真空热处理是20世纪80年代以后热处理技术中的一种新型技术。真空热处理是指在真空度低于101.325kPa的环境中进行加热和冷却的热处理工艺。真空淬火是真空热处理的一种,除真空淬火外,还包括真空退火、真空回火、真空渗碳、真空渗金属等。真空热处理具有如下一些特点:1)工件表面受到保护,无氧化、脱碳以及其他化学腐蚀。但主要适用于要求较高的模具精密件及其他精密零件等的热处理。......
2023-06-26
真空热处理是指将零件置于真空热处理设备中,进行加热、保温和冷却的工艺方法,零件在负压下加热,炉内剩余的空气含量已稀薄到无法与零件进行化学反应,它是随着航天技术的发展而迅速开发出来的新技术,真空炉是近几十年来热处理设备中最具有发展前途的一种,它可替代盐浴炉、电阻炉和燃气炉。真空炉是依靠电极的辐射作用来实现工件加热的,资料介绍,辐射传热量与温度的四次方成正比,温度低时辐射加热速度比较慢,实现了缓慢加热,因此工件的内外加热较为均匀,工件的变形小。由于真空炉内气压很低,氧气的含量对工件中的铁元素氧化不起作用,因此避免了工件在加热过程中出现氧化和脱碳现象,确保零件表面的原始状态不变,工件表面清洁和光亮。由于金属氧化物在氧的分解压低或加热温度高时发生分解,因此也可将已经发生氧化的表面除掉,恢复原来的表面状态。
经真空炉热处理后的零件表面光亮,可确保其表面的元素成分和状态不变,由于加热依靠电极的辐射来完成,因此零件加热缓慢,变形量小,尤其是对变形要求十分严格的工具、冷热作模具、小型零件、薄片状零件、不需要加工的零件等热处理的首选设备,资料介绍,高速工具钢钻头、圆板牙、拉刀、无心磨床支片等经过真空气淬后,零件的变形量为盐浴炉的1/10~1/4,甚至可以实现成品的加工。
对高合金钢、高速工具钢、不锈钢、铁镍基合金以及部分尺寸小的低合金钢而言,其淬透性高,冷速低仍能获得要求的热处理技术要求,故采用气淬真空炉;低合金钢或工具钢、弹簧钢、滚动轴承钢等的热处理采用油淬或硝盐淬火真空炉;碳素钢、结构钢等淬透性差,这类钢材以及钛、铝合金等零件的淬火,使用水淬真空炉。
美国的海斯公司和德国的德固萨公司已经开发了水淬真空炉和硝盐淬火真空炉,实现了淬透性差的碳素钢等的真空热处理,因此从某种意义上讲,真空炉为几乎所有钢铁材料和非铁金属材料的退火、淬火、回火、化学热处理等提供了保障。真空热处理的工艺参数主要有淬火温度、真空度、淬火冷却介质、回火温度以及硬度等,在热处理过程中应根据材料、热处理技术要求、零件的形状、放置方式等进行合理地选择,尤其要注意升温速度对零件质量的影响。真空热处理与其他类型的热处理相比,具有其他热处理方法无法比拟的优点,其特点见表9-12。
表9-12零件真空热处理特点
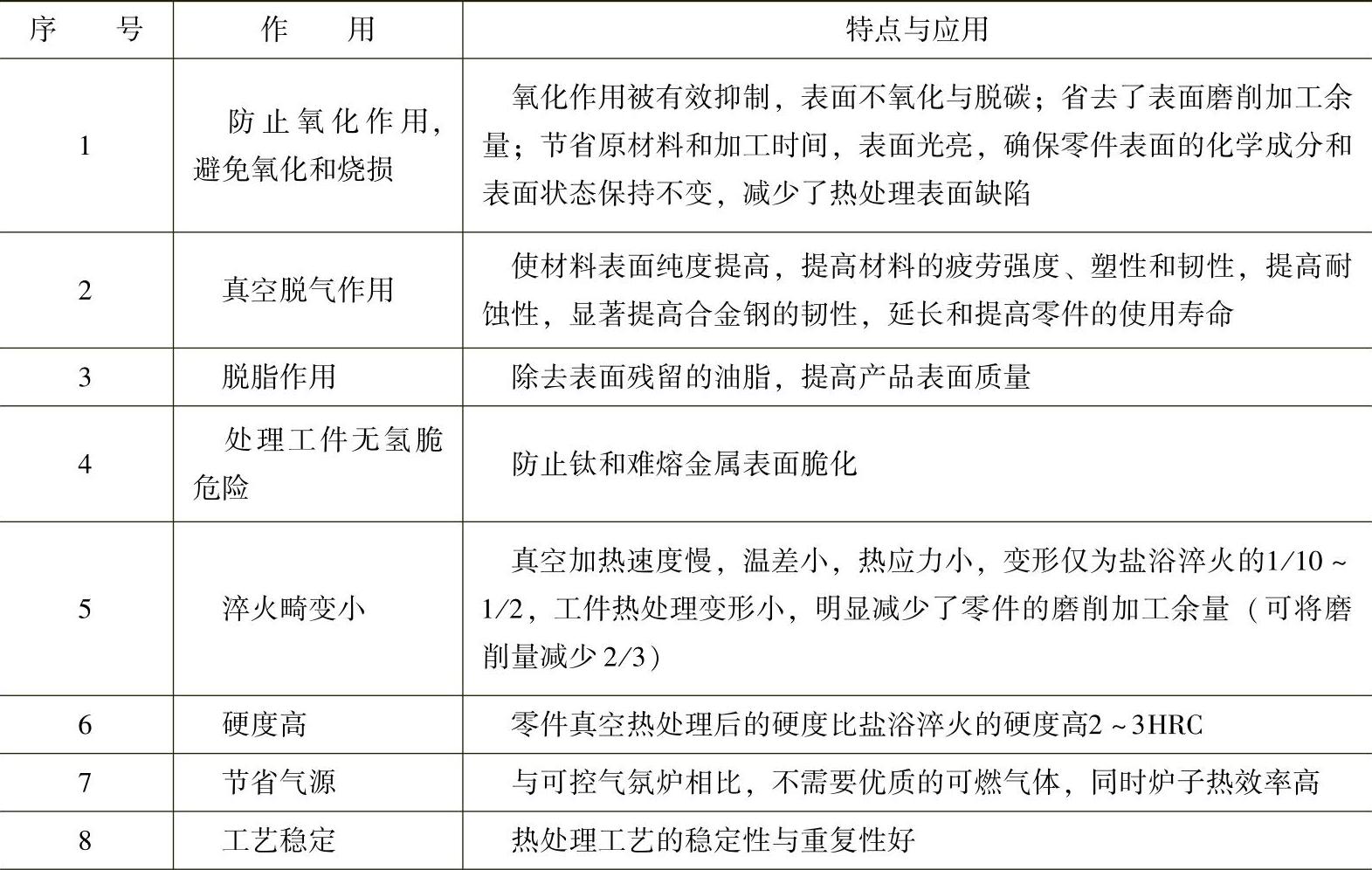
(续)

一般的真空热处理工艺曲线如图9-12所示。
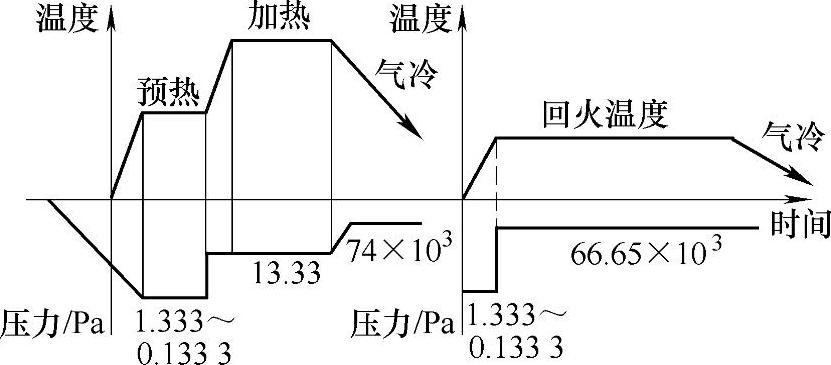
图9-12 真空热处理工艺曲线
有关汽车零件热处理实用技术的文章

真空热处理是20世纪80年代以后热处理技术中的一种新型技术。真空热处理是指在真空度低于101.325kPa的环境中进行加热和冷却的热处理工艺。真空淬火是真空热处理的一种,除真空淬火外,还包括真空退火、真空回火、真空渗碳、真空渗金属等。真空热处理具有如下一些特点:1)工件表面受到保护,无氧化、脱碳以及其他化学腐蚀。但主要适用于要求较高的模具精密件及其他精密零件等的热处理。......
2023-06-26

第四章真空热处理炉第一节概述一、我国真空热处理炉发展概况我国真空热处理炉的设计研制和生产从20世纪70年代开始,经过引进、消化吸收、仿制直到自主开发,现已能够设计制造高水平系列真空炉,并向国外出口。目前,我国现有各类真空热处理炉5000余台,占我国热处理设备的3%左右。......
2023-12-06

第一章真空基础知识第一节真空的概念一、大气压力地球周围的大气层是上疏下密的,其疏密之间以及在大气层的上面没有明显的分界,一般根据密度的概念粗略地说,可以认为有16km厚。在给定的空间内,低于一个大气压力的气体状态,统称为真空。真空状态下气体的稀薄程度称为真空度,通常用压力值表示。2.Torr(托)1958年,第一届国际技术会议决定采用Torr(托)作为测量真空度的单位,以代替“mmHg”。......
2023-12-06

第三章真空热处理工艺真空热处理技术是随着真空热处理设备的发展而发展的,真空热处理技术始终是热处理技术发展的热点。因此,在制订真空热处理工艺规范时,这些因素都应综合加以考虑。下面介绍几种常见的计算真空热处理加热时间的经验公式,以供参考。......
2023-12-06

流动粒子炉是近30年发展起来的一种新型的热处理设备,它有连续式炉和周期式炉两种。流动粒子炉是将固体粒子作为加热介质来实现对零件热处理的。流动粒子炉与其他气体加热介质、液体加热介质热处理设备相比具有以下特点:1)粒子的热导率大,大于空气电阻炉及盐浴炉,升温和加热速度快,消耗气(电)量少。......
2023-08-18

落地式真空断路器如图6-10所示,它以绝缘支撑把真空灭弧室支持在上方,把操动机构设在下方的基座上,上下两部分通过传动机构相连接。图6-11悬挂式真空断路器1—真空灭弧室;2—绝缘支撑;3—传动机构;4—操动机构;5—基座。......
2023-06-30
曲柄连杆机构包括的零件较多,为确保其满足正常的服役需要,并具有较长的使用寿命,需要进行合理的选材与热处理,以满足其工作需要。根据零件的服役条件与失效方式,结合选择的材料,应提出合理的热处理要求,即选用经济的热处理方法,获得要求的使用性能。5)表面淬火包括感应淬火、火焰淬火、电解液淬火、激光淬火等,达到零件表面硬化的目的,环境洁净、节能效果显著,是汽车零件热处理的发展方向。......
2023-08-18

相关推荐