图5-12切断模膛图5-12切断模膛图5-13带有飞边槽和冲孔连皮的模锻件1—冲孔连皮;2—锻件;3—飞边;4—分模面。同时可以减少终锻模膛的磨损,延长锻模的使用寿命。......
2023-06-24
锻模的失效主要表现为磨损、燕尾开裂等,因此从着手解决该问题出发,以下措施是提高模具使用寿命的有效手段,这里以5CrMnMo钢3t汽车转向节锻模为例进行分析,其工作面硬度为39~42HRC,燕尾为31~35HRC。
1)模具的锻造应做到锻造温度符合要求并热透,采用二轻一重的锻造方式。
2)提高模具的机械加工精度,即锻模型腔、燕尾圆角的形状与尺寸符合要求,表面粗糙度Ra值控制在12.5μm以下,热处理后应对模具的上述重点部位进行打磨、抛光等,目的是消除可能存在的脱碳层与裂纹源。
3)采用高温淬火的热处理工艺,锻模采用普通热处理工艺(图8-19)使用寿命不高,而采用高温淬火热处理工艺(图8-20)可获得板条状马氏体和下贝氏体的双相组织,具有较高的硬度、强度和最佳的强韧性配合,满足了锻模的使用条件。
4)进行模具的碳氮共渗(图8-21),进一步提高模具的耐磨性,减少模具的早期失效。
5)模具工作前应进行预热,预热温度控制在150~350℃,预热可采用煤气烘烤、工频感应加热或砧块加热等方法,工作过程中要进行模具的润滑与冷却,可采用质量分数为15%的食盐水或湿锯末作为润滑与冷却剂。
6)对锻模及时进行焊补、修模、抛光以及清除型腔表面的微裂纹,减少裂纹源,从而提高模具的使用寿命。采用以上综合措施后的平均寿命提高1.5~2倍。
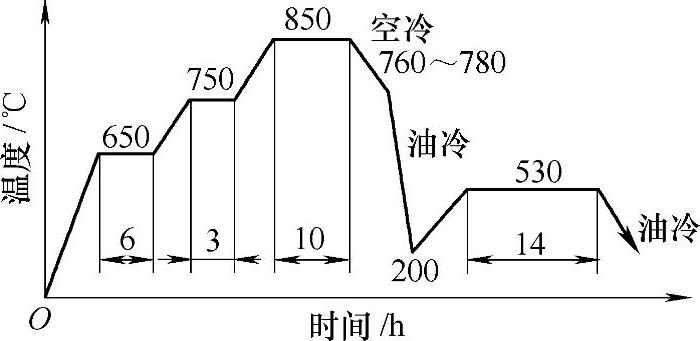
图8-19 5CrMnMo钢锻模普通热处理工艺

图8-20 5CrMnMo钢锻模的高温淬火热处理工艺
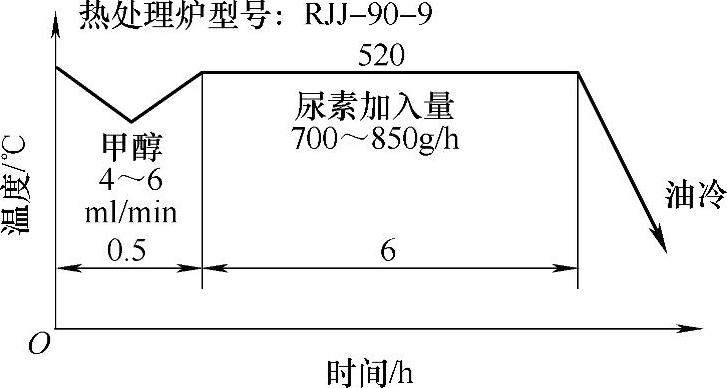
图8-21 5CrMnMo钢汽车转向节锻模的碳氮共渗工艺
有关汽车零件热处理实用技术的文章

图5-12切断模膛图5-12切断模膛图5-13带有飞边槽和冲孔连皮的模锻件1—冲孔连皮;2—锻件;3—飞边;4—分模面。同时可以减少终锻模膛的磨损,延长锻模的使用寿命。......
2023-06-24

选用尽量大的尺寸公差,既可确保热挤压件的成品合格率,同时又可延长模具的使用寿命。事实表明,4Cr5MoSiV1钢模具的使用寿命比3Cr2W8V钢提高2~3倍,而且没有发现尖角裂纹,具有耐磨性好,型腔工作带的沟槽浅,麻点少和表面粗糙度值低等优点。模具必须进行良好的润滑和冷却,良好的润滑不仅可提高热挤压件的表面质量,减小挤压力,也可保证模具的表面粗糙度。......
2023-08-18

6.提高气门弹簧寿命的措施由于对该类弹簧疲劳强度的要求较高,加上又在较高的温度下工作,因此提高其使用寿命是十分重要的现实问题,目前比较成熟的方法有以下两种。......
2023-08-18

工作寿命是重载型扶梯的重要技术指标。因此要求桁架必须有更高的工作寿命。在大修周期内,主驱动机、主驱动轴、导轨、电缆等主要部件应能正常工作。如前所述,重载型自动扶梯主要部件的工作寿命一般按140000h进行设计,相当于20年的工作寿命。在机件的寿命计算中,可以每3h中1h以100%制动载荷运行,其余2h的平均载荷为60%的制动载荷计算等效载荷,约为80%的制动载荷。......
2023-06-15

保证和提高加工精度的方法,大致可概括为以下几种:减小原始误差法、补偿原始误差法、转移原始误差法、均分原始误差法、均化原始误差法、“就地加工”法。当原始误差是负值时人为误差就取正值,反之则取负值,并尽量使两者大小相等;或者利用一种原始误差去抵消另一种原始误差,也是尽量使两者大小相等、方向相反,从而达到减少加工误差、提高加工精度的目的。就地加工法在机械零件加工中常用来作为保证零件加工精度的有效措施。......
2023-06-29

2)提高基体温度,减小涂层与基体间的温差,从而减小两者间热胀冷缩的差别,有助于减少涂层与基体之间以及涂层内部的热应力,可有效防止涂层剥落或产生裂纹。实践证明,恰当的预热处理不仅对提高结合强度有利,而且能明显提高涂层的使用寿命。采用喷枪焰流预热时要注意,焰流不能太靠近工件表面,避免工件表面产生骤热现象,也不应产生加热不均匀现象,这两种情况均会导致表面出现过度氧化或引起较大的热应力。......
2023-06-18

采用900℃淬火,可得到板条状马氏体,采用280~300℃等温淬火获得下贝氏体,再在500℃回火获得M+B下复合组织,经过硼氮复合渗后连杆热锻模的寿命比常规处理高4~6倍。表8-28为5CrMnMo钢汽车连杆热锻模不同工艺处理后的模具寿命对比。......
2023-08-18
《蓝色的海豚岛》是美国作家斯·奥台尔的作品。这本书讲了印第安小姑娘卡拉娜在海豚岛生活18年的故事。看完以后,我心中充满了对卡拉娜的敬佩,因为她靠自己的勇敢和智慧活了下来,我也为卡拉娜最后离开海豚岛而长舒了一口气。卡拉娜的生活其实是和先人的指引完全融合的,她用她的行动证明了她是优秀的。虽然卡拉娜生存下来了,但是她失去了很多——亲人、友情、群体的生活……这本书是一曲生命之歌,......
2023-08-14
相关推荐