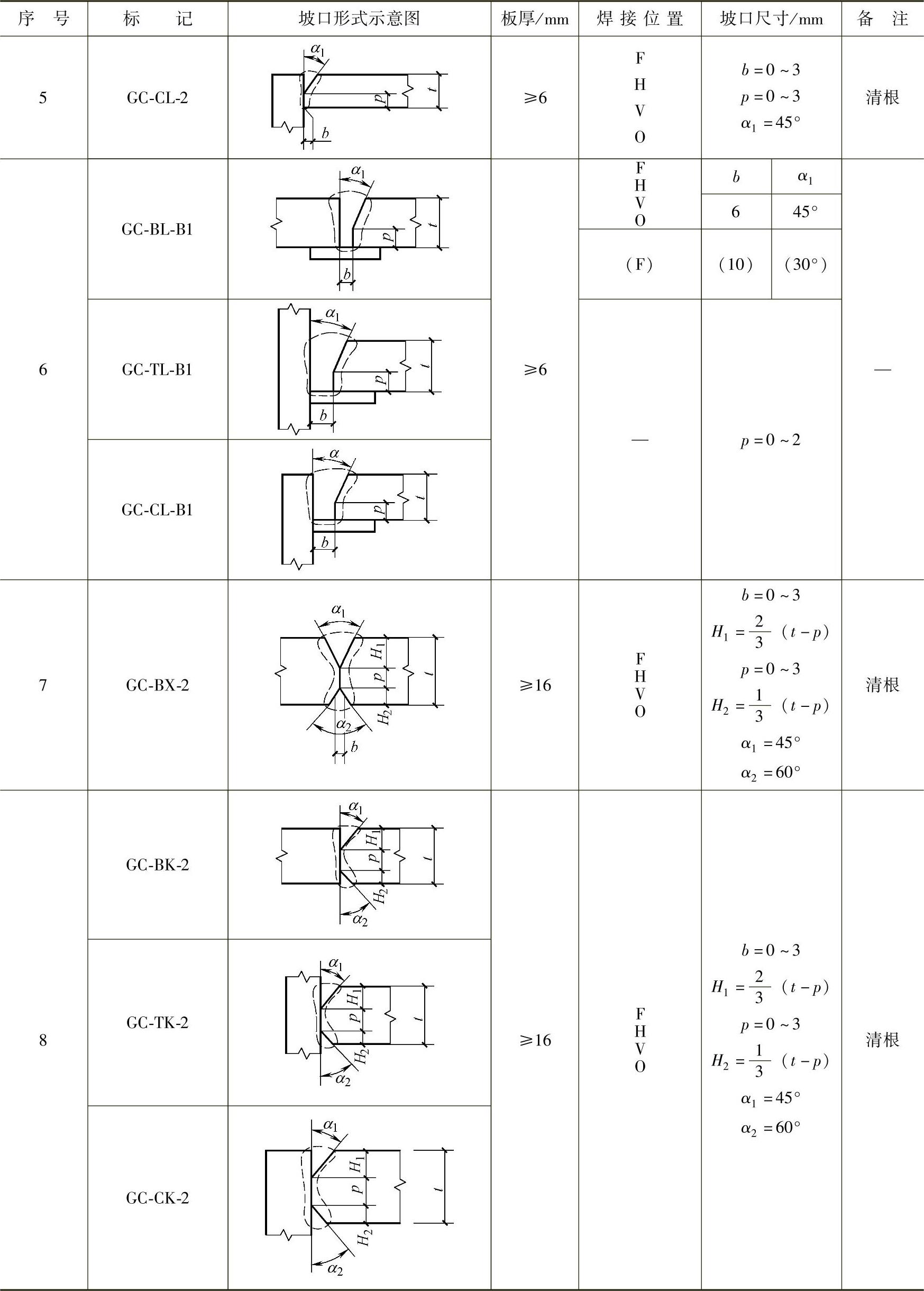
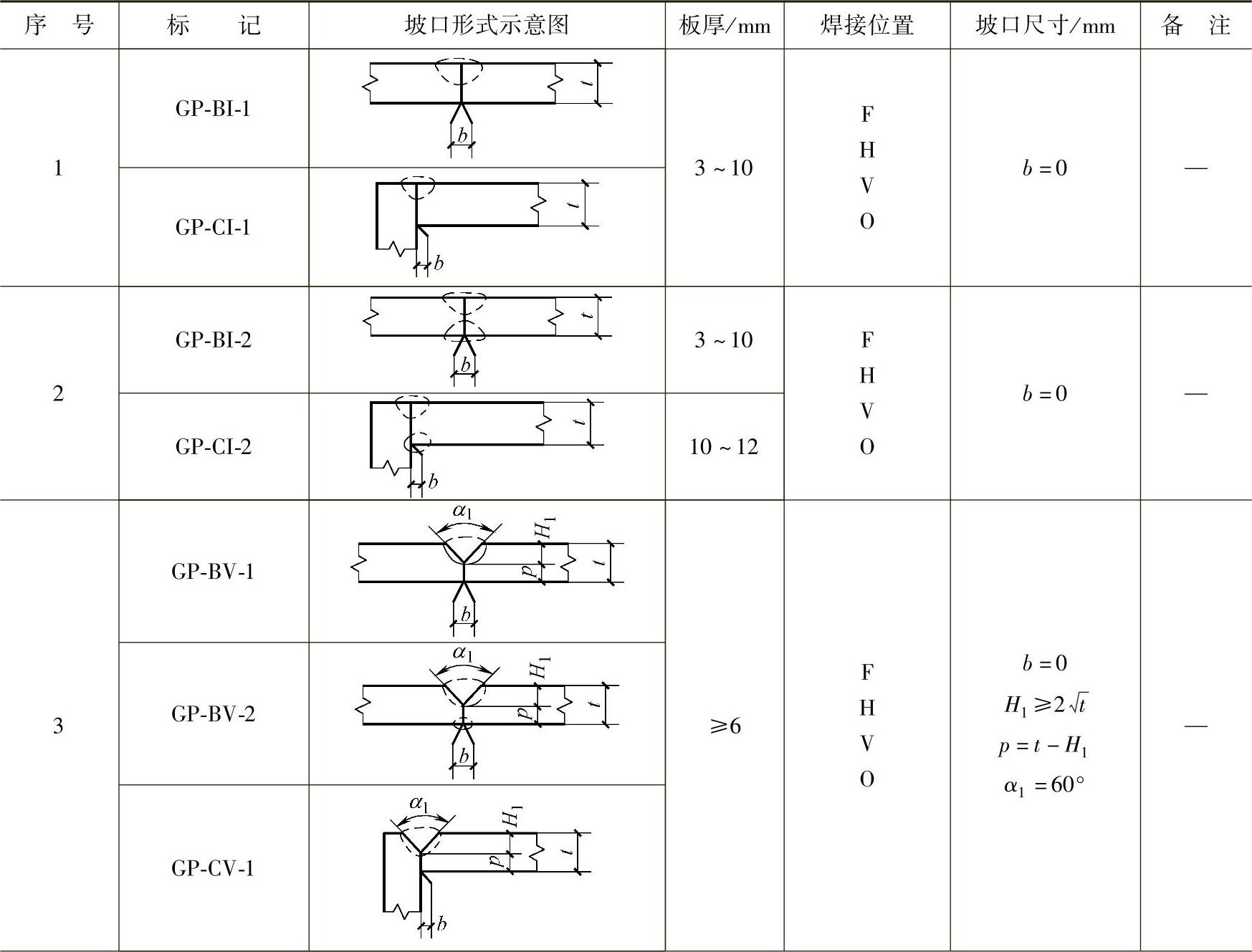
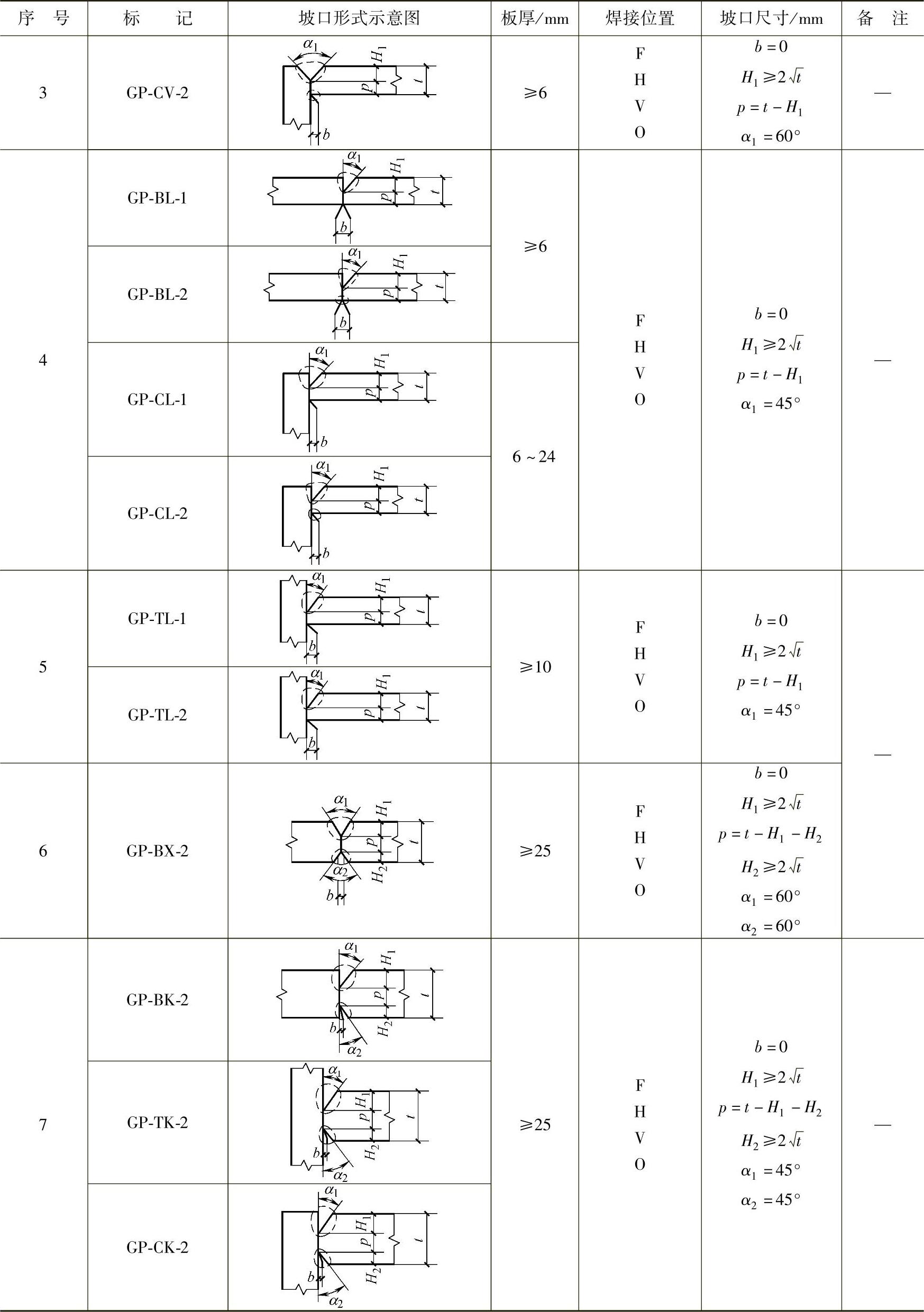
(2)气体保护焊、自保护焊全焊透坡口形式和尺寸宜符合表3-5的要求。
表3-5 气体保护焊、自保护焊全焊透坡口形式和尺寸
(续)
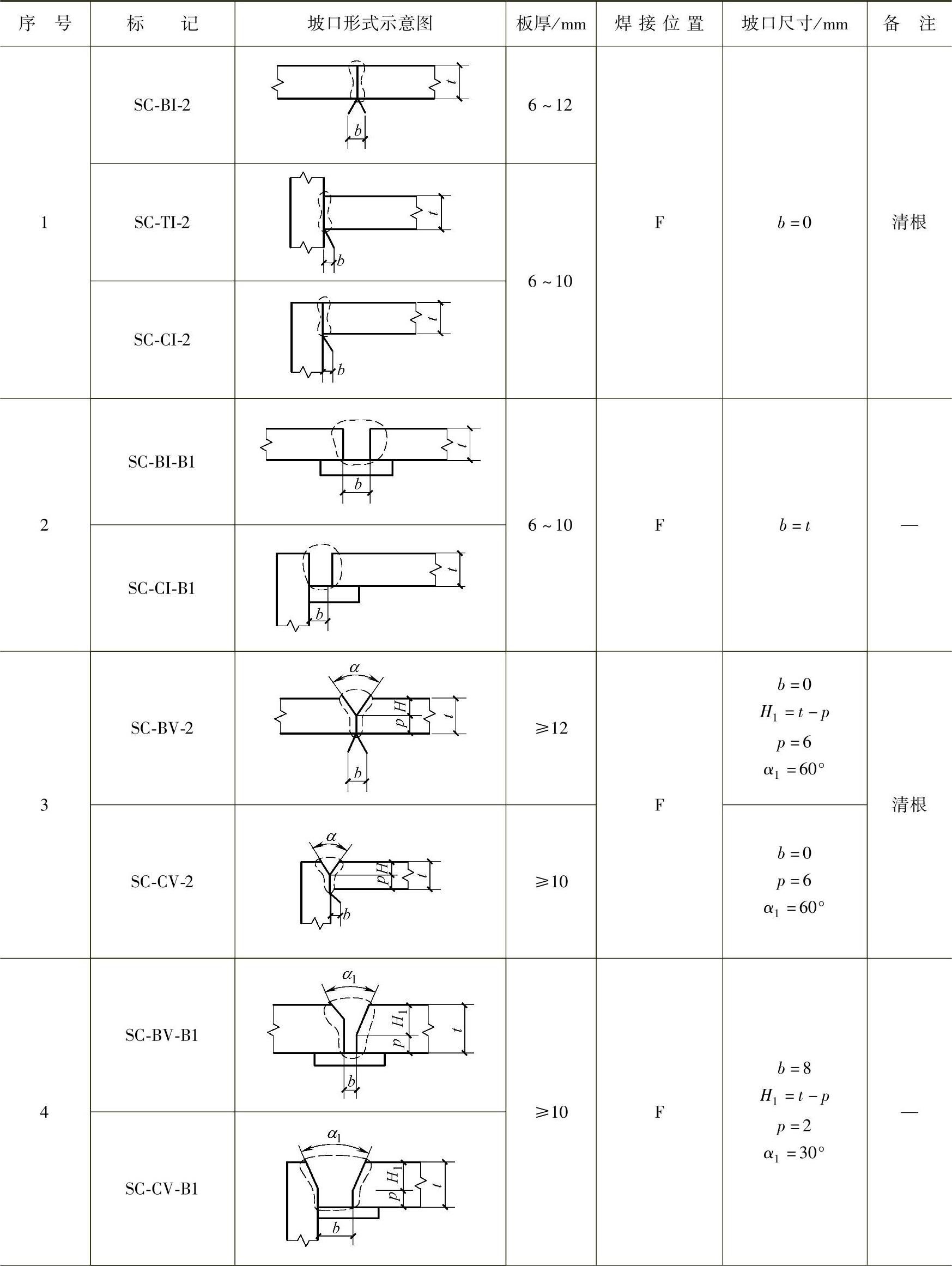
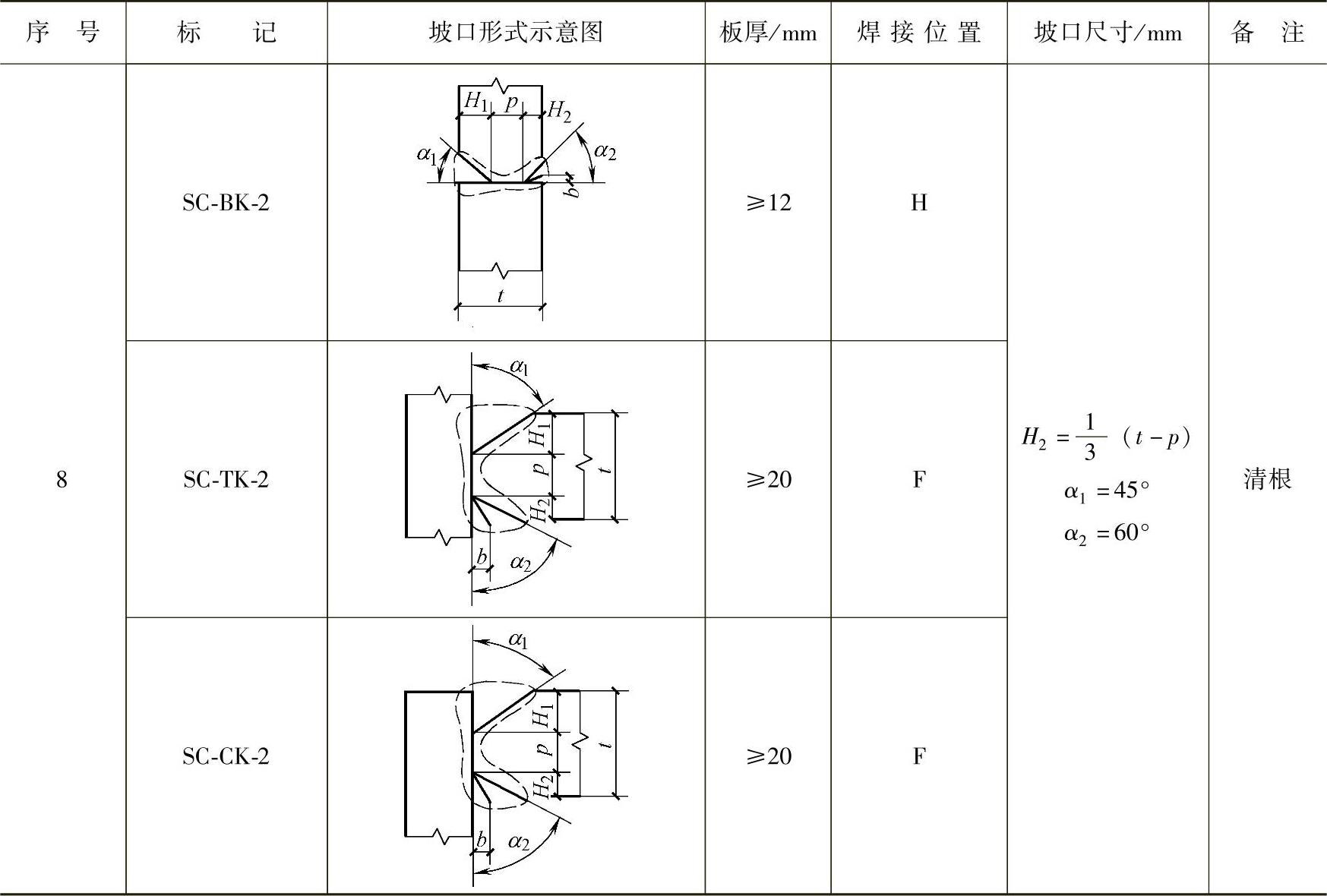
(3)埋弧焊全焊透坡口形式和尺寸宜符合表3-6要求。
表3-6 埋弧焊全焊透坡口形式和尺寸
(续)

(续)
(4)焊条电弧焊部分焊透坡口形式和尺寸宜符合表3-7的要求。
表3-7 焊条电弧焊部分焊透坡口形式和尺寸
(续)
(续)
(5)气体保护焊、自保护焊部分焊透坡口形式和尺寸宜符合表3-8的要求。
表3-8 气体保护焊、自保护焊部分焊透坡口形式和尺寸
(续)
(6)埋弧焊部分焊透坡口形式和尺寸宜符合表3-9的要求。
表3-9 埋弧焊部分焊透坡口形式和尺寸

(续)

有关钢结构工程识图与施工技巧的文章

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

焊接过程中,最低道间温度应不低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;周期性荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。......
2023-08-22

表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22

图5-25 加肋的空心球D—管直径 t—加肋钢板宽度图5-26 加套管连接图5-27 空心球节点连接a—相邻钢管杆件间的缝隙2.焊接空心球加工允许偏差焊接空心球加工的允许偏差应符合表5-34的规定。表5-34 焊接空心球加工的允许偏差 注:d为焊接空心球的外径;t为焊接空心球的壁厚。......
2023-08-22

焊接过程中以及焊接后,被焊构件内将不可避免地产生焊接应力和焊接变形。由于这三种原因的综合影响,再加上结构的形状、尺寸、周界条件和施焊条件的不同,焊接结构中产生的变形状态也很复杂。表3-21 各种焊接变形......
2023-08-22

同时在拼装时不应采用较大的外力强制组对,避免构件焊后产生过大的拘束应力而发生变形。变形校正的方法当钢构件发生弯曲或扭曲变形超过设计规定的范围时,必须进行矫正。条形钢结构变形主要采用火焰矫正。......
2023-08-22

绘制时,剖视剖切符号不应与其他图线相接触。图1-4 断面的剖切符号索引符号与详图符号1)图样中的某一局部或构件,如需另见详图应以索引符号索引。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。......
2023-08-22
根据H断面尺寸调整H胎模,使其纵向腹板定位于工字钢水平高差,并符合施工图尺寸要求。箱体结构整体组装是在H型结构全部完工后进行的。先将H型结构腹板边缘矫正好,使其不平度小于1/1000,然后在下盖板上放上与腹板装配线定位线,翻过面与H型结构组装,组装方法通常采用一个方向装配,定位点焊采用对称方法,这样可以减少装配应力,防止结构变形。......
2023-08-22
相关推荐