高温燃气炉是可进行奥氏体气门固溶处理的专用热处理设备。目前国内大多数气门的固溶处理是在盐浴炉中完成的,采用人工放入与挑出。③燃气炉进行气门固溶处理的成本低,无环境污染。燃气炉的点火系统科学、规范,采用电子点火安全、可靠。根据设定的炉温,自动调整燃气与空气进气阀的大小,来控制温度的高低,其温度的均匀性在5~10℃以内,满足了气门固溶处理对温度均匀性的要求。......
2023-08-18
1.工作条件和技术要求
弹簧夹头为机床重要的夹持工具,其头部要受到反复的压缩和胀开作用,要求头部夹紧处有高的耐磨性,颈部具有高的弹性强度。通过分析常见的失效方式可以知道,夹头断裂的部位大多在卡身(颈部)与卡头部的交接处,该处的硬度高低直接影响到弹簧卡头的使用寿命。图8-12所示为弹簧夹头的结构形式。
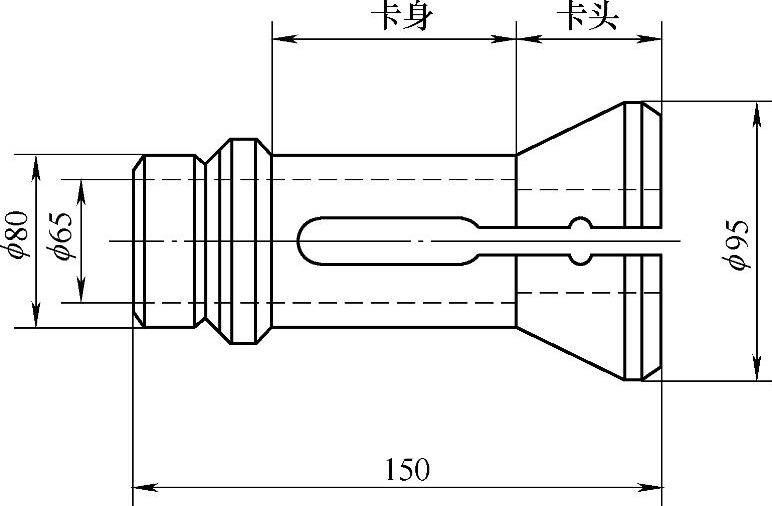
图8-12 弹簧夹头的结构形式
2.材料的选用
从使用的特点和技术要求而言,卡头部和卡身(颈部)的作用不同,故其硬度存在差异。能满足工作条件要求的材料有碳素工具钢(如65、70、75、85钢等)、低合金弹簧钢(如65Mn、60Si2MnA和50CrV等)和高合金弹簧钢(30Cr13、40Cr13和其他耐热不锈钢等)以及部分低合金工具钢(9SiCr、GCr15等),常用的材料为T8A、65Mn、60Si2Mn和9SiCr等,它们的碳的质量分数均在0.60%以上,因此既可确保头部具有高的硬度,卡身退火处理后又能具有良好的弹性,上述几类钢种均符合要求。
3.机械加工工艺流程
弹簧夹头作为汽车零部件加工企业的常用夹具,生产的需求量很大,品种和规格因机床精度、产品大小等存在差异,但其基本的机械加工工艺路线如下:备料→车加工(车外圆、车外锥面)→铣加工(铣槽、铣键槽)→打印标志→钻孔去尖角毛刺→热处理→磨加工(研磨两端倒角、磨外圆和锥面、磨内孔)→检验→车加工(车螺纹)→检验→无损检测。其中卡头部分的开口槽应在热处理后切开,为消除内孔的加工应力和保持尺寸的稳定,要对卡头部进行定型处理。
4.热处理工艺
弹簧夹头热处理要求为:卡头部硬度58~65HRC,卡身(颈部)硬度38~45HRC,自然状态下孔径胀大1.5~2.5mm,尾部硬度为20~30HRC,变形量不大于0.20mm。
考虑到弹簧夹头的整体硬度和性能要求,通常选用9SiCr制作弹簧卡头。可采用两种方法进行热处理。一种为整体淬火回火后,卡身(颈部)快速退火,另一种为整体硬度相同,硬度控制在50~55HRC。
(1)普通热处理工艺 在600~650℃预热,850~860℃加热,保温系数为0.25~0.30min/mm,为减少变形在160~180℃的硝盐浴中冷却,180~200℃回火1.5~2h。将回火后的卡身部分放入550~600℃的盐浴炉中快速加热,待工件的温度与盐浴温度一致时取出油冷,加热系数为8~13s/mm,此时卡头部和卡身部的硬度符合技术要求。该工艺处理的工件在使用中容易断裂,因此很少采用,主要原因在于很难控制头颈结合处的硬度,过高则因弹性不足造成脆断,而硬度过低又会失去应有的弹性,卡头无法正常张开。
(2)特殊要求的弹簧夹头的热处理工艺820℃×5~8min淬油,160~170℃碱浴分级淬火,440~460℃×60~90min,空冷或油冷。热处理后的整体硬度为43~48HRC,可满足要求。
(3)改进的热处理工艺 按一般要求头部和颈部硬度不同,其目的是使夹持部位耐磨,中间有良好的弹性。但在实际操作中难以控制交接处的硬度,因此常发生中段弹性不足造成断裂的情况,而因头部磨损而报废的弹簧夹头十分少见,因此整体硬度控制在50~55HRC既克服了上述缺点,又提高了使用寿命。弹簧夹头热处理工艺如图8-13所示。
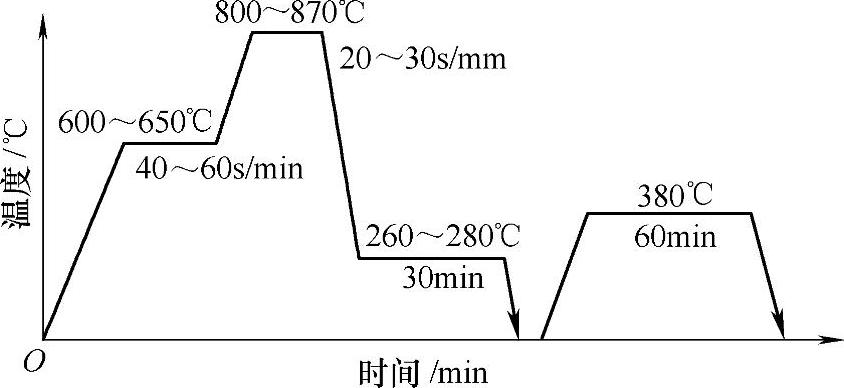
图8-13 弹簧夹头热处理工艺
(4)65Mn、60Si2MnA材料弹簧夹头的热处理工艺 在实际机械加工过程中,弹簧夹头作为必不可少的关键工艺装备作用很大。目前必须使用弹簧夹头进行工件的夹持、定位等工序,在机床制造厂弹簧夹头作为附件也采取头部和颈部两个硬度的技术要求,选用的材料多为弹簧钢如65Mn、60Si2MnA等,应用十分广泛,其热处理工艺的技术要求与9SiCr基本一致。
(5)GCr15材料弹簧夹头的热处理工艺 采用轴承钢制造的弹簧夹头,也广泛应用于机械加工中,为克服其早期断裂,采用贝氏体等温淬火,完全可以满足使用要求。贝氏体等温淬火工艺为:500~550℃箱式炉预热+840~850℃盐浴中加热,头部加热5min,然后整体加热10min,整体在油中冷却到200~250℃,立即转入280~300℃硝盐浴中保温90min,最后在160~180℃硝盐浴中回火2h。表8-19为GCr15钢制弹簧夹头不同热处理后的结果对比,试验结果表明,GCr15钢制弹簧卡头经过贝氏体等温淬火后的硬度比常规淬火低约10HRC,但使用寿命却提高了1~1.67倍。
表8-19GCr15钢制弹簧夹头不同热处理后的结果对比

(6)定型处理 将尾部与卡身段先后浸在800℃的盐浴中快速回火(防止热量影响卡头部硬度),尾部达到750~800℃后,将卡身立即浸入盐浴中,保温时间按8~10s/mm计算,予以弹性回火兼定型处理,硬度应达到38~45HRC,尾部硬度在20~30HRC。
5.热处理工艺分析与操作要点
1)弹簧夹头工作时需要有较高的弹性与良好的耐磨性,必须整体淬透,为减少变形,淬火冷却应采用热应力较小的冷却速度,即在热油、碱浴或硝盐浴中进行分级或等温淬火处理。
2)也可以对弹簧夹头进行快速加热淬火,其热处理过程如图8-14所示,盐浴温度控制在960~980℃,卡头部分加热12s(图8-14a),然后将卡身部分浸入盐浴中90s(图8-14b),首先将卡头部分在盐水中冷却6s后,将整体转入油中冷却,最后在160~180℃硝盐浴中回火1.5h后空冷至室温。在卡头部镶入胀口销后,将卡身部分浸入500~550℃低温硝盐浴中回火1.5min(图8-14c)后空冷到室温。
3)GCr15钢制弹簧夹头通过常规淬火,获得了较高硬度和强度的马氏体,但其塑韧性较差,下贝氏体尽管硬度低,但韧性很好,故解决了因脆断而报废的问题,如果进一步提高头部的硬度,其使用寿命会进一步提高。考虑到GCr15钢淬火温度要求严格,通常选择840~845℃,温度过高将使碳化物溶解过多,会引起过热而导致淬火后马氏体针粗大、综合力学性能降低、残留奥氏体数量增多、变形与氧化脱碳加剧等。
6.弹簧夹头失效的形式与原因分析
1)夹持部分磨损快。由于卡头部硬度低或夹持面出现表面脱碳,淬火后形成铁素体+托氏体组织,造成耐磨性差。
2)头部断裂。通常发生在卡头部和卡身的交接处,如果弹簧夹头的卡身部或尾部硬度高于47HRC,则在其反复胀大和压缩的过程中,会由于该部分硬度高,弹性较差,而发生断裂。
3)卡身部分弹性差,开口困难。卡身部分硬度高,不符合要求。
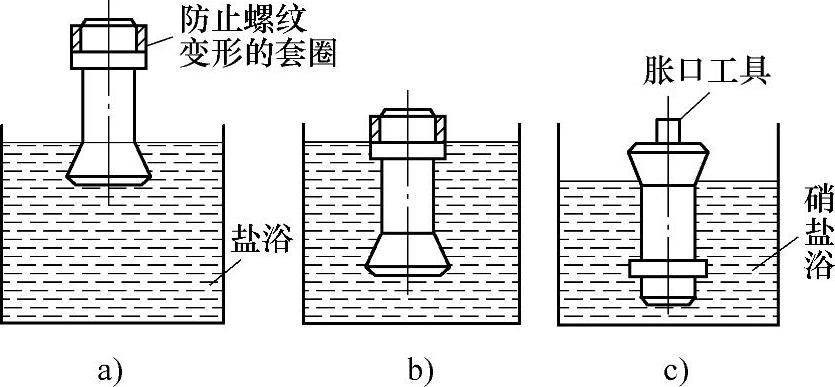
图8-14 弹簧夹头的快速热处理过程示意图
有关汽车零件热处理实用技术的文章

高温燃气炉是可进行奥氏体气门固溶处理的专用热处理设备。目前国内大多数气门的固溶处理是在盐浴炉中完成的,采用人工放入与挑出。③燃气炉进行气门固溶处理的成本低,无环境污染。燃气炉的点火系统科学、规范,采用电子点火安全、可靠。根据设定的炉温,自动调整燃气与空气进气阀的大小,来控制温度的高低,其温度的均匀性在5~10℃以内,满足了气门固溶处理对温度均匀性的要求。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

图10-14所示为气体燃料流动粒子炉的结构示意图。气体燃料加热流动粒子炉具有加热和流态化的双重效果,从炉型结构、安全操作、炉气成分的调节上应特别注意。目前用液化石油气或天然气的流动粒子炉已批量生产,采用液化石油气和空气混合物为燃料,加热介质为Al2 O3空心球或颗粒。它是目前应用较广的炉型,其比例占流动粒子炉数量的1/3。......
2023-08-18
采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18
图10-2所示为外热式油淬真空热处理炉。真空炉及其应用情况见表10-2。疲劳强度提高100倍以上,冲击磨损和低温拉伸寿命分别提高1.5~2.4倍和1.6~3.5倍,显示了真空热处理的优势。......
2023-08-18

图8-15所示为某汽车弹簧钢板冲孔凸模。表8-20Cr12MoV钢冲孔凸模的普通热处理工艺凸模必须进行气体或液体化学热处理,通常制作弹簧钢板的冲孔凸模所用材料为Cr12MoV、Cr4W2MoV、65Nb等,在热处理后进行化学热处理可明显提高凸模的使用寿命。表8-21不同表面处理工艺对Cr12MoV、Cr4W2MoV、65Nb钢冲孔模的影响65Nb等钢凸模的热处理 几种弹簧钢板冲孔凸模模具材料的热处理工艺与使用寿命见表8-22。表8-23为Cr4W2MoV钢制汽车钢板弹簧冲孔凸模的热处理工艺对比。......
2023-08-18

文献指出,H13钢在550~600℃的高温下服役,可用冷却液等反复冷却,其热疲劳性能好,加上具有良好的强韧性,比较适合制造热锻模具。H13钢曲轴锻模、连杆锻模热处理后的主要性能指标见表8-29,其热处理工艺如图8-27所示。图8-26 H13钢热锻模的锻后等温球化退火工艺表8-29H13钢曲轴锻模、连杆锻模热处理后的主要性能指标图8-27 H13钢热锻模的热处理工艺......
2023-08-18

相关推荐