
1.总的要求施工单位应当遵守国家有关环境保护的法律规定,采取措施控制施工现场的各种粉尘、废气、废水、固体废弃物以及噪声、振动对环境的污染和危害。......
2025-09-29
1.工作条件与技术要求
曲轴锻模是制造发动机曲轴十分重要的成形模具,曲轴常用中碳钢、中碳合金钢、非调质钢等模锻而成,也可采用球墨铸铁铸造。加热的曲轴坯料在锻模内完成塑性变形,在高温、高压下,坯料与模具型腔表面发生相对运动产生摩擦与磨损,锻模瞬间所受冲击力易使能量或应力集中到某些局部引起应力集中,造成塑性变形和断裂,模具表面的急冷急热会产生循环的热应力,使模具出现疲劳磨损与疲劳裂纹,因此,锻模的工作环境十分恶劣。曲轴锻模的失效形式有磨损、塑性变形和断裂,其中磨损与塑性变形约占70%,断裂(裂纹)约30%。一般而言,由于下模与高温坯料接触时间长,温度高,且氧化皮易落入下模型腔中,故下模较上模易失效。
2.材料的选用
根据曲轴锻模的工作特点,制作模具的材料在工作温度下应具备:高的高温硬度及高温强度,高的淬透性,高的热疲劳抗力,较高的耐回火性,好的工艺性能及抗氧化性。
考虑到上述技术要求,下列牌号的热作模具钢适于制作曲轴锻模:5CrNiMo、5CrMnMo、3Cr2W8V、4Cr5MoSiV、4Cr3Mo3W4VNb、H13(与4Cr5MoSiV1基本相当)、5Cr2NiMoVSi等。
3.机械加工工艺流程
这里以5CrNiMo钢为例介绍一般的机械加工路线:下料→锻造→退火→机械粗加工→超声波检测→成形加工→热处理→抛丸或喷丸→钳工修形和抛光→检验→入库。
4.曲轴锻模的热处理工艺
(1)热处理技术要求 四拐曲轴的模具尺寸为1300mm×680mm×450mm,技术要求为型腔硬度35~40HRC,燕尾硬度28~33HRC。型腔与燕尾不得有氧化、脱碳和腐蚀,锻模整体不得有任何形式的裂纹等。
(2)热处理工艺 5CrNiMo钢热处理的各项工艺性,特别是淬透性、淬硬性、脱碳敏感性、过热敏感性和回火脆性等均很好,适于制造曲轴锻模。
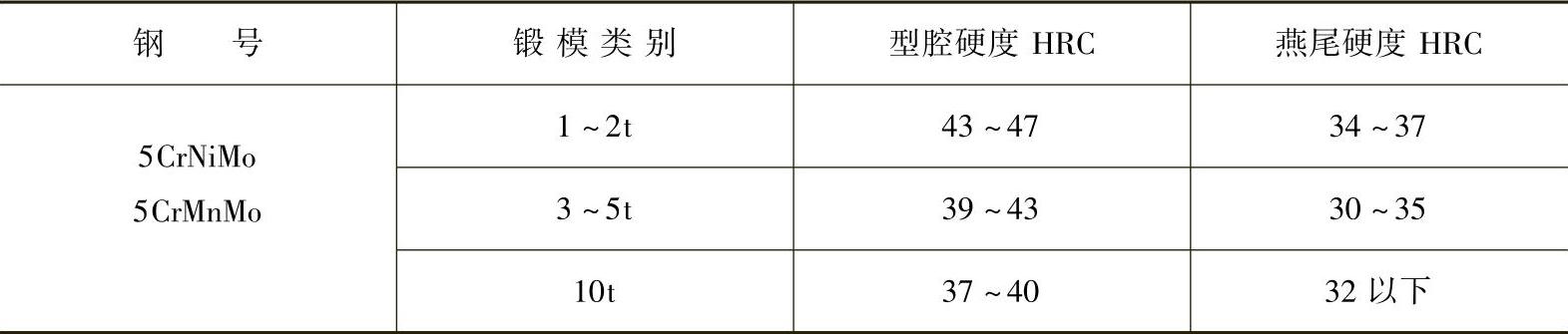
5CrNiMo、5CrMnMo曲轴锻模热处理硬度要求见表8-27。
表8-275CrNiMo、5CrMnMo曲轴锻模热处理硬度要求(https://www.chuimin.cn)
曲轴锻模的淬火、回火是决定使用寿命的关键,由于热处理不当而导致模具过早失效占有相当大的比例,模具钢淬火与回火都有一定的温度范围,对于使用中以磨损为主要失效形式的模具,应提高钢的热硬性及耐回火性,对于在使用中以脆断为主要失效形式的模具,应通过热处理提高其强韧性。
由于曲轴锻模的体积大,通常在空气电阻炉内加热,考虑到模面不允许出现氧化和脱碳,因此需对锻模进行保护加热。同时应着重对尖角等部位缠绕石棉绳,避免加热和冷却过程中因空气和热处理应力的作用,造成模面的氧化和开裂等。采用的材料为5CrNiMo、5CrMnMo。5CrNiMo钢四拐曲轴锻模淬火、回火工艺曲线(箱式炉加热)如图8-22所示。
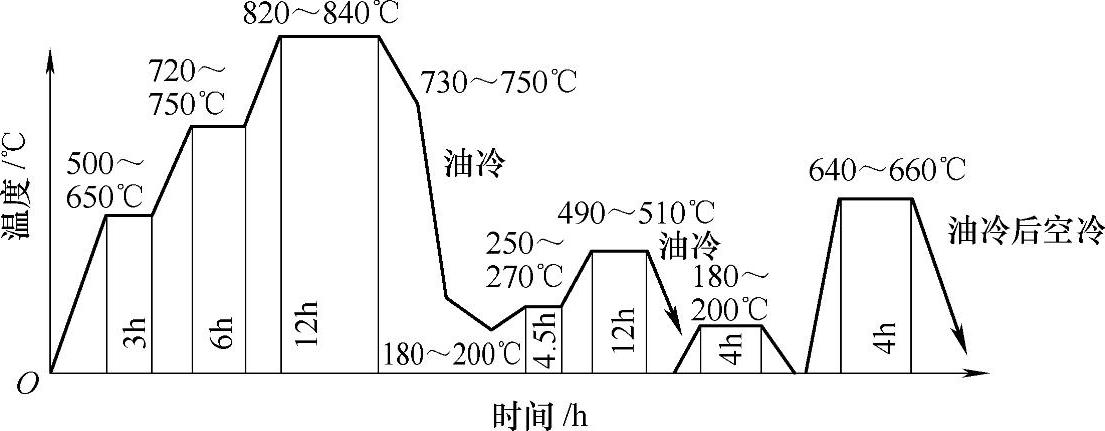
图8-22 5CrNiMo钢四拐曲轴锻模淬火、回火工艺曲线(箱式炉加热)
文献介绍,5Cr2NiMoVSi钢为一种力学性能较好的模具钢,其具有良好的淬透性(比5CrNiMo钢心部硬度高出10HRC),热稳定性高出150℃,同时具有良好的高温强度,在相同硬度下,高温强度高出60%以上,热疲劳性与热磨损性优于5CrNiMo。5Cr2NiMoVSi钢制作的曲轴锻模的使用寿命比5CrNiMo钢锻模提高3.6倍。
5.热处理工艺分析与操作要点
1)曲轴锻模体积较大,在加热时,两锻模及锻模与炉壁之间应留有150~250mm的距离,分阶段预热可有效预防锻模因加热不透应力过大而出现开裂。为避免燕尾部分淬火时开裂,应在圆角处缠上石棉绳,以减小该处淬火时的冷却速度。
2)锻模淬火温度的选择应确保其钢中的晶粒不易长大,以保证有较高的冲击韧度,文献介绍,随着淬火温度的提高,锻模钢组织以板条状马氏体为主,钢中的碳化物更充分地溶解,钢的断裂韧度有所提高,耐回火性与热稳定性提高,推迟热疲劳裂纹的产生。需要进行工艺验证,以确定淬火温度。
3)考虑到锻模体积较大,为防止模具淬火变形及开裂,锻模入油前要进行延迟冷却,为确保油温及冷却均匀,油槽内安装循环冷却装置及采用压缩空气对油进行搅拌,同时注意入油方向及适当摆动,防止形成气泡影响局部的冷却效果,导致模具型腔不完全淬火。
4)锻模在油中冷却的表面温度为150~200℃时,提出装炉回火,判定经验为:当模具提出油面只冒青烟而不着火时,或将水滴(或唾液)滴至模面有轻微的爆裂声时,表面温度即为150~200℃。
相关文章

刀具切削部分的硬度必须高于工件材料的硬度,常温下硬度应达到60HRC以上。它是评定刀具材料的主要性能指标,一般用温度来表示。为了便于刀具的加工制造,要求刀具材料具有良好的可加工性和热处理性。此外,还应考虑刀具材料的经济性,否则将难以大量推广使用。天然金刚石价格昂贵,很少用作刀具材料。......
2025-09-29
图19-10所示为MQ8240型曲轴磨床,适用于大批量磨削各种曲轴。重型的船用曲轴,质量为71t,长为8.03m。图19-11所示为MK82125型数控曲轴磨床,可磨削工件最大质量为10t,其主要参数及规格见表19-1。图19-11 MK82125型数控曲轴磨床数控磨床是以二进制数字信号作为控制器的输入参数,输入参数以控制程序的形式输入控制器,并发出脉冲指令驱动步进电动机经丝杠实现工作台的进给运动,获得精确的加工精度。......
2025-09-29

对于大型模具最好将电加热元件分为两组,即主要加热组和辅助加热组,成为双联加热器。电加热装置清洁、简单,便于安装、维修和使用,温度调节容易,可调节温度范围大,易于实现自动控制,但升温慢,不能在模具中轮换地加热和冷却,有“加热后效”现象。......
2025-09-29

除36V及其以下安全电压外的电气设备金属罩壳均应设有易于识别的接地端子,且应有良好的接地。控制轿厢电路电源的开关和控制机房、井道以及底坑电路电源的开关应分别设置,各自具有独立保护装置。同一机房中有几台电梯时,各台电梯的主电源开关应分别标识。......
2025-09-29

电气元件故障时,继电保护装置会向断路器发出跳闸命令,断路器跳闸将故障元件从电力系统中切除,保证无故障元件继续运行。图4-1主保护与后备保护范围示意图对于反应故障状态,作用于断路器跳闸的继电保护装置,在技术上有四个基本要求:选择性、速动性、灵敏性和可靠性。......
2025-09-29

根据国际法上的主权原则,主权国家基于属人管辖权,具有对在国外的侨民行使外交保护的权利,同时也只有本国国家才能行使外交保护权。法人在外国,其财产遭到侵犯或损害时,该法人国籍所属国,即本国可以像对自然人行使外交保护权一样,要求所在国给予适当的救济。法院经审查否认了股东本国比利时的当事者资格。到这时,法人的国籍不仅显得尤为重要,而且是必不可少了。......
2025-09-29

相关推荐