
4)采用表面处理技术,提高气门的力学性能和使用寿命。......
2023-08-18
奥氏体钢气门的固溶是在高温加热炉中完成的,盐浴炉、电阻炉、真空炉均可进行热处理,但存在高能耗、低效率、辅助时间长、劳动强度大和环境污染等缺陷,制约了气门固溶处理的生产。燃气炉则克服了上述不足,以清洁高效和低成本而被气门制造企业所认可与应用,具有广阔的应用前景。
(1)奥氏体钢气门的性能对热处理设备的要求 奥氏体钢气门需要进行半固溶处理、完全固溶处理,热处理温度在1100~1200℃,保温足够时间以达到碳化物完全溶解的目的。为避免气门表面过度氧化和脱碳,需要进行保护加热处理。奥氏体钢气门热处理的技术要求比较严格,晶粒度多控制在4级以内,故对炉温的均匀性提出了较为严格的要求,另外考虑到气门的加工余量等,要求固溶处理后其表面(含气门杆部直径、圆弧等部位)的氧化和脱碳少,因此气门的固溶处理需要用炉温均匀和具有保护气氛的热处理设备来完成,而高温燃气炉则解决了该问题。
(2)燃气炉的结构与性能
1)燃气炉的工作原理与操作过程。高温燃气炉是可进行奥氏体气门固溶处理的专用热处理设备。其为一种箱式高温炉,有独立的排烟管道,炉膛内部有四个耐热砖制作的支撑柱,气门堆放在耐热钢制成的长形盒子内,两个火焰烧嘴布置在炉膛的两侧,为上下错位布置,燃烧的火焰围绕着气门工艺装备循环加热,确保炉温的均匀一致。热电偶安装在炉膛的顶部,按下“点火”按钮后,鼓风机送入的空气与燃气混合后进入炉内燃烧完成气门的加热,即通过自动进气装置对燃气配比进行自动调节,来确保达到工艺规定的温度。温度控制以及进出料小车全部为智能化管理,工件的取出与送进由气缸上下控制。该炉配有快速冷却水槽,设有温度报警仪表和计时系统,排气口设为70~90mm。其具有气门固溶后晶粒度均匀一致性好,晶粒度可控制在1~1.5级以内,表面状态较好,生产率高,热处理成本低等特点。图10-12所示为燃气炉的整体结构形式,图10-13所示为料筐取出后准备进行水冷的过程。
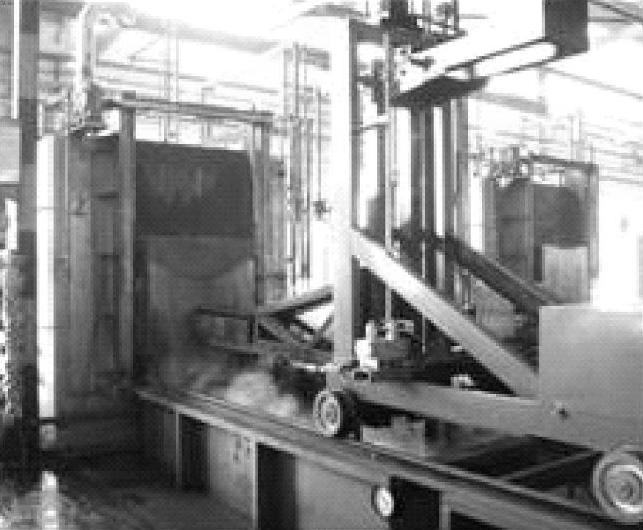
图10-12 燃气炉的整体结构形式
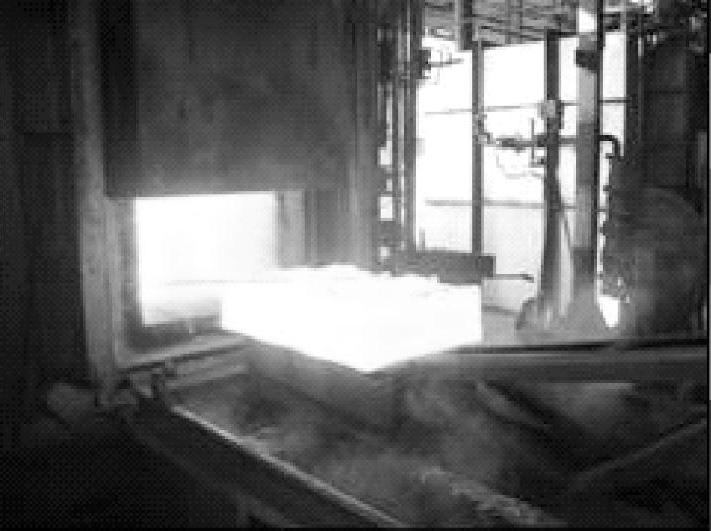
图10-13 料筐取出后准备进行水冷的过程
2)燃气炉的保养与维护。燃气炉可采用的气源有以下几类:天然气、液化石油气、城市煤气等。如果采用煤气罐、液化气罐,则将每次剩余部分气体(因燃气炉需要供给的压力在7MPa以上);而采用管道供应燃气,可明显节省燃气。下面介绍有关注意事项。
燃气炉的升降炉门内衬应采用硅酸铝纤维毡,一是起到保温的作用,二是可减轻炉门的质量,保护升降的机械装置。为确保炉门在服役过程中不变形,应在炉门框的四周安装水套,通入自来水或循环水,出口水温应不高于60℃。炉膛内支撑料筐的四块钢砖的高度应一致,应设定在上下两个烧嘴的中央区域,目的是确保气门的均匀加热,防止火焰直接喷射在气门上,造成局部的烧蚀。进出料车的前叉与支撑砖应平行,二者之间的间隔应均匀一致,保证料筐起落时不变形,否则容易造成料筐的翻倒。一人操作时应随时观察燃气的压力与控温仪表指示情况。出气口大小调节的基本原则是形成正压。注意检测或用嗅觉识别有无漏气现象,设备周围严禁有明火或抽烟现象。每次开炉前用压缩空气清理吹扫炉内炭黑和残留气体,清理炉膛内部的氧化皮及杂物等,否则容易引起工件表面的局部不良。对于要求表面比较清洁的气门,可采用上部加盖的形式,减轻其表面氧化影响程度。通过观测孔,经常观察火焰的燃烧是否正常。
3)高温燃气炉与盐浴炉的性能与成本对比。燃气炉作为一种可以替代盐浴炉、高温保护气氛炉等的固溶处理设备,正逐渐被气门制造厂家所接受,其原因如下:
①燃气炉的设备操作简单,可实现自动化生产作业,具有较高的效率,降低了操作者的劳动强度。固溶处理气门的装料十分简单,直接从料箱中倒入,省去了盐浴固溶时人工插筐的繁琐劳动,同时也能避免料筐放偏与电极接触的问题,避免气门的局部加热温度高而造成晶粒粗大的缺陷;另外,无捞渣和添加盐的辅助工序与操作,在有效的时间内可完全进行气门的固溶处理。
②燃气炉的装炉量大,产品质量稳定(与盐浴炉相当)。目前国内大多数气门的固溶处理是在盐浴炉中完成的,采用人工放入与挑出。燃气炉的装炉量是盐浴炉的7~8倍,即一台燃气炉的效率为一台盐浴炉的7倍以上。
③燃气炉进行气门固溶处理的成本低,无环境污染。盐浴炉的设备功率为100kW,燃气炉采用天然气或液化石油气(或城市煤气等)进行气门的加热。燃气炉固溶处理气门的成本为盐浴炉的1/10,从气门固溶处理成本与技术上讲,燃气炉替代盐浴炉势在必行。
4)燃气炉的点火系统。燃气炉的点火系统科学、规范,采用电子点火安全、可靠。根据设定的炉温,自动调整燃气与空气进气阀的大小,来控制温度的高低,其温度的均匀性在5~10℃以内,满足了气门固溶处理对温度均匀性的要求。
5)燃气炉的应用前景。作为一种新型的高温加热设备,为确保炉膛内温度的均匀和保温效果,其体积比较庞大,近似于大型箱式电阻炉,各种进排气(燃气、空气、氮气等)管道以及辅助装置较多,同时配备有小型行车作业系统等,有利于更好地完成生产与自动化作业。整体上讲,该设备比高温电阻炉的气门固溶质量更加稳定,加热效率高,因此,该设备在国内外已经得到了认可与应用。
有关汽车零件热处理实用技术的文章

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

锻模的退火工艺 锻模是经过锻打成形的,因此在进行机械加工之前,要进行降低硬度、改善组织的退火处理,目的是便于切削加工、为最终热处理做组织准备。当然若有条件最好采用保护气氛炉或真空淬火炉加热,这样可完全消除锻模表面的氧化或脱碳质量缺陷,确保锻模表面的成分和组织不发生改变,事实表明经过处理的锻模的使用寿命和疲劳强度明显提高,资料显示锻模的寿命提高3~5倍。......
2023-08-18

感应热处理零件占汽车热处理零件的70%以上,是比较有前途的热处理工艺。表1-4感应淬火的工艺方式与适用范围感应淬火件回火的目的是降低淬火应力,避免产生淬火裂纹或降低硬度,达到零件的热处理技术要求。表1-5感应淬火件的质量检验项目与要求2.火焰淬火火焰淬火的淬火温度比普通的淬火温度要高50~70℃,加热速度快,因此工件经火焰淬火后硬化层不厚,不适合处理十分重要的零件。......
2023-08-18
半轴感应淬火的主要目的是提高抗扭强度,感应淬火后其扭转疲劳强度比调质态提高十几倍,目前国内外汽车半轴都采用了感应淬火工艺。试验数据表明,将半轴的淬硬层深度增大43%以上,就能够获得理想的扭转疲劳强度等性能指标。表4-42为40MnB钢带法兰半轴的感应淬火工艺规范。......
2023-08-18


相关推荐