待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
1.图线和比例
(1)图线
图线的宽度b宜从1.4、1.0、0.7、0.5、0.35、0.25、0.18、0.13mm线宽系列中选取。图线宽度不应小于0.1mm。每个图样,应根据复杂程度与比例大小,先选定基本线宽b,再选用表1-1中相应的线宽组。
表1-1 线宽组 (单位:mm)

注:1.需要缩微的图纸,不宜采用0.18mm及更细的线宽。
2.同一张图纸内,各不同线宽中的细线,可统一采用较细的线宽组的细线。
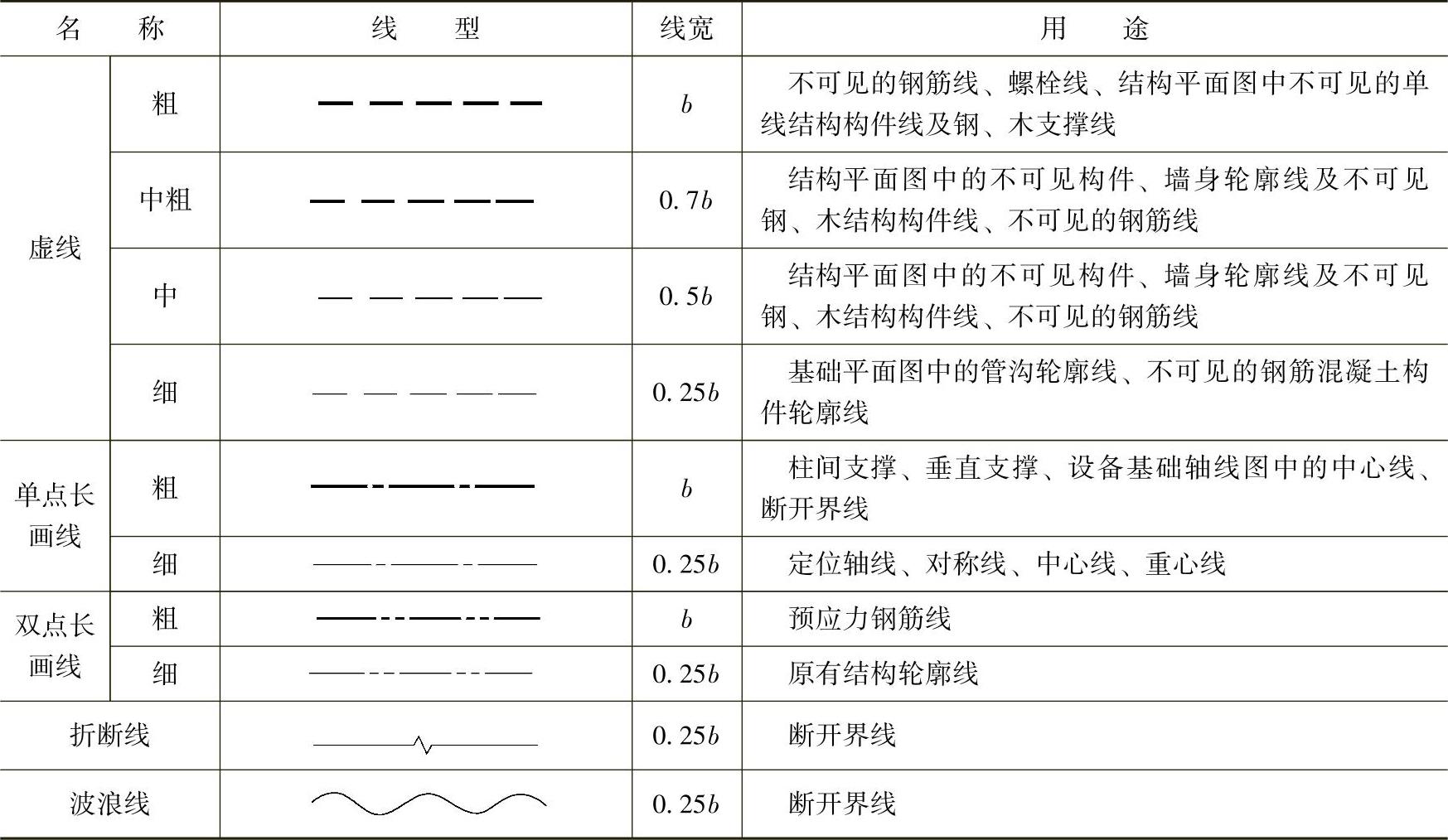
建筑结构专业制图应选用表1-2所示的图线。
表1-2 图线
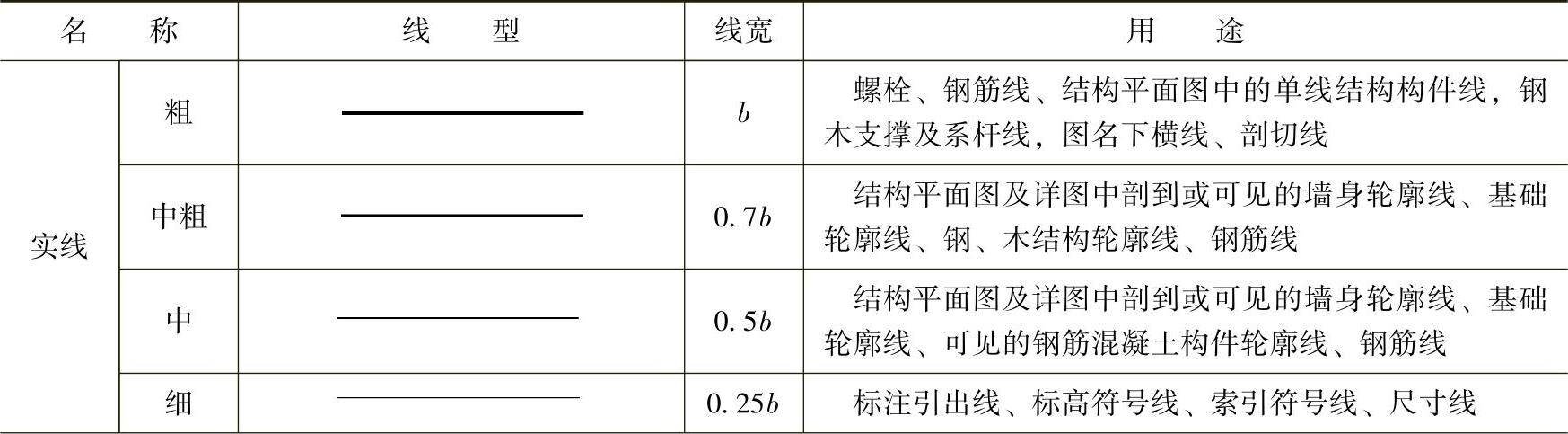
(续)
(2)比例
施工图样的比例,应为图形与实物相对应的线性尺寸之比。比例的符号应为“∶”,比例应以阿拉伯数字表示。比例宜注写在图名的右侧,字的基准线应取平;比例的字高宜比图名的字高小一号或二号(图1-1)。

图1-1 比例的注写
绘图时根据图样的用途,被绘物体的复杂程度,应选用表1-3中的常用比例,特殊情况下也可选用可用比例。
表1-3 比例

当构件的纵向、横向断面尺寸相差悬殊时,可在同一详图中的纵向、横向选用不同的比例绘制。轴线尺寸与构件尺寸也可选用不同的比例绘制。
2.符号
(1)剖切符号
1)剖切位置线的长度宜为6~10mm;剖视方向线应垂直于剖切位置线,长度应短于剖切位置线,宜为4~6mm,如图1-2所示,也可采用国际统一和常用的剖视方法,如图1-3所示。绘制时,剖视剖切符号不应与其他图线相接触。
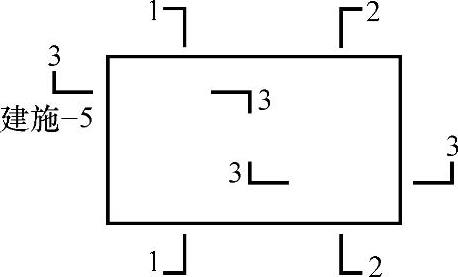
图1-2 剖视的剖切符号(一)
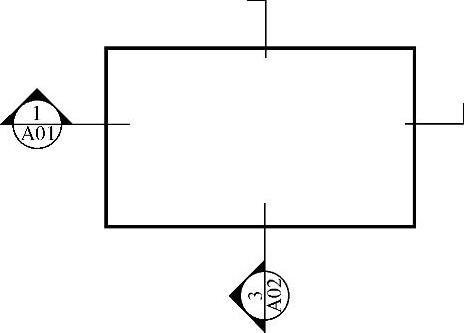
图1-3 剖视的剖切符号(二)
2)断面的剖切符号应只用剖切位置线表示,并应以粗实线绘制,长度宜为6~10mm。断面剖切符号的编号宜采用阿拉伯数字,按顺序连续编排,并应注写在剖切位置线的一侧;编号所在的一侧应为该断面的剖视方向,如图1-4所示。
3)剖面图或断面图,当与被剖切图样不在同一张图纸内时,应在剖切位置线的另一侧注明其所在图纸的编号,也可以在图上集中说明。
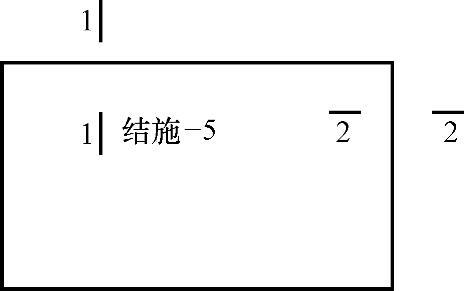
图1-4 断面的剖切符号
(2)索引符号与详图符号
1)图样中的某一局部或构件,如需另见详图应以索引符号索引(图1-5a)。索引符号是由直径为8~10mm的圆和水平直径组成,圆及水平直径应以细实线绘制。索引符号应按
下列规定编写:
①索引出的详图,如与被索引的详图同在一张图纸内,应在索引符号的上半圆中用阿拉伯数字注明该详图的编号,并在下半圆中间画一段水平细实线(图1-5b)。

图1-5 索引符号
②索引出的详图,如与被索引的详图不在同一张图纸内,应在索引符号的上半圆中用阿拉伯数字注明该详图的编号,在索引符号的下半圆用阿拉伯数字注明该详图所在图纸的编号(图1-5c)。数字较多时,可加文字标注。
③索引出的详图,如采用标准图,应在索引符号水平直径的延长线上加注该标准图集的编号(图1-5d)。需要标注比例时,文字在索引符号右侧或延长线下方,与符号下对齐。
2)索引符号当用于索引剖视详图,应在被剖切的部位绘制剖切位置线,并以引出线引出索引符号,引出线所在的一侧应为剖视方向,如图1-6所示。

图1-6 用于索引剖面详图的索引符号
3)在结构平面图中索引的剖视详图、断面详图应采用索引符号表示,其编号顺序宜按图1-7的规定进行编排,并符合下列规定:
①外墙按顺时针方向从左下角开始编号。
②内横墙从左至右,从上至下编号。
③内纵墙从上至下,从左至右编号。

图1-7 结构平面图中索引剖视详图、断面详图编号顺序表示方法
4)在结构平面图中的索引位置处,粗实线表示剖切位置,引出线所在一侧应为投射方向。
5)索引符号应由细实线绘制的直径为8~10mm的圆和水平直径线组成。
6)被索引出的详图应以详图符号表示,详图符号的圆应以直径为14mm的粗实线绘制。圆内的直径线为细实线。
7)被索引的图样与索引位置在同一张图纸内时,应按图1-8的规定进行编排。
8)详图与被索引的图样不在同一张图纸内时,应按图1-9的规定进行编排,索引符号和详图符号内的上半圆中注明详图编号,在下半圆中注明被索引的图纸编号。

图1-8 被索引图样在同一张图纸内的表示方法

图1-9 详图和被索引图样不在同一张图纸内的表示方法
(3)引出线
1)引出线应以细实线绘制,宜采用水平方向的直线,与水平方向成30°、45°、60°、90°的直线,或经上述角度再折为水平线。文字说明宜注写在水平线的上方(图1-10a);也可注写在水平线的端部(图1-10b)。索引详图的引出线,应与水平直径线相连接(图1-10c)。
2)同时引出的几个相同部分的引出线宜互相平行(图1-11a);也可画成集中于一点的放射线(图1-11b)。

图1-10 引出线
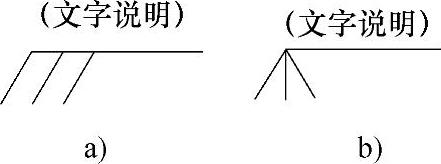
图1-11 共享引出线
3)多层构造或多层管道共享引出线,应通过被引出的各层,并用圆点示意对应各层次。文字说明宜注写在水平线的上方,或注写在水平线的端部,说明的顺序应由上至下,并应与被说明的层次对应一致;如层次为横向排序,则由上至下的说明顺序应与由左至右的层次对应一致,如图1-12所示。
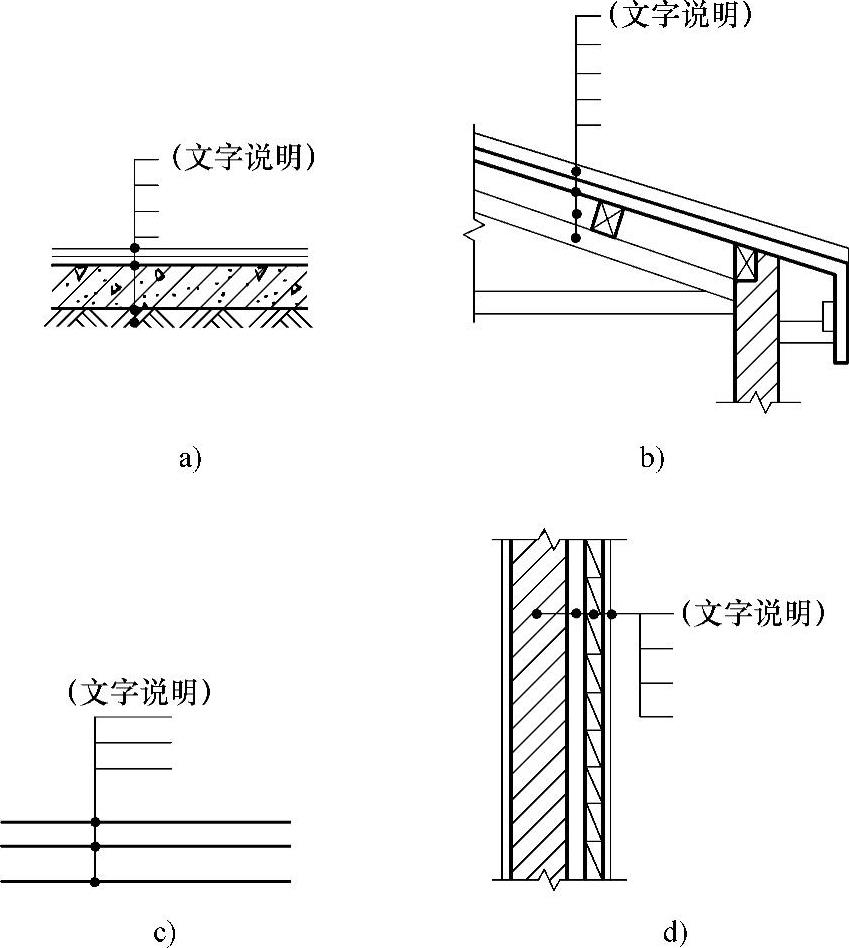
图1-12 多层共享引出线
(4)其他符号
1)对称符号由对称线和两端的两对平行线组成。对称线用细单点长画线绘制;平行线用细实线绘制,其长度宜为6~10mm,每对的间距宜为2~3mm;对称线垂直平分于两对平行线,两端超出平行线宜为2~3mm(图1-13)。
2)连接符号应以折断线表示需连接的部位。两部位相距过远时,折断线两端靠图样一侧应标注大写拉丁字母表示连接编号。两个被连接的图样应用相同的字母编号(图1-14)。
3)指北针的形状应符合图1-15的规定,其圆的直径宜为24mm,用细实线绘制;指针尾部的宽度宜为3mm,指针头部应注“北”或“N”字。需用较大直径绘制指北针时,指针尾部的宽度宜为直径的1/8。

图1-13 对称符号
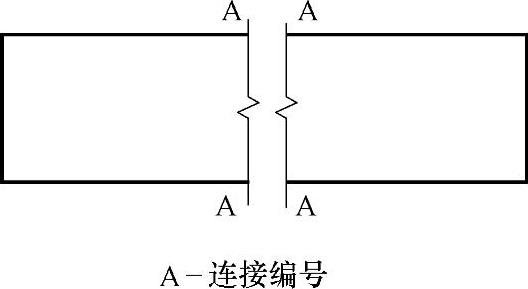
图1-14 连接符号
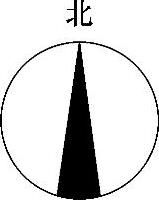
图1-15 指北针
3.定位轴线
(1)定位轴线应用细单点长画线绘制。
(2)定位轴线应编号,编号应注写在轴线端部的圆内。圆应用细实线绘制,直径为8~10mm。定位轴线圆的圆心应在定位轴线的延长线上或延长线的折线上。
(3)除较复杂需采用分区编号外,平面图上定位轴线的编号,宜标注在图样的下方或左侧。横向编号应用阿拉伯数字,从左至右顺序编写;竖向编号应用大写拉丁字母,从下至上顺序编写(图1-16)。
(4)拉丁字母作为轴线号时,应全部采用大写字母,不应用同一个字母的大小写来区分轴线号。拉丁字母的I、O、Z不得用做轴线编号。当字母数量不够使用,可增用双字母或单字母加数字注脚。
(5)组合较复杂的平面图中定位轴线也可采用分区编号,如图1-17所示。编号的注写形式应为“分区号-该分区编号”。“分区号-该分区编号”采用阿拉伯数字或大写拉丁字母表示。
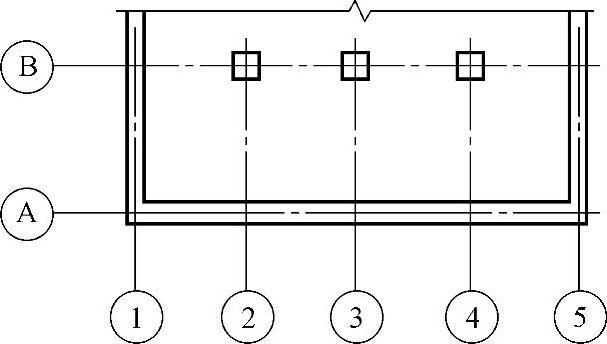
图1-16 定位轴线的编号顺序
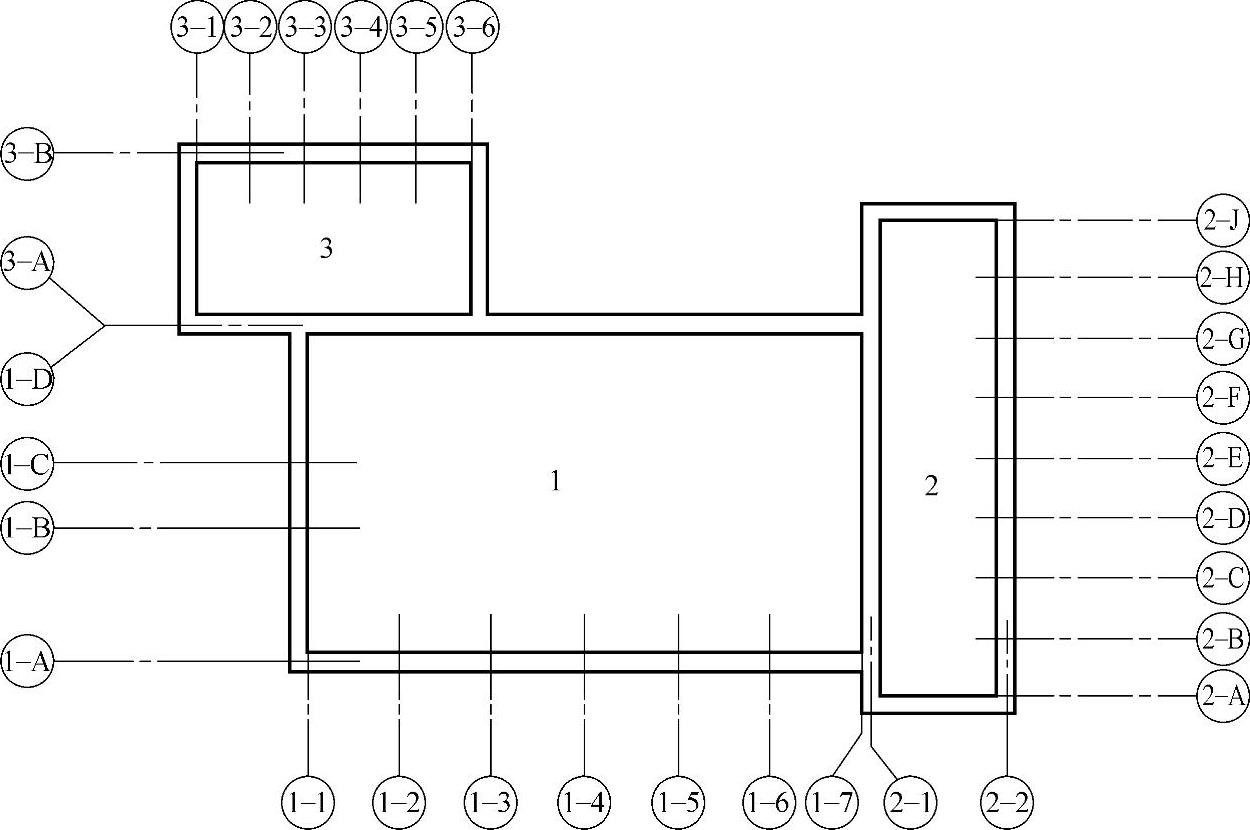
图1-17 定位轴线的分区编号
(6)附加定位轴线的编号,应以分数形式表示,并应符合下列规定:
1)两根轴线的附加轴线,应以分母表示前一轴线的编号,分子表示附加轴线的编号。编号宜用阿拉伯数字顺序编写。
2)1号轴线或A号轴线之前的附加轴线的分母应以01或0A表示。
(7)一个详图适用于几根轴线时应同时注明各有关轴线的编号,如图1-18所示。

图1-18 详图的轴线编号
(8)通用详图中的定位轴线,应只画圆,不注写轴线编号。
(9)圆形与弧形平面图中的定位轴线,其径向轴线应以角度进行定位,其编号宜用阿拉伯数字表示,从左下角或-90°(若径向轴线很密,角度间隔很小)开始,按逆时针顺序编写;其环向轴线宜用大写阿拉伯字母表示,从外向内顺序编写,如图1-19、图1-20所示。
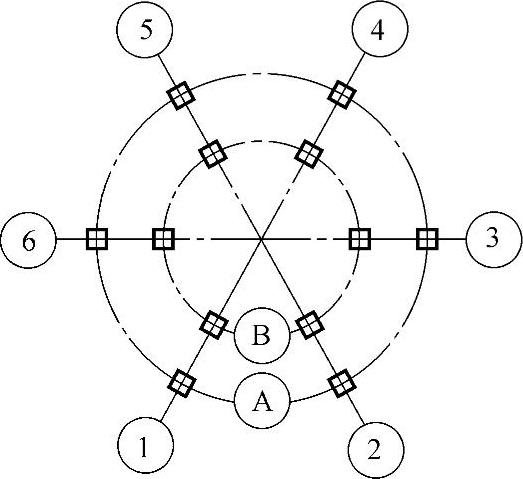
图1-19 圆形平面定位轴线的编号
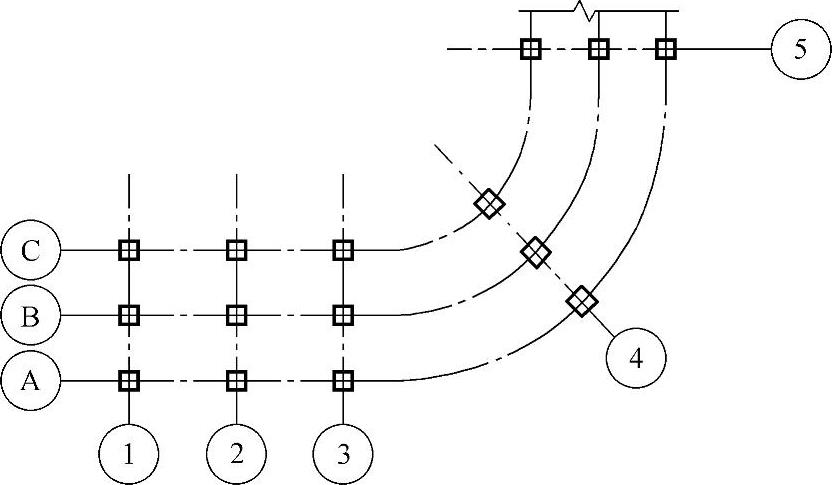
图1-20 弧形平面定位轴线的编号
(10)折线形平面图中定位轴线的编号可按图1-21的形式编写。
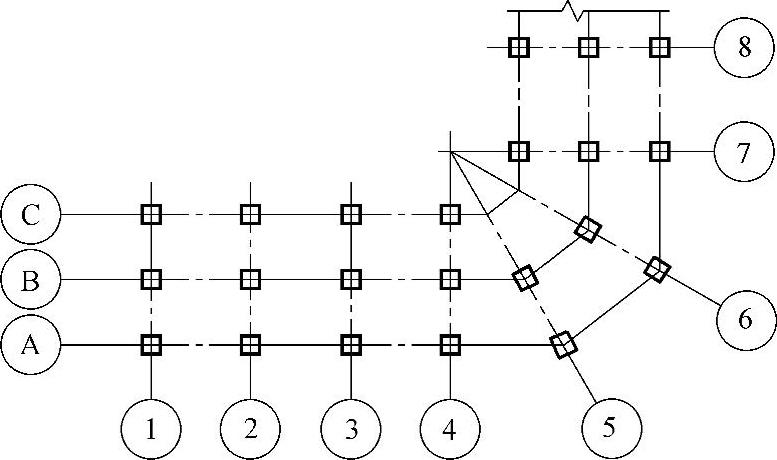
图1-21 折线形平面定位轴线的编号
有关钢结构工程识图与施工技巧的文章

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22

表5-9 切割余量 2.切割面质量要求钢材切割后,不得有分层,断面上不得有裂纹,应清除切口处的毛刺或熔渣和飞溅物。图5-7 切割面割纹深度示意图h—切割面割纹深度5)剪切面的垂直度,如图5-9所示,应小于等于2.0mm。......
2023-08-22

3)特殊流水作业段内的吊装顺序应按安装工艺确定,并应符合设计文件的要求。多层及高层钢结构安装校正应依据基准柱进行,并应符合下列规定:1)基准柱应能够控制建筑物的平面尺寸并便于其他柱的校正,宜选择角柱为基准柱。高层钢结构安装时应分析竖向压缩变形对结构的影响,并应根据结构特点和影响程度采取预调安装标高、设置后连接构件等相应措施。......
2023-08-22

根据H断面尺寸调整H胎模,使其纵向腹板定位于工字钢水平高差,并符合施工图尺寸要求。箱体结构整体组装是在H型结构全部完工后进行的。先将H型结构腹板边缘矫正好,使其不平度小于1/1000,然后在下盖板上放上与腹板装配线定位线,翻过面与H型结构组装,组装方法通常采用一个方向装配,定位点焊采用对称方法,这样可以减少装配应力,防止结构变形。......
2023-08-22

普通碳素结构钢、低合金结构钢的零件在热弯曲加工时,其加热温度在900℃左右进行。当零件为普通碳素结构钢,操作地点环境温度低于-16℃,低合金结构钢操作地点环境温度低于-12℃时,均不得进行矫正和冷弯曲,以防在低温条件和外力作用下发生裂纹。......
2023-08-22

钢带的规格以厚度×宽度的毫米数表示。2)在选购板材、带材时,应尽量选用为产品坯料整数倍的规格。②用焊接方法生产型材,是将矫直后的钢板或钢带剪裁、组合并焊接成型,不但节约金属,而且可生产特大尺寸的型材,生产工字材的最大尺寸目前已达到2000mm×508mm×76mm。每米弯曲度不大于2mm,总弯曲度不大于总长度的0.2%,并不得有明显的扭转。......
2023-08-22
表1-4 常用构件代号注:1.预制混凝土构件、现浇混凝土构件、钢构件和木构件,一般可以采用本表的构件代号。图1-28 两构件重心不重合的表示方法图1-29 弯曲构件尺寸的标注方法3)切割的板材应按图1-30的规定标注各线段的长度及位置。7)非焊接的节点板应按图1-34的规定注明节点板的尺寸和螺栓孔中心与几何中心线交点的距离。图1-33 缀板的标注方法图1-34 非焊接节点板尺寸的标注方法3.常用型钢的标注方法常用型钢的标注方法应符合表1-5中的规定。......
2023-08-22
各类钢材尺寸的容许偏差,可参照相关规定进行核对。钢材表面的锈蚀深度,不得超过其厚度公差。对属于下列情况之一的钢材,应进行抽样复验,并要求见证取样、送样。5)设计有复验要求的钢材。工程预算通常可按实际用量所需的数值再增加10%进行提料和备料。......
2023-08-22
相关推荐