图10-2所示为外热式油淬真空热处理炉。真空炉及其应用情况见表10-2。疲劳强度提高100倍以上,冲击磨损和低温拉伸寿命分别提高1.5~2.4倍和1.6~3.5倍,显示了真空热处理的优势。......
2023-08-18
1.真空炉的分类
根据炉内真空度的高低不同,真空炉分为低真空、中真空和高真空三种。通常使用的为中真空和高真空状态,真空度分别为0.133~1.33Pa和1.33×10-3~1.33×10-2 Pa。
按照真空炉冷却时使用的冷却介质不同,真空炉可分为油冷真空炉、气淬-油冷真空炉、硝盐浴真空炉、水淬真空炉以及气冷真空炉几种;按结构形式分为单室、双室、三室和连续作业炉等。
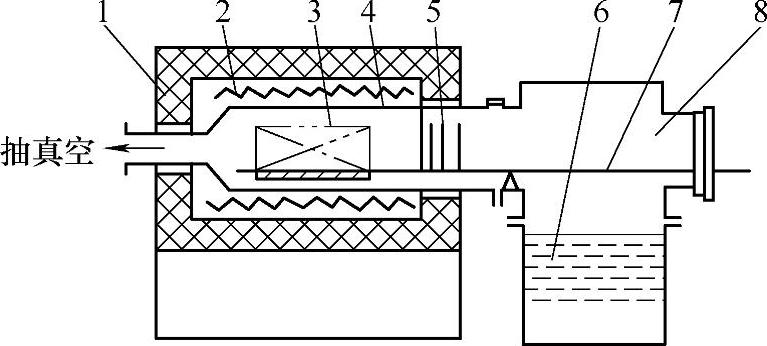
图10-2 外热式油淬真空热处理炉
1—炉体 2—电热元件 3—工件 4—真空罐 5—隔热屏 6—淬火油槽 7—传动机构 8—冷却室
(1)外热式真空炉 该类真空炉结构简单,炉罐不需要水冷,故称为热壁真空炉,零件放在已抽成真空的炉罐中,从外部间接加热。图10-2所示为外热式油淬真空热处理炉。该类真空炉的特点如下:操作维修方便,造价低;炉罐内无电热元件和隔热材料等,易于清理,容易获得真空;无气体放电和其他安全隐患,可靠性好。
(2)内热式真空炉 内热式真空炉依靠内部电阻加热,其加热元件、隔热屏、炉床和其他构件等均装在加热室内,依靠电极的热辐射实现对零件的加热。电热元件在炉膛的中部构成一个加热区,确保零件的均匀加热,在加热元件的外部装有金属辐射屏或非金属隔热屏,炉床在加热区的中央。内热式真空炉的种类和形式很多,占国内外真空炉数量的80%以上,常用于退火、淬火、回火、烧结和钎焊等。同外热式真空炉相比,具有以下特点:炉子的热惯性小,加热速度和冷却速度快,热效率与生产率较高;无耐热炉罐,故炉膛与容量不受限制,炉内可达到更高的温度;炉温的均匀性好,可达±5℃,因此工件受热均匀,零件的变形小;零件加热期间不需要通入保护气体,提高了加热元件的使用寿命;炉内结构复杂,加热区受到一定的限制;炉体体积大,需要配备的真空系统的容量要增大。
目前国内双室真空炉的型号有ZC系列、WZ系列、VCQ系列等;单室气淬炉有VFC系列、VVFC系列、HPV系列高压气淬系列等。它们具有各自的加热和冷却特点,技术已经成熟,得到使用厂家的认可和肯定。图10-3所示为内热式真空炉常见炉型。
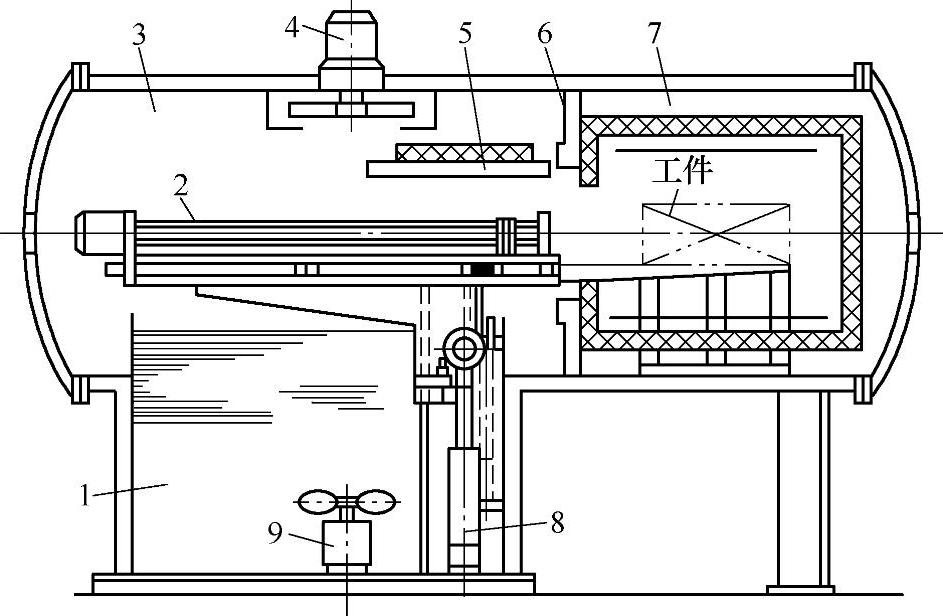
图10-3 ZC2系列内热式真空炉
1—淬火油槽 2—水平移动机构 3—整体式炉体 4—气冷风扇 5—翻板式中间门 6—中间墙 7—加热室 8—升降机构 9—油搅拌器
2.真空炉的特点
真空炉与其他热处理炉相比,具有以下优点:
1)设备自动化程度高,完全实现机械化操作,设备本身有自锁功能,保护真空炉的安全使用。
2)炉膛洁净,工件热处理变形小,仅为盐浴变形量的1/10~1/4,减少了零件的磨削加工余量。
3)具有除气和脱脂作用,显著提高了工件的力学性能,延长了零件的使用寿命。
4)节省电力和能源,蓄热损失小,污染气氛低于其他任何的保护气氛炉,无公害,操作安全可靠,工作环境好。
5)工件无氧化、脱碳,表面光亮,确保零件表面的化学成分和表面状态保持不变,减少了热处理表面缺陷,生产成本低。
6)零件无氢脆的危险。
3.真空炉的应用
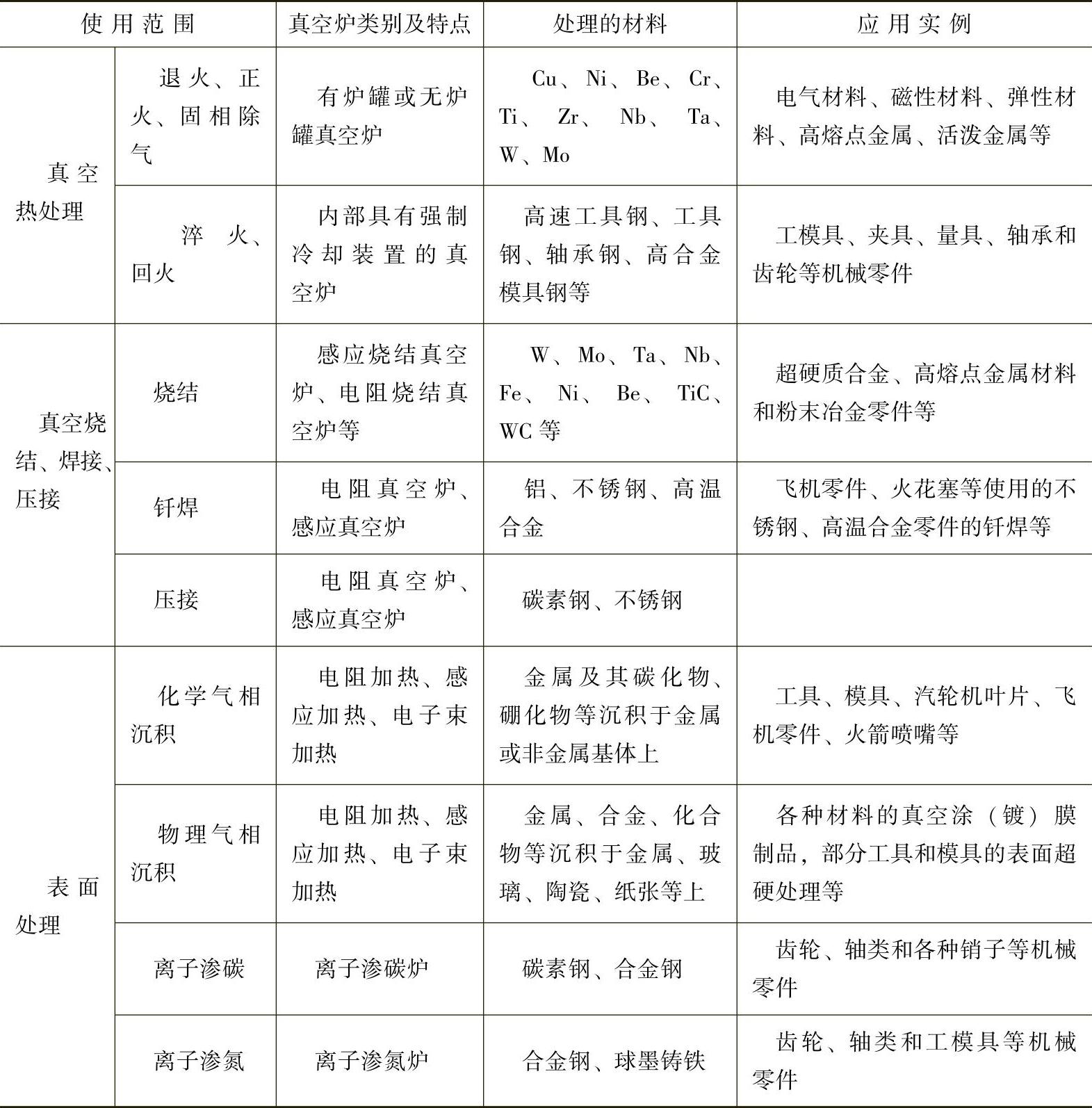
真空炉在我国的发展时间不长,由于生产成本高和一次性投资大,因此其应用的范围也受到一定程度的限制。在国外工业发达国家真空炉的数量在23%以上,与可控气氛炉基本相当,发展很快,自动化程度和工艺水平更高,几乎可以实现金属材料的全部热处理工艺,如淬火、回火、退火、渗碳、渗氮、渗金属等热处理工艺,完成气淬、油淬、硝盐淬火和水淬等淬火处理。真空炉及其应用情况见表10-2。
表10-2真空炉及其应用情况
对工模具钢而言,在真空炉内加热时,减少了辐射换热,加热速度缓慢,零件各部分受热均匀,因此变形量很小。冷却后的零件表面处于压应力状态,故零件具有良好的综合力学性能,疲劳强度和抗拉强度明显提高,使用寿命比普通盐浴炉处理的零件提高2~10倍。
耐热钢、不锈钢等零件经真空退火后,表面光洁,提高了零件表面的耐蚀性和对晶粒间腐蚀的抵抗能力;另外,可实现真空堆焊、软化退火、真空镀膜等。这是其他热处理设备是无法比拟的。
高强度螺栓等重要零件的材料为30CrMnSiA、30CrMnSiNi2A,经过真空热处理后,抗拉强度提高,而塑性和韧性没有发生明显的变化,断裂韧度降低而低温的冲击韧度较高。疲劳强度提高100倍以上,冲击磨损和低温拉伸寿命分别提高1.5~2.4倍和1.6~3.5倍,显示了真空热处理的优势。
4.真空炉的主要技术参数
真空炉的各项技术指标与其他热处理设备有相似之处,但因其炉膛必须能承受负压的作用,并能保证加热零件无氧化、脱碳,因此有些技术要求相对比较严格,主要技术参数归纳如下。
①额定功率(kW)和电压(V)。
②电极相数。
③炉膛的有效加热区尺寸(mm)。
④额定工作温度(℃)。
⑤炉温的均匀性(℃)。
⑥最大装炉量(kg)。
⑦极限真空度(Pa)。
⑧工作真空度(Pa)。
⑨压升率(Pa/min或Pa/h)。
⑩空炉抽空时间(min)。
⑪空炉升温时间(min)。
⑫工件转移时间(min)。
⑬气体的消耗量(m3/炉)。
⑭冷却水的消耗量(m3/h)。
⑮外形结构尺寸(m)。
⑯炉体总质量(kg)。
在上述技术参数中,最重要的有极限真空度、工作真空度和压升率,它们是整个真空炉的关键特性参数,是衡量设备技术水平的硬指标。这些指标如果达不到要求,则根本无法实现真空热处理的目的。压升率是指真空炉达到极限真空度后关闭所有的阀,单位时间内炉内压力的上升情况,它是检验真空炉气密性的指标。通常极限真空度小于1.33×10-2 Pa,而工作真空度为1.33~13.3Pa,压升率不大于0.67Pa/h。
5.真空炉的结构和元件
(1)真空炉的结构 真空炉是由炉体、真空机组、液压系统、控制系统、冷却系统等几部分组成的。气冷真空炉要具备氮气储气罐,为防止停水或水压不足等,要备有高空水槽,防止因停水而烧坏或烧蚀密封件、电极等。
真空炉的炉体和炉门由高强度钢板焊接而成,具有双层水套结构形式。炉门由齿轮、齿条传动开启和关闭,灵活方便。
加热室是圆形结构,石墨管状加热器和冷却气体喷嘴沿加热室的周围成360°均匀分布,高级碳毡及柔性石墨纸作为保温材料,结构轻巧固定。
(2)真空炉的加热元件 真空炉的加热元件有金属和非金属之分。
1)金属加热元件。金属加热元件通常分为两种,一种为贵重金属如钼、铂、钨、钽等;另一类为一般金属如镍铬耐热合金、铁铬铝合金、钼钨合金等。
2)非金属加热元件。非金属加热元件分为石墨和化合物两种,而化合物有碳化硅、硅化钼、二氧化钼等。其中碳化硅在高温下易粘结、分解,而二氧化钼在1300℃时会软化,只有石墨具有加工性能好、耐高温、耐急冷急热、塑性好、辐射面积大、抗热冲击性能好等特点,适于制作加热元件。
目前真空炉的加热元件常选用石墨棒(或管)或加热管等,具有膨胀系数小、发热性好、易于加工的特点,可做成棒状、板状、管状和带状等。在真空状态下,它们产生的热量通过辐射传递给工件,因此该类真空炉的加热速度慢,大型零件应进行充分的预热,必要时进行分段加热,既能克服加热后的内外温差,又能减小加热时零件的变形,有利于保证零件的热处理质量。
(3)隔热屏(炉衬) 它是加热室内主要的组成部分,其作用为使加热元件与炉壳分开,确保加热室的尺寸和有效加热区范围,通过隔热屏的隔热和保温,减少热损失,使零件在加热过程中温度分布均匀。考虑到所用材料应具有耐火性、绝缘性、抗热冲击性和耐蚀性以及良好的热透性等,一般有三种,即多层金属隔热屏、石墨毡隔热屏和夹层复合隔热屏。温度在1100℃以下的真空炉,使用不锈钢炉衬;而1100℃以上的真空炉则采用钼等高温合金、石墨毡以及陶瓷等材料。石墨毡作为一种新型的隔热材料,具有密度小、热导率小、无吸热性、耐热冲击性好和易于加工等特点。
(4)真空炉的冷却系统 根据零件材料的淬透性确定合理的冷却方法,同正常的热处理淬火一样,真空冷却有强制风(气)冷、油冷、气转油冷、硝盐冷却和水冷等几种方法,一般对具体的真空炉而言,其冷却方式是固定的。风冷系统由鼓风机、高效换热器、导流管和喷嘴组成,采用炉内循环形式的结构,具有冷却速度快的特点。
(5)真空系统 真空系统由机械泵、增压泵和扩散泵组成。炉体上装有真空计等测量仪表,随时观察炉体内的真空度,确保零件在真空状态下实现无氧化热处理。机械泵、增压泵组成的真空系统可获得中真空状态,机械泵、增压泵和扩散泵组成的真空系统能够满足高的真空度要求。
(6)炉内传动机构 为将零件推进和推出真空炉,必须有专门的装置,通常有链传动、气动、液压传动等。对双室或三室真空炉来说,炉内传动机构既要能保证室与室之间零件的传送,又必须不阻碍隔热挡板(门)的密封。
(7)电气控制系统 由磁性调压器、可控硅半控整流桥自耦调压器、微机控温仪等组成,实现了设备的自动化和机械化。设备具有自锁功能,任何错误的操作和指令都不会对真空炉造成危害,因此真空炉的安全性很高。
6.真空回火炉的发展、结构形式和主要技术指标
(1)真空回火炉的发展概况 真空热处理技术的迅速发展,为零件热处理工艺水平的提高奠定了基础,真空淬火炉和真空回火炉已经成为不可缺少的关键设备。真空淬火炉处理的零件具有表面无氧化脱碳、表面光亮和无腐蚀、无污染等优点,而如果采用盐浴炉、空气电阻炉、硝盐炉等设备进行回火则丧失了真空淬火的特性和意义。
(2)目前真空炉存在的问题 根据真空回火炉的工作特点可知,其在生产过程中存在下列问题:炉内的真空度偏低,零件表面的颜色变深,影响了外观质量;内部零件加热不均,造成回火后的硬度有变化;炉内气体的冷却速度有待提高。
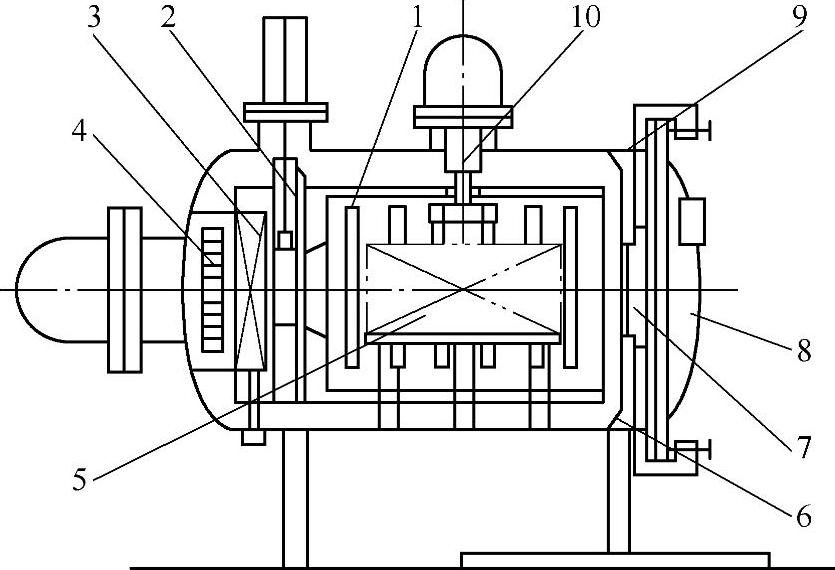
图10-4 WZH型真空回火炉炉体结构
1—炉胆体及发热元件 2—炉胆后小门 3—换热器 4—冷却循环风扇 5—料筐 6—炉胆前壁(即导风口) 7—前炉门 8—炉门 9—炉壳 10—加热循环风扇
(3)真空回火炉的一般结构
这里以WZH-45、TS-45等类型真空回火炉为例介绍其炉体的结构特点。图10-4所示为WZH型真空回火炉炉体结构。整体分为炉壳、炉膛、加热室用加热循环风扇、冷却循环风扇、真空系统、充气系统、水冷系统、出装炉架和加热室供电、电控系统等部分,该类炉的主体为卧式圆筒形结构。
1)炉壳由炉体和炉门组成。炉体是双层圆筒,具有中空结构,内部通冷却水。炉体与炉门一般是嵌入式结构,采用压紧式形式,也可采用铰链连接,以确保炉门的密封。炉门为双层碳素钢结构,通水冷却。
2)炉膛由隔热屏、加热元件、加热搅拌风机、料台、导风板等组成。由双层不锈钢板制成隔热屏。使用的加热元件为0Cr25Al5电阻带(0Cr25Al5合金在生产和使用过程中出现的脆断与氢有关,而晶粒不均匀和内应力的存在又使材料的氢脆敏感性增加,更易出现脆断,因此要特别注意)或06Cr20Ni20金属带等。炉膛的上方装有加热循环风扇,保证零件在回火过程中受热均匀,料台可做成活动式的,以便于抽出。
3)炉内的换热器、导风板和离心风扇的叶轮或叶轮与电极等,均布置在炉壳的后面,风扇对着换热器。
4)真空系统是为了保证零件经真空回火后表面颜色合格,产品质量稳定,配备有罗茨泵、机械泵,与气动蝶阀、气动角阀等共同组成真空系统。
5)充气系统的作用是避免零件在加热过程中氧化,在零件加热时充入低于一个大气压的高纯度氮气(99.999%),在冷却时氮气压力应高于大气压。为防止某些材料在加热的过程中氧化,一般充入体积分数约为10%的纯度为99.9%的氢气。充气系统由储气罐、手动蝶阀、减压阀、气动蝶阀、电磁阀和管路等组成。
6)水冷系统的作用为保证炉体各部分正常工作,炉门、炉壳、换热器、电极柄部、真空泵等都要进行水冷,同时为了防备因停水造成对上述部件的影响,必须备有单独的水塔或水箱。
7)电控系统采用PC机等对真空炉的加热系统、冷却系统进行程序控制,进行温度控制的自动化仪表的可靠性要高。
总结国内外真空炉的结构形式,吸收国外先进的技术,我国目前自主开发了许多类型的真空回火炉,主要的特点为:加热和冷却均采用了强制气体内部循环的技术;在炉膛的顶部装有加热循环风扇,形成对流来加热零件;炉膛后面的冷却循环风扇使冷却气体经过换热器和导风板,在零件的表面形成强制对流冷却。
有关汽车零件热处理实用技术的文章

图10-2所示为外热式油淬真空热处理炉。真空炉及其应用情况见表10-2。疲劳强度提高100倍以上,冲击磨损和低温拉伸寿命分别提高1.5~2.4倍和1.6~3.5倍,显示了真空热处理的优势。......
2023-08-18

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

锻模的退火工艺 锻模是经过锻打成形的,因此在进行机械加工之前,要进行降低硬度、改善组织的退火处理,目的是便于切削加工、为最终热处理做组织准备。当然若有条件最好采用保护气氛炉或真空淬火炉加热,这样可完全消除锻模表面的氧化或脱碳质量缺陷,确保锻模表面的成分和组织不发生改变,事实表明经过处理的锻模的使用寿命和疲劳强度明显提高,资料显示锻模的寿命提高3~5倍。......
2023-08-18

感应热处理零件占汽车热处理零件的70%以上,是比较有前途的热处理工艺。表1-4感应淬火的工艺方式与适用范围感应淬火件回火的目的是降低淬火应力,避免产生淬火裂纹或降低硬度,达到零件的热处理技术要求。表1-5感应淬火件的质量检验项目与要求2.火焰淬火火焰淬火的淬火温度比普通的淬火温度要高50~70℃,加热速度快,因此工件经火焰淬火后硬化层不厚,不适合处理十分重要的零件。......
2023-08-18

当调质处理后零件工作面需要后续加工时,采用一般热处理。快速淬火油和水基淬火冷却介质的应用 快速淬火油的应用保证了高强度螺栓件的热处理内在质量。水基淬火冷却介质的应用解决了零件淬油不硬、淬水开裂以及零件淬火变形的质量问题。......
2023-08-18

高温燃气炉是可进行奥氏体气门固溶处理的专用热处理设备。目前国内大多数气门的固溶处理是在盐浴炉中完成的,采用人工放入与挑出。③燃气炉进行气门固溶处理的成本低,无环境污染。燃气炉的点火系统科学、规范,采用电子点火安全、可靠。根据设定的炉温,自动调整燃气与空气进气阀的大小,来控制温度的高低,其温度的均匀性在5~10℃以内,满足了气门固溶处理对温度均匀性的要求。......
2023-08-18

相关推荐