对锻模而言,磨损为主要的失效原因,采用有一层4~6μm厚的γ渗氮层和约0.3mm的扩散层结构,可获得良好的效果,锻模离子渗氮可使成形面的粘着性降低,使热疲劳强度和冲击韧度提高,因而使用寿命延长。钢压铸模具、铝挤压模具离子渗氮后可提高寿命2~3倍。如用Cr12MoV钢制造的蜗壳拉深成形模,500℃×5h离子渗氮,表面硬度为1200HV5,化合物层厚度为0.015mm,渗层深度为0.12mm,使用寿命提高25倍。......
2023-08-18
将真空室内的真空度抽至(1~5)×1.33 Pa,充入少量气体介质氨气或氮气、氢气的混合气体,电源使室内压强保持(1~10)×133 Pa,真空室内有阴、阳两极,工件接在阴极,外围设置一个阳极(炉罩),如图10-20所示。

图10-17 钟罩式离子渗氮炉
1—双层炉体 2—内阳极 3—观察孔 4—瓷绝缘子 5—屏蔽帽 6—阳极接线座 7—底盘 8—抽气系统 9—真空泵 10—电阻真空规管 11—出水管 12—阴极托盘装置 13—进氨气管 14—进水管
在阴、阳两极通直流电后,氨气在高压电场作用下部分分解成氮以及电离成氮离子及电子,阴极(工件)表面形成一层紫色辉光,高能量的氮离子轰击工件表面,动能转为热能使工件表面温度升高。
图10-21所示为辉光放电的电流电压曲线。从图中可以看出,在炉内压力稳定的条件下,开始两极间只有十分微弱的电流产生,随着电压增大电流增大,电压增大到D点时,气体电离,由绝缘成为良导体,阴极的部分表面开始起辉,D点电压为起辉电压,但此时两极间的电压与电流不成线性关系,如EF线所示。升高电源电压或减小电阻均不会改变电压,电流密度也不变化,该区为正常辉光放电区。辉光覆盖面积逐渐增大,电流也相应增大,其大小与炉内气体压力有关,至F点
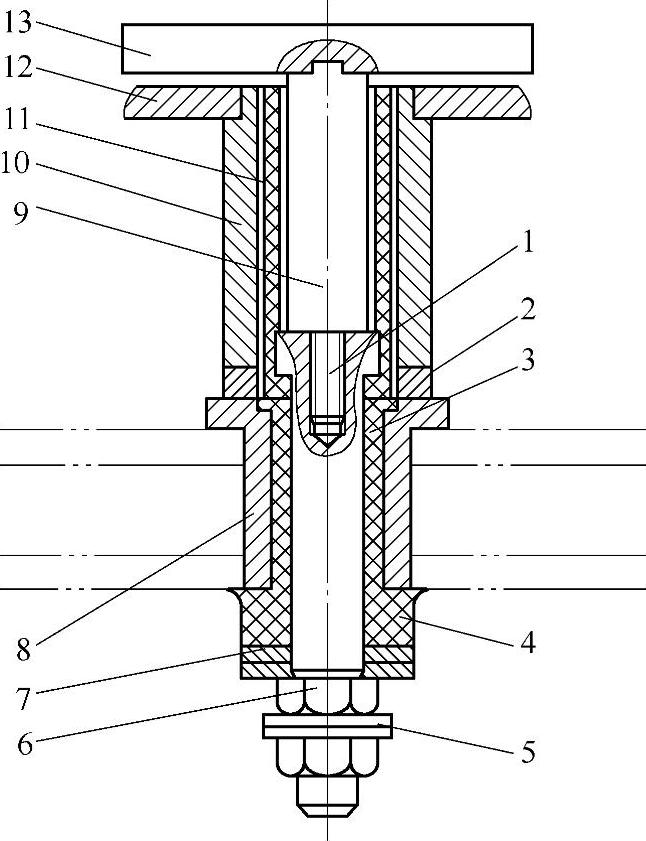
图10-18 阴极托盘结构
1—下阴极柱 2—套圈 3—上绝缘套 4—下绝缘套 5—垫圈 6—螺母 7—大垫圈 8—套 9—上阴极柱 10—金属套 11—屏蔽套 12—间隙屏蔽套 13—阴极板
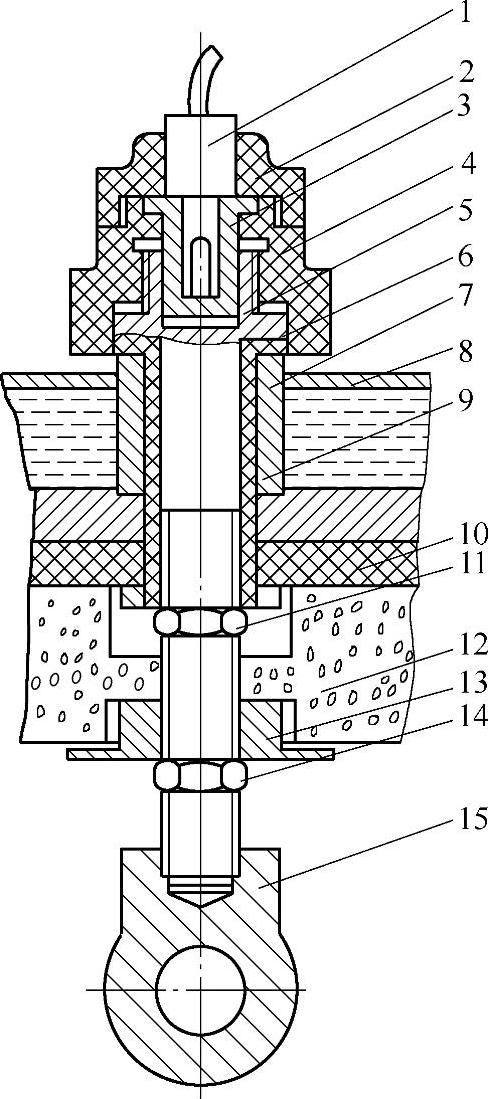
图10-19 阴极吊钩结构图
1—阴极引线插头 2、4—聚四氟乙烯保护套 3—引线插座 5—引线接线柱 6—橡胶密封垫 7—隔水套管 8—炉顶冷却水套 9—绝缘套 10—石棉水泥绝缘垫 11、14—螺母 12—泡沫刚玉保温板 13—间隙屏蔽板 15—阴极吊环
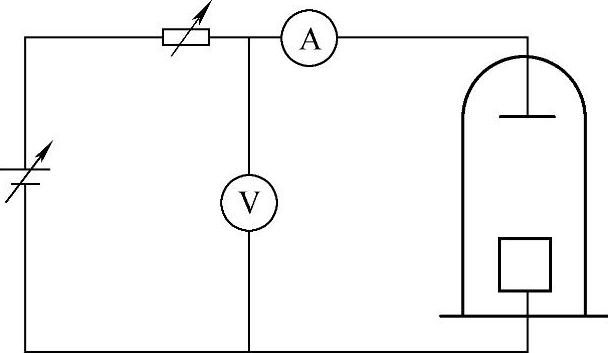
图10-20 辉光放电电路

图10-21 辉光放电的电流电压曲线
Ⅰ—正常辉光放电区 Ⅱ—异常辉光放电区 Ⅲ—弧光放电区
辉光覆盖了工件表面,升高电源电压则电压与电流均增大,直到G点,FG段称为异常辉光放电区。离子渗氮主要在此区间进行,放电电压与电流成线性关系,过了G点电压下降,电流迅速增大,会烧化工件。
气体的起辉电压是一个重要参数,它直接影响到工件的产品质量。一般当气体成分、阴极材料不变化时,其取决于炉内气体压强p0与阴、阳两极距离d0的乘积。工件表面的油污、氧化物等被强烈地溅射而除去,氮的正离子在阴极夺取电子后逐渐成为氮原子被工件表面吸收,并向内扩散。氮离子冲击工件表面还能产生阴极溅射效应,在离子轰击作用下从阴极表面上冲出铁离子,在等离子区与氮离子和电子结合形成渗氮物,其以均匀的层状被吸附在阴极表面上,形成氮浓度很高的渗氮铁(FeN)。在离子轰击和热激活作用下,沉积在工件表面的FeN发生反应FeN→Fe2 N+[N],分解后产生的活性氮原子被工件表面吸收并向内扩散,而Fe2 N又受到上述作用依次发生下列反应:Fe2 N→Fe3 N+[N],Fe3 N→Fe4 N+[N]及Fe4 N→Fe+[N],其中放出的氮原子渗入工件表面,向工件内部扩散,在工件表面形成渗氮层。随着时间的延长,渗氮层逐渐加深。离子渗氮是在真空容器内高压电场作用下进行的,离子渗氮时阴极的溅射作用除掉了氧化膜,可使工件的表面始终处于活化状态,因此有利于氮原子的渗入,同时由于离子轰击会在表面一定深度内产生晶体缺陷(如产生位错等),其方向与氮原子的扩散方向一致,有利于氮原子的扩散。在渗氮层中氮在高浓度的ε相中扩散最慢,而ε相又处于最表面,在扩散层中氮原子的扩散起着至关重要的作用,离子渗氮时辉光放电对表面层发生作用,因此有助于ε相中氮原子的扩散,加速了渗氮过程。由此可见在离子渗氮过程中辉光放电对形成渗氮扩散层具有重要作用:活化气相,加快氮原子的吸附和扩散。
有关汽车零件热处理实用技术的文章

对锻模而言,磨损为主要的失效原因,采用有一层4~6μm厚的γ渗氮层和约0.3mm的扩散层结构,可获得良好的效果,锻模离子渗氮可使成形面的粘着性降低,使热疲劳强度和冲击韧度提高,因而使用寿命延长。钢压铸模具、铝挤压模具离子渗氮后可提高寿命2~3倍。如用Cr12MoV钢制造的蜗壳拉深成形模,500℃×5h离子渗氮,表面硬度为1200HV5,化合物层厚度为0.015mm,渗层深度为0.12mm,使用寿命提高25倍。......
2023-08-18

辉光电压 离子渗氮所需电压与电流密度、炉内气压、工件表面的温度、阴阳两极间的距离等诸多因素有关。渗氮温度和保温时间 渗氮温度和保温时间是离子渗氮的重要工艺参数,对渗氮层的质量影响很大。根据钢种的不同,离子渗氮温度通常在450~650℃范围内选择,但要低于钢调质时的回火温度30~50℃。......
2023-08-18
离子渗氮又称为辉光离子渗氮或等离子渗氮,是利用辉光放电现象,将含氮气体介质电离进行渗氮的工艺。目前在世界各国,离子渗氮已获得广泛应用并在不断发展。离子渗氮实际上是在正常辉光放电区与异常辉光放电区间的过渡区进行的。......
2023-06-24

球磨机和轧齿机齿轮、重型机械齿轮、蜗杆等只要设计合理,选材适当,经离子渗氮后的渗氮层就能够承受较大的载荷。齿轮剃齿后进行离子渗氮,减少了磨齿工序,优于高频感应淬火齿轮,降低噪声1~2dB。齿轮深层离子渗氮常用材料及预备热处理工艺见表7-60。......
2023-06-29

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18
要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

图10-7 振底炉生产线主要结构简图振底炉为依靠振底板的往复运动使零件前移而完成加热工艺的一种热处理设备,可实现零件热处理的连续化作业。......
2023-08-18

图9-8 渗碳淬火齿轮齿角碳化物形貌 400×图9-9 渗碳淬火齿轮节圆碳化物形貌 400×图9-10 渗碳淬火主动弧齿锥齿轮的失效形态气体和固体渗碳齿轮表面碳化物过多原因与对策见表9-27表9-27 气体和固体渗碳齿轮表面碳化物过多原因与对策(续)2)渗碳淬火齿轮表面出现内氧化和非马氏体组织原因与对策。气体和固体渗碳淬火齿轮心部组织不良原因与对策见表9-34。......
2023-06-29
相关推荐