
推杆式保护气氛连续作业炉具有自动化程度高、热处理质量稳定、重现性高等特点,适用于大批量、单品种零件的热处理。......
2023-08-18
1.振底式保护气氛连续作业炉生产线的组成及特点
该类热处理设备由上料机、加热炉、淬火槽等结构组成,其主体为炉体、振底板和振动装置,它依靠惯性力作用脉动向前移动来实现对零件的推进,具有机械化程度高、质量稳定性好、生产成本低等特点,是比较合理和实用的热处理设备。为防止零件在加热过程中出现氧化和脱碳,影响零件的使用寿命,振底炉连续生产线(图10-7)要采用保护气氛加以保护。

图10-7 振底炉生产线主要结构简图
振底炉为依靠振底板的往复运动使零件前移而完成加热工艺的一种热处理设备,可实现零件热处理的连续化作业。该炉具有结构简单、自动化程度高、节能效果好、操作和维修方便、零件的产品质量稳定等特点,因此应用较广。
2.振底炉的类型、工作原理和结构特点
振底炉的振动结构可分为电磁式、机械式和气动式三种。
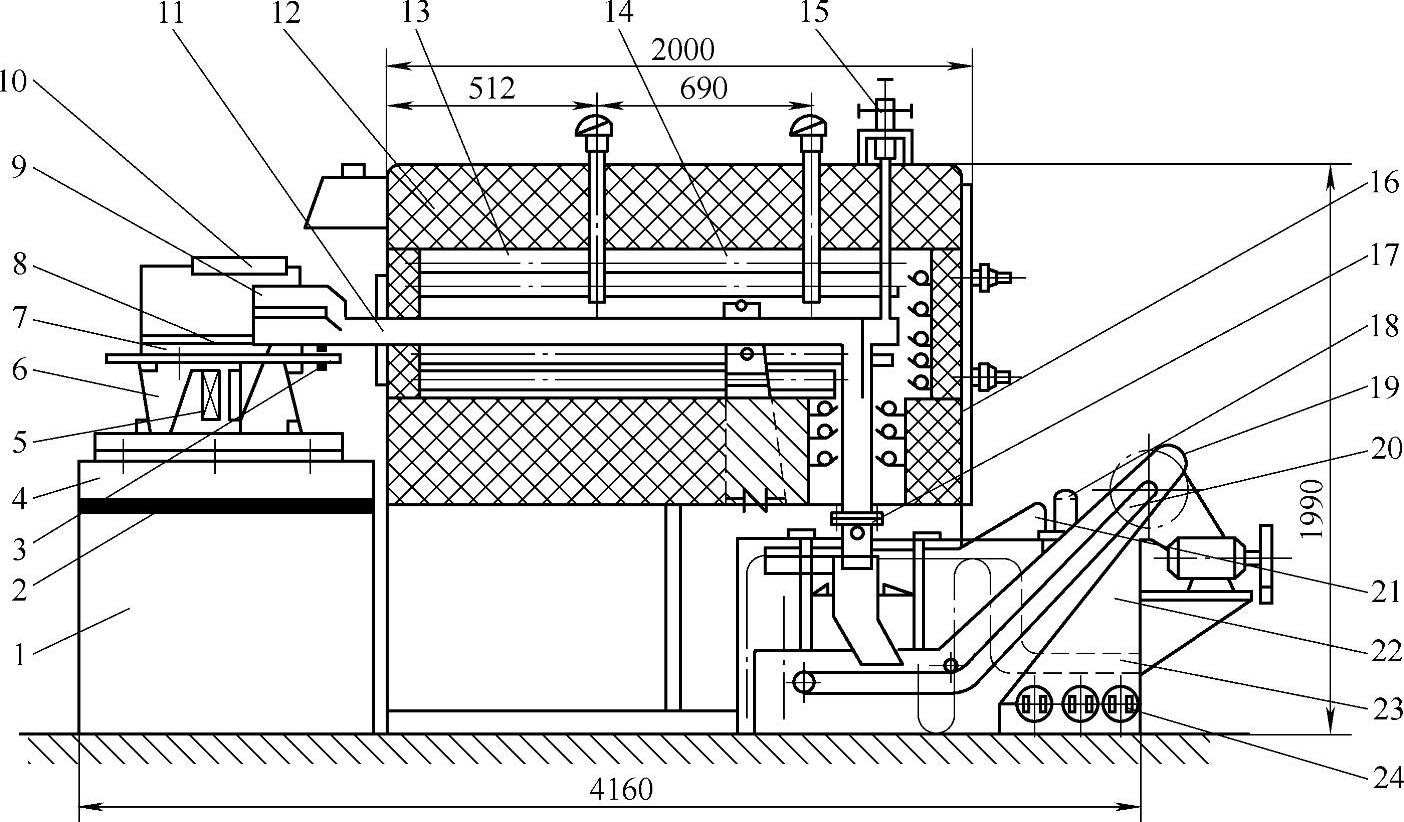
图10-8 电磁式振底炉
1—支架 2—减振橡胶 3—压紧螺栓 4—工作台(配重 )5—电磁铁 6—弹簧板 7—连接片 8—张紧弹簧 9—加料盒 10—加料斗 11—振动炉罐 12—炉盖 13—电阻丝 14—支承 15—滴量器 16—炉体 17—保护气进口 18—液压泵 19—输送带支承板 20—输送带出料机构 21—油管 22—油箱 23—蛇形管 24—电加热器
(1)电磁式振底炉 电磁式振底炉如图10-8所示。由硅整流器半波得到断续的脉冲直流电,使电磁铁交替进行吸引和释放,在振动簧片的弹力作用下产生往复运动。零件放在上料斗的底部,由于振动零件沿螺旋斜坡上升进入振底炉。用电磁振动上料机构,出料采用振动或网带输送,可实现零件的全部自动化作业。电磁式振底炉利用共振驱动零件向前移动,其结构简单,驱动力比较小,采用时间继电器来调节加热时间,用于小型零件的热处理。
(2)机械式振底炉 该类热处理设备分为两类,即凸轮连杆式和平面凸轮振动式。前一种利用凸轮的旋转将蜗轮杆顶高,主轴旋转将振底板向后拉出,该类运动可靠,结构比较复杂,采用无级变压器调节加热时间,多用于中、小型零件的淬火、退火、回火等热处理工艺。平面凸轮振动式利用无级变速器带动平面凸轮旋转,使振底板突然停止,工件则利用惯性向前移动,由于炉子的振动周期靠无级变速器调整,因此可以满足不同零件的热处理要求。
(3)气动式振底炉 气动式振底炉如图10-9所示。调节时间继电器或旋转分度触头,利用气缸带动振底板加速向前运动,然后靠气垫的反压使振底板突然停止,工件在惯性的作用下向前运动一段距离,气缸则缓慢运动使振底板复位。
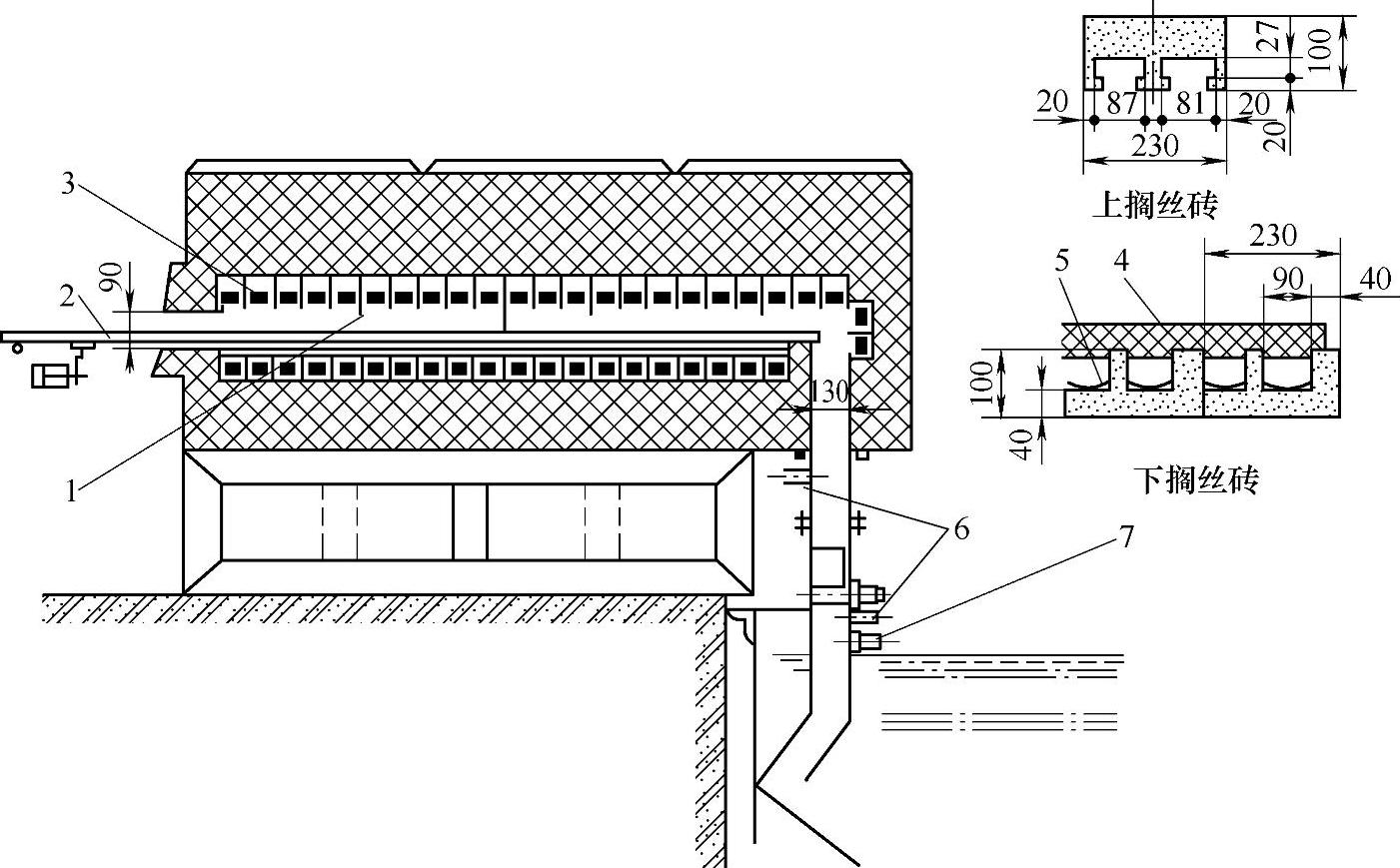
图10-9 气动式振底炉
1—热电偶孔 2—炉底板 3—电热元件 4—碳化硅砖 5—炉底搁砖 6—保护气进口 7—水油膜喷口
气动式振底炉具有结构简单、动作灵敏的特点,但其受气压波动的影响较大,气缸活塞容易损耗,同时工作时振动大。采用时间继电器来调节工件的加热时间,可用于各种零件的热处理。
一般零件运动的快慢同气缸的运动速度及炉底板的振动频率大小有关,调节气缸运动频率的大小,则可得到不同的零件移动速度。
3.振底炉的主要组成部分
一般振底炉的工作过程为:依靠驱动机构使炉底板加速前进,当速度达到一定值时突然停止运动,使炉底板上的零件借助于惯性,克服与炉底板的摩擦力向前滑移,随即炉底板返回。通过炉底板周期性的往复运动使零件在炉底板上脉动向前移动,最后移出炉外,完成零件的热处理过程。
与网带炉和推杆炉相比,振底炉的炉底板始终处于高温状态,不经受冷热交替,因此炉底板的使用寿命长,同时克服了推杆炉料盘堆积拱料现象,适合于各种尺寸工件的加热,进出炉十分方便。
炉底板的材料有两种:金属板炉底板和耐火混凝土炉底板。温度低于700℃时,使用普通碳素钢板焊接成槽形炉底板;温度在700~900℃时,炉底板用15~20mm的耐热钢板(06Cr18Ni11Ti、20Cr15Mn15Ni2N、16Cr25Ni20Si2等)或铬锰氧钢(26Cr18Mn12Si2N)浇注而成。而耐火混凝土炉底板由于脆性大,在工作过程中受振动易断裂,故一般不再使用。
下面介绍振底炉的主要结构组成。
(1)装料机构 零件倾倒在振动料斗和滑槽内,经称重器控制将零件倒入提升料斗内,料斗内的零件经传动机构提升到振底炉装料口,零件自动滑入清洗机内,经过清洗、喷淋等后,被输送到炉底板上,炉底板以一定的振幅振动,零件在振动过程中进入加热室炉膛内。装料机构通常有三种,即扇形齿轮推料斗、抽板式送料斗和电磁牵引加料斗,三者的结构不同,具体选用应根据零件的尺寸、形状和技术要求等来确定。
(2)加热炉 加热炉是整个生产线的心脏,它由加热和保温两段炉膛区域组成。加热元件为气体加热辐射管或电加热辐射管,其均匀布置在炉膛内。炉底板由陶瓷砖支撑,为了确保加热区和保温区的炉温均匀一致,炉底装有炉内气体循环搅拌风扇,各区域配有单独的温度控制系统,可实现自动控制。
(3)冷却系统 炉内零件保温结束后,自炉膛滑入淬火槽内冷却。根据零件的材质、金相组织和硬度的不同,可选用盐水、油、硝盐浴等作为淬火冷却介质。淬火槽内配有冷却搅拌装置。冷却后零件由钢制传送带送进后清洗槽中清洗和喷淋,进入回火炉完成热处理的组织转变。
有关汽车零件热处理实用技术的文章

图10-5所示为无炉罐网带式淬火炉示意图。网带式保护气氛连续作业炉与上料机构、前清洗机、淬火油槽、后清洗机等组成一条自动化热处理生产线。后者为目前网带式保护气氛加热炉常采用的结构形式。......
2023-08-18

离子渗氮主要在此区间进行,放电电压与电流成线性关系,过了G点电压下降,电流迅速增大,会烧化工件。由此可见在离子渗氮过程中辉光放电对形成渗氮扩散层具有重要作用:活化气相,加快氮原子的吸附和扩散。......
2023-08-18

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

保护气氛炉中钎焊也称控制气氛炉中钎焊,其特点是:加有钎料的焊件是在活性或中性气氛保护下的电炉中加热钎焊的。根据所用气氛的不同,可分为还原性气氛炉中钎焊和惰性气氛炉中钎焊。保护气氛炉中钎焊设备由供气系统、钎焊炉和温度控制装置组成。图3-2-4 还原性气氛炉中钎焊示意图在高温下,氢气是许多金属氧化物的一种最好的活性还原剂。......
2023-06-26

锻模的退火工艺 锻模是经过锻打成形的,因此在进行机械加工之前,要进行降低硬度、改善组织的退火处理,目的是便于切削加工、为最终热处理做组织准备。当然若有条件最好采用保护气氛炉或真空淬火炉加热,这样可完全消除锻模表面的氧化或脱碳质量缺陷,确保锻模表面的成分和组织不发生改变,事实表明经过处理的锻模的使用寿命和疲劳强度明显提高,资料显示锻模的寿命提高3~5倍。......
2023-08-18

感应热处理零件占汽车热处理零件的70%以上,是比较有前途的热处理工艺。表1-4感应淬火的工艺方式与适用范围感应淬火件回火的目的是降低淬火应力,避免产生淬火裂纹或降低硬度,达到零件的热处理技术要求。表1-5感应淬火件的质量检验项目与要求2.火焰淬火火焰淬火的淬火温度比普通的淬火温度要高50~70℃,加热速度快,因此工件经火焰淬火后硬化层不厚,不适合处理十分重要的零件。......
2023-08-18
相关推荐