特种设备用碳钢材料,主要限于低碳钢,含碳量小于0.3%,该类钢常见的钢板牌号主要有Q235系列、Q245R,钢管牌号有10、20,管线用钢有L175、L215等。低碳钢的含碳量低,合金元素如锰、硅含量少,不会因焊接而产生严重硬化组织。但在少数情况下,低碳钢的焊接性也会不好,焊接时出现困难。总之,低碳钢是最容易焊接的钢种,目前焊条电弧焊、埋弧焊、电渣焊、二氧化碳气保焊钨极氩弧焊、气焊等都是焊接低碳钢的成熟方法。......
2025-09-29
1.焊条
(1)焊条的组成
焊条是涂有药皮供手工电弧焊用的熔化电极,由焊芯和药皮两部分组成,如图2-5所示。焊条直径是指不包括药皮的焊芯直径。焊条药皮与焊芯(不包括夹持端)的重量比,称为药皮重量系数。
(2)焊条药皮
焊条药皮的组成成分相当复杂,一种焊条药皮的配方中,组成物一般有七八种之多。焊条药皮根据组成的不同可以分为钛铁矿型、氧化钛型、钛钙型、低氢型等。
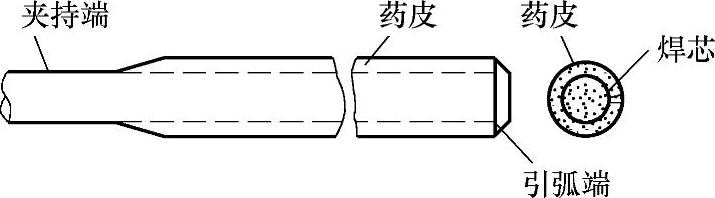
图2-5 焊条组成示意图
1)焊条药皮的质量要求:
①焊条药皮应均匀、紧密地包覆在焊芯周围,整根焊条药皮上不应有影响焊接质量的裂纹、气泡、杂质及剥落等缺陷。
②焊条引弧端药皮应倒角,焊芯端面应露出。焊条沿圆周的露芯应不大于圆周的1/2。碱性药皮类型焊条长度方向上露芯长度应不大于焊芯直径的1/2或1.6mm两者的较小值。其他药皮类型焊条长度方向上露芯长度应不大于焊芯直径的2/3或2.4mm两者的最小值。
2)焊条的偏心度:
①直径不大于2.5mm焊条,偏心度不应大于7%。
②直径为3.2mm和4.0mm焊条,偏心度不应大于5%。
③直径不小于5.0mm焊条,偏心度不应大于4%。
焊条偏心度的计算公式如下(图2-6):

式中 P——焊条偏心度;
T1——焊条断面药皮层最大厚度+焊芯直径;
T2——焊条同一断面药皮层最小厚度+焊芯直径。
(3)焊条的表示方法
按照《非合金钢及细晶粒钢焊条》(GB/T 5117—2012)的规定,焊条型号由五部分组成:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的紧邻两位数字,表示熔敷金属的最小抗拉强度代号。
3)第三部分为字母“E”后面的第三和第四两位数字,表示药皮类型、焊芯位置和电流类型。
4)第四部分为熔敷金属的化学成分分类代号,可为“无标记”或短划“-”后的字母、数字或字母和数字的组合。
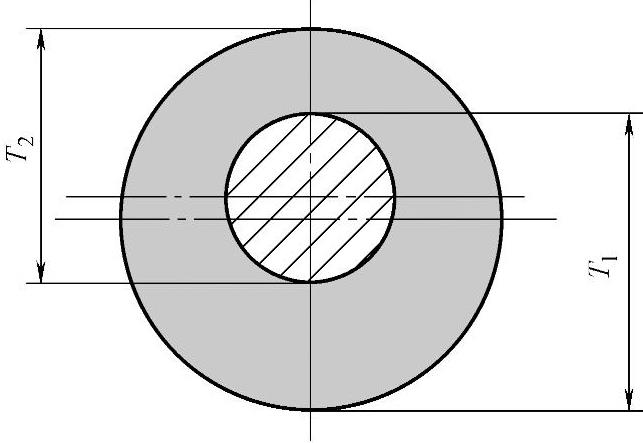
图2-6 焊条偏心度
5)第五部分为熔敷金属的化学成分之后的焊条状态代号,其中“无标记”表示焊态,“P”表示热态处理状态,“AP”表示焊态和焊后热处理两种状态均可。
除以上强制分类代号外,根据供需双方协商,可在型号后依次附加可选代号:
1)字母“U”,表示在规定试验温度下冲击吸收能量可以达到47J以上。(https://www.chuimin.cn)
2)扩散氢代号“HX”,其中X代表15、10或5,分别表示每100g熔敷金属中扩散氢含量的最大值(mL)。
焊条的表示方法如图2-7所示。
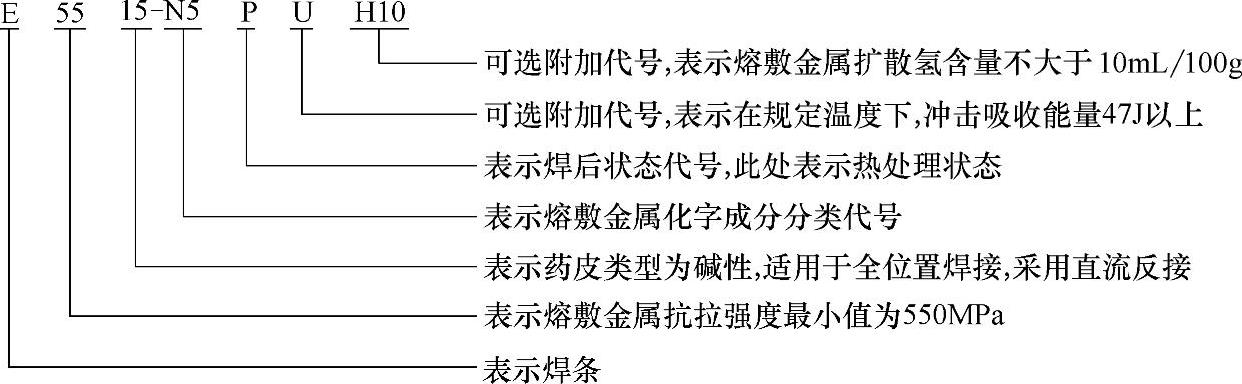
图2-7 焊条表示方法
(4)焊条的质量检验技巧
为了保证焊接质量,首先要把住焊条入口关,保证焊条有生产厂家的质量合格证,凡无合格证的焊条一律不得使用,对有合格证但质量有疑问的,应按批抽查试验,合格后方可使用。焊条检验时可采取如下技巧:
1)焊接检验:质量好的焊条焊接中电弧燃烧稳定,焊条药皮和焊芯熔化均匀同步,电弧无偏移,飞溅少,焊缝表面熔渣薄厚覆盖均匀,保护性能好,焊缝成形美观,脱渣容易。此外,还应对焊缝金属的化学成分、力学性能、抗裂性能进行试验,保证各项指标在国标或部标规定的范围内。
2)焊条药皮外表检验:用肉眼观察药皮表面光滑细腻、无气孔、无药皮脱落和机械损伤,药皮偏心应符合《非合金钢及细晶粒钢焊条》(GB/T 5117—2012)的规定,焊芯无锈蚀现象。
3)焊条药皮强度检验:将焊条平置1m高,自由平行落到光滑的厚钢板表面,如果药皮无脱落,即证明药皮强度达到了质量要求。
4)焊条受潮检验:将焊条在焊接回路中短路数秒钟,若药皮有气,或焊接中有药皮成块脱落,或产生大量水汽有爆裂现象,则焊条受潮。受潮严重的焊条不得使用,受潮不严重时,干燥后再用。
2.焊丝和焊剂
(1)焊丝和焊剂的表示方法
焊丝与焊剂主要用于埋弧焊、电渣焊以及CO2气体保护焊。焊丝的作用相当于焊芯,焊剂的作用相当于药皮。为焊接不同厚度的钢板,可将同一牌号的焊丝加工成各种不同的直径。埋弧焊常用焊丝规格主要有2mm、3mm、4mm、5mm、6mm等。焊丝、焊剂的表示方法如图2-8所示。
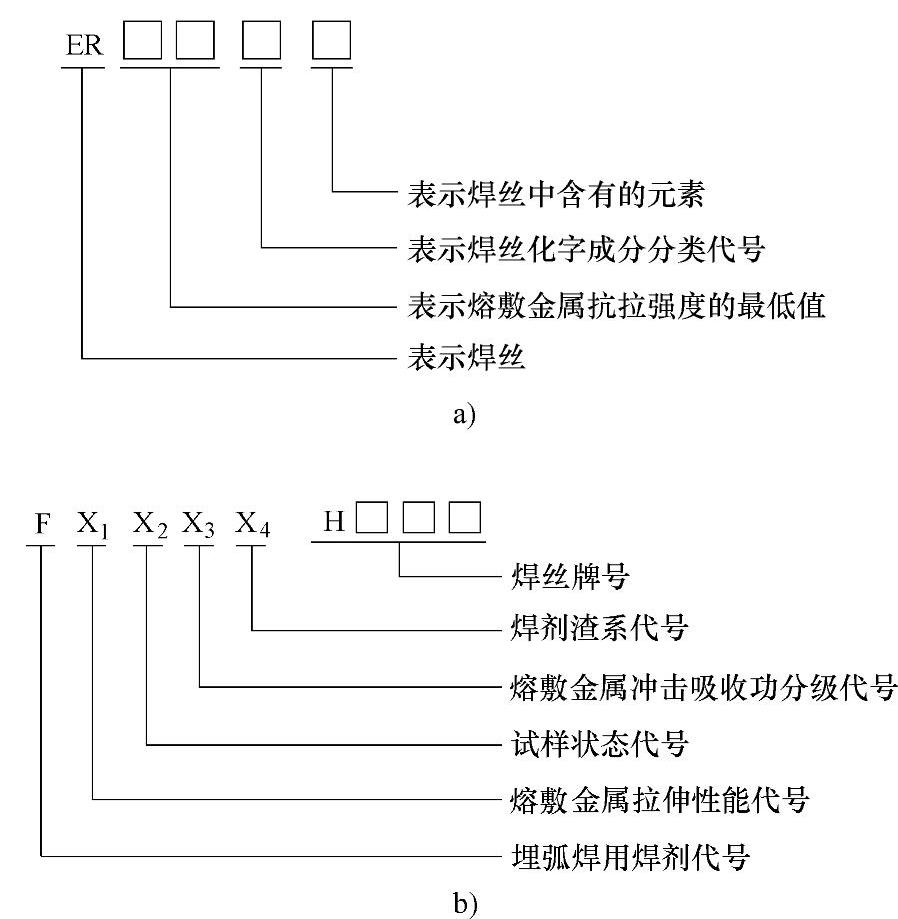
图2-8 焊丝、焊剂表示方法
a)气体保护焊焊丝 b)低合金钢埋弧焊焊丝、焊剂
焊剂的牌号前面加“HJ”两字母,“HJ”两字母的后面有三位数字:
1)第一位数字表示焊剂中氧化锰的平均含量。
2)第二位数字表示焊剂中二氧化硅、氟化钙的平均含量。
3)第三位数字表示同一类型焊剂的不同牌号,按1、2、3……9的顺序排列。
(2)焊丝的选择技巧
1)埋弧自动焊和电渣焊所用的焊丝应符合国家标准《熔化焊用钢丝》(GB/T 14957—1994)和《焊接用钢盘条》(GB/T 3429—2002)的规定。气体保护焊所用的焊丝应符合国家标准《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T 8110—2008)的规定。
2)用埋弧焊焊接低碳钢时,常用的焊丝牌号有H08、H08A、H15Mn等,其中以H08A的应用最为普遍。
①当焊件厚度较大或对力学性能的要求较高时,则可选用含Mn量较高的焊丝。
②在对合金结构钢或不锈钢等合金元素较高的材料焊接时,则应考虑材料的化学成分和其他方面的要求选用成分相似或性能上可满足材料要求的焊丝。
3)为适应焊接不同厚度材料的要求,同一牌号的焊丝可加工成不同的直径。埋弧焊常用的焊丝直径有2.0mm、3.0mm、4.0mm、5.0mm和6.0mm五种。
使用时,要将焊丝表面的油、锈等清理干净,以免影响焊接质量。目前主要采用表面镀铜焊丝,可防止焊丝生锈并使导电嘴与焊丝间的导电更为可靠,提高电弧的稳定性。
4)为了保证焊缝金属的力学性能,防止产生气孔,CO2气体保护焊所用的焊丝必须含有较高的Mn、Si等脱氧元素。有些小直径焊丝表面为了润滑只能使用不含氢的特殊润滑剂。
相关文章

特种设备用碳钢材料,主要限于低碳钢,含碳量小于0.3%,该类钢常见的钢板牌号主要有Q235系列、Q245R,钢管牌号有10、20,管线用钢有L175、L215等。低碳钢的含碳量低,合金元素如锰、硅含量少,不会因焊接而产生严重硬化组织。但在少数情况下,低碳钢的焊接性也会不好,焊接时出现困难。总之,低碳钢是最容易焊接的钢种,目前焊条电弧焊、埋弧焊、电渣焊、二氧化碳气保焊钨极氩弧焊、气焊等都是焊接低碳钢的成熟方法。......
2025-09-29
NB/T47018.1~47018.7—2011《承压设备用焊接材料订货技术条件》,是根据承压设备对焊接材料的要求,在国家标准基础上增加、修改或补充条款而成,也有一部分是重新编写的,适用范围包括锅炉、压力容器、气瓶和压力管道。焊接材料用于承压设备时,应遵从NB/T47018的标准。......
2025-09-29

(一)焊件材料的力学性能及化学成分等强度 等强度是指所选用的焊接材料熔敷金属的抗拉强度与被焊母材金属的抗拉强度相等或相近,这是焊接钢结构最常用最基本的原则。等成分 等成分是指熔敷金属的化学成分符合或接近母材金属,这是不锈钢和耐热钢焊接时选择焊接材料的原则。避免焊后热处理,但应考虑到使用温度下两者线膨胀系数不同带来的影响在密闭容器内或通风不良的现场进行焊接时,应尽量选用低尘低毒的碱性焊条。......
2025-09-29

埋弧焊焊丝有碳钢、低合金钢、特殊合金钢、不锈钢以及镍、铜合金等品种,焊丝的选用根据所焊金属的类别及对焊接接头性能的要求,并与适当的焊剂配合使用。目前我国关于埋弧焊焊丝和焊剂的国家标准有GB/T5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB/T12470—2003《埋弧焊用低合金钢焊丝和焊剂》和GB/T17854—1999《埋弧焊用不锈钢焊丝和焊剂》。三个标准均将焊丝和焊剂放在同一个标准中进行组合编制。常用埋弧焊焊丝直径有2.5mm、3.2mm、4mm、5mm、6mm。......
2025-09-29

为此,在选用铸铁焊条时,可以按不同的铸铁材料、不同的切削加工要求以及焊件补焊处的重要程度等,分别选取。选择铸铁焊丝的原则,首先要考虑焊丝的焊接性,采用该焊丝焊接的接头力学性能是否满足焊件的力学性能要求。而该焊丝的操作性能,主要包括稳弧性、焊丝的飞溅大小、脱渣性的好坏和焊接烟尘的情况等。表4-3 铸铁气焊熔剂的牌号及用途......
2025-09-29

用钝镁作为牺牲阳极材料时,对杂质有严格的限制,因为杂质的存在会增大镁阳极的自腐蚀损失,降低电流效率。Mg-Mn合金也属于高电位阳极材料,适合于铸造和挤压两种加工方式,主要用于高电阻率的环境中。表4-11锌阳极的化学成分表4-12锌阳极的电化学性能注:土壤介质试验时采用填充料,厚度为5~10mm。......
2025-09-29

铸钢件焊接或补焊所用的焊接材料主要包括焊条、焊丝等。焊接材料的选择和使用得正确与否,对铸钢件焊接过程的稳定和获得满足产品的技术条件及使用要求起着决定性作用。因此,综合考虑,选择焊接材料的一般原则有以下几点:1)当母材化学成分中碳或硫、磷等有害杂质含量较高时,应选择抗裂性和抗气孔能力较高的焊材。......
2025-09-29
相关推荐