待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
钢结构焊接时,根据焊缝的施焊位置的不同,有平焊、立焊、横焊和仰焊四种,如图3-1所示。
1.平焊
(1)选择适合的焊接工艺,焊条直径、焊接电流、焊接速度、焊接电弧长度等,通过焊接试验验证。
(2)焊接电流是根据焊件厚度、焊接层次、焊条牌号、直径、焊工的熟练程度等因素选择合适的焊接电流。
(3)平焊焊接时,要求等速焊接,保证焊缝高度、宽度均匀一致,从面罩内看熔池中的铁水与熔渣保持等距离(2~4mm)为宜。
(4)焊接电弧长度应根据所用焊条的牌号不同而确定,一般要求电弧长度稳定不变,酸性焊条以4mm长为宜,碱性焊条以2~3mm为宜。
(5)焊接时,焊条的运行角度应根据两焊件的厚度确定。焊条角度有两个方向:
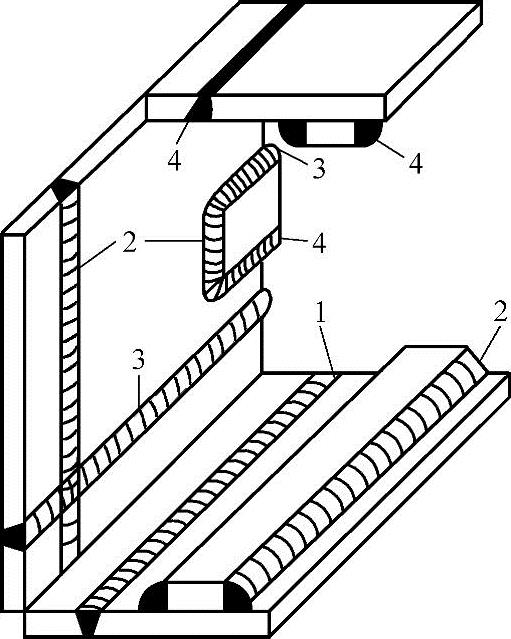
图3-1 焊缝的施焊位置
1—平焊 2—立焊 3—横焊 4—仰焊
第一是焊条与焊接前进方向的夹角为60°~75°,如图3-2a所示。
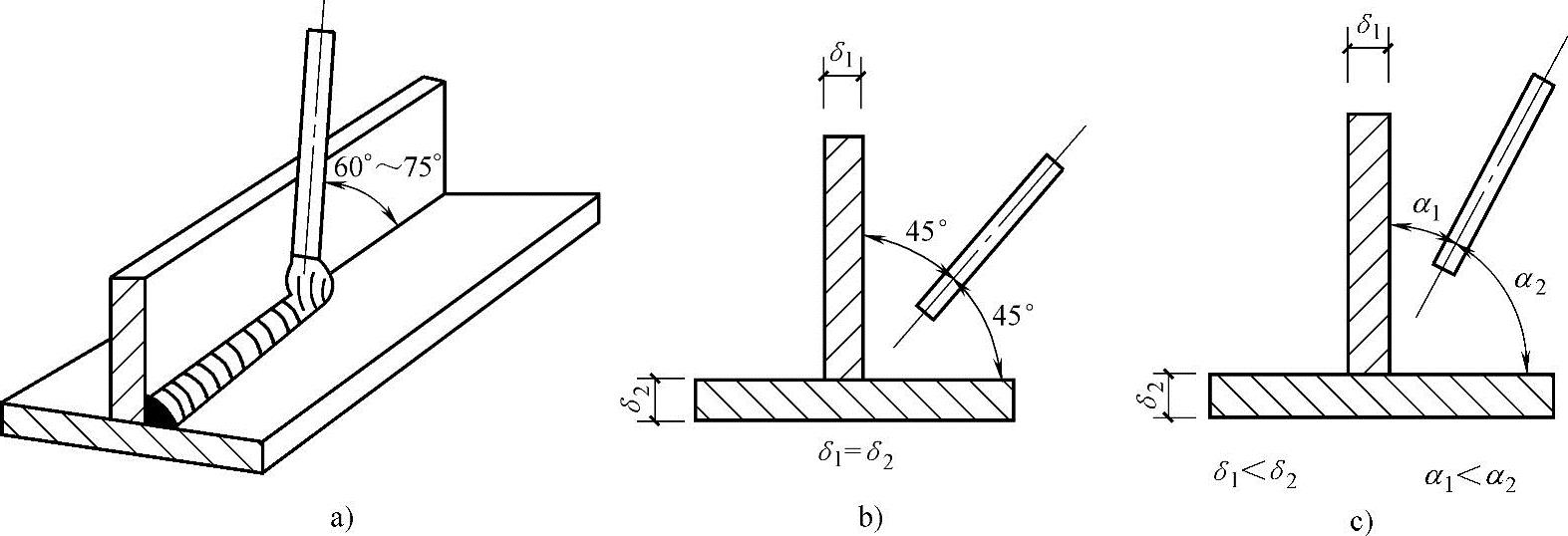
图3-2 平焊焊条角度
a)焊条与前进方向夹角 b)焊条与焊件左右侧夹角(相等) c)焊条与焊件左右侧夹角(不等)
δ1、δ2—焊件厚度
第二是焊条与焊件左右侧夹角有两种情况,当两焊件厚度相等时,焊条与焊件的夹角均为45°,如图3-2b所示;当两焊件厚度不等时,焊条与较厚焊件一侧的夹角应大于焊条与较薄焊件一侧的夹角,如图3-2c所示。
(6)起焊时,在焊缝起点前方15~20mm处的焊道内引燃电弧,将电弧拉长4~5mm,对母材进行预热后带回到起焊点,把熔池填满到要求的厚度后方可开始向前施焊。焊接过程中由于换焊条等因素再施焊时,其接头方法与起焊方法相同。只是要先把熔池上的熔渣清除干净方可引弧。
(7)收弧时,每条焊缝应焊到末尾将弧坑填满后,往焊接方向的相反方向带弧,使弧坑甩在焊道里边,防止弧坑咬肉。
(8)整条焊缝焊完后即可清除熔渣,经焊工自检确无问题方可转移地点继续焊接。
(9)平焊时,还应注意以下几个问题:
1)平焊时,由于熔滴金属主要靠自重过渡,操作技术容易掌握,因此允许选用较大直径焊条和电流,生产率较高。
2)熔渣和铁水易出现分不清现象或熔渣超前形成夹渣。
3)由于焊接参数和操作不当,第一层焊缝易导致焊瘤或未焊透。
4)单面焊双面成形时,易产生透度不均、背面成形不良。
2.立焊
基本操作过程与平焊相同,但应注意以下几个问题:
(1)在相同条件下,焊接电流比平焊电流小10%~15%。
(2)采用短弧焊接,弧长一般为2~4mm。
(3)焊条角度根据焊件厚度确定。两焊接件厚度相等,焊条与焊件左右方向夹角均为45°,如图3-3a所示。两焊件厚度不等时,焊条与较厚焊件一侧的夹角应大于较薄一侧,见图3-3b中α1α2的夹角,焊条应与垂直面形成60°~80°角,如图3-3c所示,使电弧略向上,吹向熔池中心。
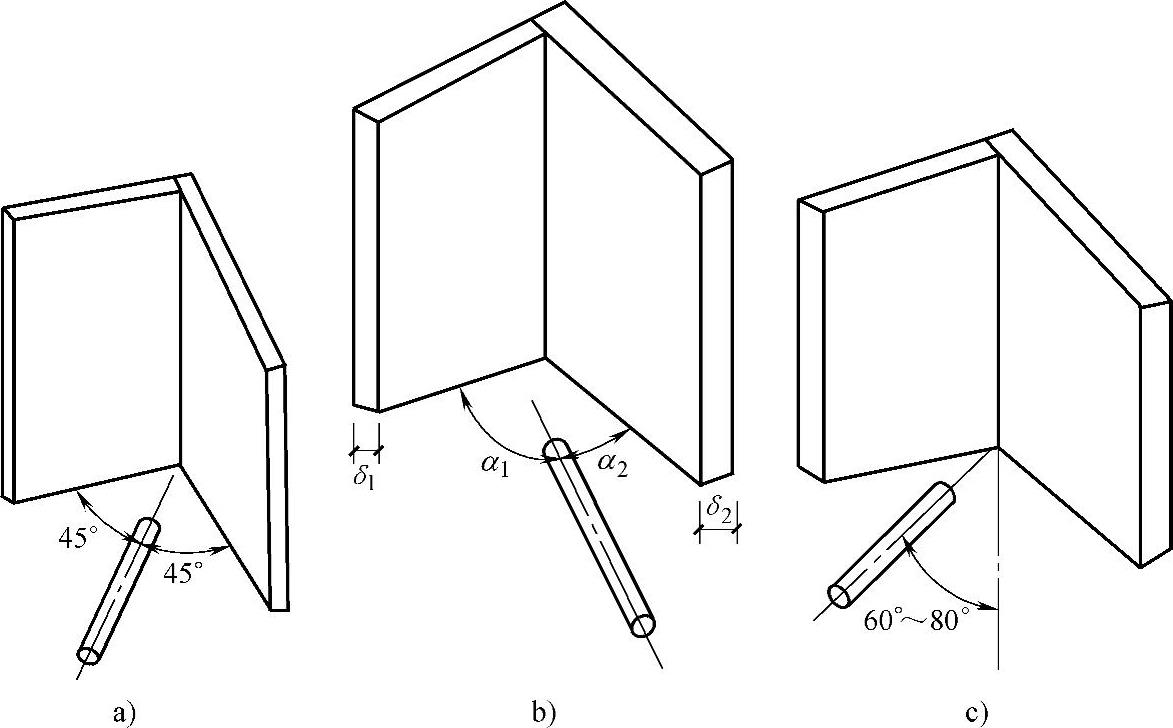
图3-3 立焊焊条角度
a)焊件厚度相等 b)焊件厚度不等 c)焊条与垂直面形成角度
δ1、δ2—焊件厚度 α1、α2—焊条与焊件的夹角
(4)收弧。当焊到末尾,采用挑弧法将弧坑填满,把电弧移至熔池中央停弧。严禁弧坑甩在一边,为避免咬肉,应压低电弧变换焊条角度,即焊条与焊件垂直或电弧稍向下吹。
(5)在立焊时,由于焊条的熔滴和熔池内金属容易下淌,操作较困难。因此应注意以下几点:
1)采用较细直径的焊条和较小的电流。
2)采用短弧焊接,缩短熔滴过渡距离。
3)正确选用焊条角度,当对接立焊时,焊条角度左右方向各为90°与下方垂直平面成60°~80°。
4)根据接头形式和熔池温度,灵活运用运条方法。
3.横焊
横焊与平焊基本相同,但应注意以下问题:
(1)焊接电流比同条件的平焊的电流小10%~15%,电弧长度2~4mm。
(2)焊条角度横焊焊条应向下倾斜,其角度为70°~80°,防止铁水下坠。根据两焊件厚度不同,可适当调整焊条角度。焊条与焊接前进方向为70°~90°。
(3)横焊时,由于熔化金属受重力作用下流至坡口上,形成未熔合和层间夹渣。因此,应采用较小直径的焊条和短弧施焊。
(4)采用多层多道焊能比较容易防止铁水下流,但外观不易整齐。
(5)在坡口上边缘易形成咬肉,下边缘易形成下坠。操作时应在坡口上边缘少停稳弧动作,并以选定的焊接速度焊至坡口下边缘,做微小的横拉稳弧动作,然后迅速带至上坡口,如此匀速进行。
4.仰焊
仰焊基本与立焊、横焊相同,其焊条与焊件的夹角和焊件的厚度有关。焊条与焊接方向成70°~80°,适于小电流短弧焊接。
进行开坡口仰脸对接焊时,一般采用多层焊或多层多道焊。
焊第一层时,采用直径ϕ3.2的焊条和直线形或直线往返形运条法。在开始焊时,应用长弧预热起焊处(预热时间与焊接厚度、钝边及间隙大小有关),烤热后,迅速压短电弧于坡口根部,稍停2~3s,以利于焊透根部,然后将电弧向前移动进行施焊。施焊时,焊条沿焊接方向移动的速度,应该是在保证焊透的前提下尽量快一些,以防烧穿及熔化金属下淌。第一层焊缝表面要求平直,避免呈凸形。
焊第二层时,应将第一层的熔渣及飞溅金属清除干净,并铲平焊瘤,第二层以后的运条法均可采用月牙形或锯齿形运条法。运条时两侧应稍停一下,中间快一些,以形成较薄的焊道。
用多层多道焊时,可采用直线形运条法。各层焊缝的排列顺序与其他位置的焊缝一样,焊条角度应根据每道焊缝的位置作相应的调整,以利于溶滴的过渡和获得较好的焊缝成形。
有关钢结构工程识图与施工技巧的文章

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

表1-1 钢结构工程焊接难度等级注:根据表中影响因素所处最难等级确定整体焊接难度。④检验仪器、仪表应经计量检定、校准合格且在有效期内。②焊接技术负责人除应满足①规定外,还应具有中级以上技术职称。③无损检测人员应按设计文件或相应规范规定的探伤方法及标准,对受检部位进行探伤,出具检测报告。6)钢结构焊接工程相关人员的安全、健康及作业环境应遵守国家现行安全健康相关标准的规定。......
2023-06-23

2)本工程重点、难点及对策。在建筑钢结构焊接工程专项方案中,必须有三个重要方案:1)钢结构制作方案包括:①钢结构施工详图设计;②钢材性能复检;③焊接工艺评定;④焊接工艺规程编制;⑤钢结构放样下料;⑥钢结构组立;⑦钢结构焊接;⑧钢结构的涂装;⑨钢结构预拼装;⑩钢结构的运输。......
2023-07-02

焊接过程中以及焊接后,被焊构件内将不可避免地产生焊接应力和焊接变形。由于这三种原因的综合影响,再加上结构的形状、尺寸、周界条件和施焊条件的不同,焊接结构中产生的变形状态也很复杂。表3-21 各种焊接变形......
2023-08-22

焊接过程中,最低道间温度应不低于预热温度;静载结构焊接时,最大道间温度不宜超过250℃;周期性荷载结构和调质钢焊接时,最大道间温度不宜超过230℃。......
2023-08-22

图5-25 加肋的空心球D—管直径 t—加肋钢板宽度图5-26 加套管连接图5-27 空心球节点连接a—相邻钢管杆件间的缝隙2.焊接空心球加工允许偏差焊接空心球加工的允许偏差应符合表5-34的规定。表5-34 焊接空心球加工的允许偏差 注:d为焊接空心球的外径;t为焊接空心球的壁厚。......
2023-08-22

铁塔的钢铁构件有18038个,重达10000t;施工时共钻孔700万个,使用铆钉250万个。金茂大厦地基部分采用钢筋混凝土的保护性结构,往上是高强度混凝土与钢结构复合结构。1)型钢型钢有热轧和冷轧成型两种,钢结构中所用型钢主要是热轧型钢和冷弯薄壁型钢。3)钢板用光面轧辊轧制而成的扁平钢材称为钢板。建筑用钢板主要是碳素结构钢。4)钢结构用钢的选用选择钢材的目的是要在保证结构安全可靠的基础上,经济合理地使用钢材。......
2023-10-10
3)焊接工艺规程记录及检验报告的确认。所有检出的不合格焊接部位应按规定予以返修至检查合格。母材厚度大于100mm时,应采用双面双侧检验。除的情况外,抽样检验的焊缝数不合格率为2%~5%时,应加倍抽检。......
2023-08-22
相关推荐