汽车转向节的主销是经过连续冷拔处理的光滑圆柱体,在工作过程中要承受强烈的冲击载荷和拉伸作用,因此要求主销的表面具有高的硬度和良好的耐磨性,同时其心部要有一定的韧性。转向节主销在进行表面淬火后发生断裂,其断口平直。......
2023-08-18
1.工作条件和技术要求
图5-4所示为某汽车转向节用球头支承,要求其具有一定的强度和良好的耐磨性,同时有较高的疲劳强度,在工作过程中尺寸稳定、可承受一定的冲击作用,因此要求其进行表面淬火处理,以具有较高的硬度,来确保耐磨性,要求SR83mm球面、R14mm圆弧及ϕ74mm圆柱面均进行表面淬火,硬化区域连为一体,如图5-4所示。
2.球头支承机械加工工艺流程
选用的材料为45中碳钢,流程为:下料→模压锻造成形→完全退火→粗加工(包括车削、磨削等)→表面淬火→低温回火→校直→磨削加工→低温时效→检查→防锈包装。
3.球头支承的热处理工艺
材料选用45钢,表面淬火后硬度为48~58HRC,硬化层深度为3~6mm。考虑到零件淬火区域的横截面尺寸变化很大,为满足其硬化层深度的要求,要使用特殊结构的感应器,通常采用全淬火面同时加热淬火技术,所用感应器如图5-5所示。
中频感应淬火的工艺参数为:使用8kHz的中频电流,输出功率为140kW,零件的转速为150r/min,加热时间为5s,加热完毕全部同时入水冷却。该方法的缺点为操作不太方便。另外资料介绍,采用局部仿形感应器旋转加热淬火技术进行转向节的球头支承处理,效果不错,它克服了全淬火面同时加热淬火时,感应器操作不便和接触的零件表面容易烧伤的缺陷,其特点为两条轴线导线与零件的外形完全相仿,利用邻近效应的原理实现了零件的感应加热,具有结构简单、调整方便、淬火质量稳定和硬化层分布合理等优点。
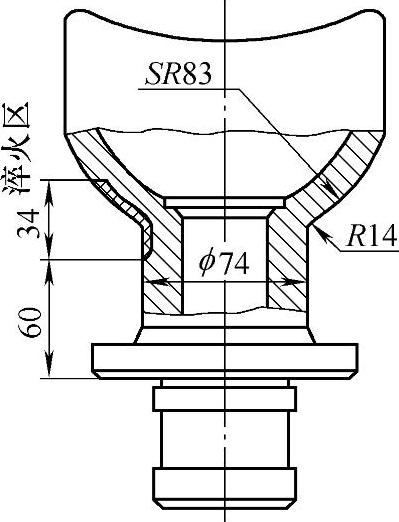
图5-4 转向节的球头支承图和技术要求
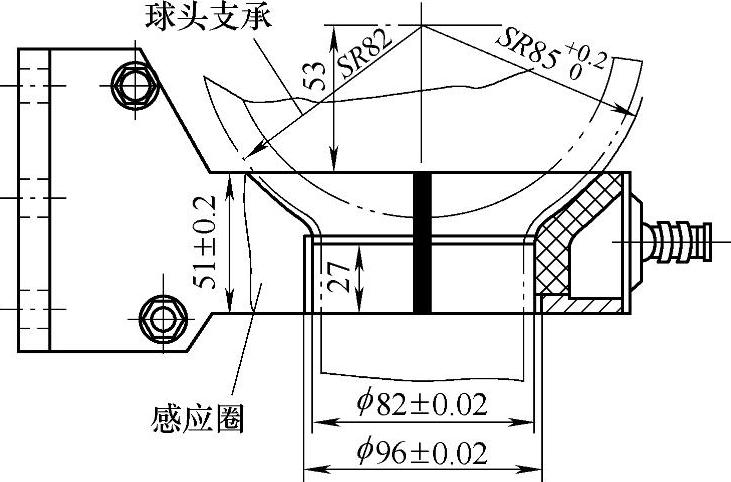
图5-5 球头支承用同时加热感应器
4.热处理工艺分析与操作要点
1)根据球头支承的工作特点,其应使用专用模具锻造成形。球头支承具有比较复杂的结构,因此如何实现局部均匀的热处理是工艺制订过程中的关键问题,各种热处理工艺方法中能实现局部淬火处理的有盐浴淬火和中频感应淬火,比较二者的热处理特点可知,选用感应淬火技术能满足其硬度和硬化层深度的要求。
2)采用仿形感应器时应将需要表面淬火的全部面积包括在内,因为有效圈的直径越大则中频电流的密度越低,所以在不同截面处感应器与零件的间隙应不同,即直径小的位置间隙大,而直径大的位置间隙小,这样才能确保整个加热表面的温度一致,获得理想的硬度和硬化层深度等。
有关汽车零件热处理实用技术的文章

汽车转向节的主销是经过连续冷拔处理的光滑圆柱体,在工作过程中要承受强烈的冲击载荷和拉伸作用,因此要求主销的表面具有高的硬度和良好的耐磨性,同时其心部要有一定的韧性。转向节主销在进行表面淬火后发生断裂,其断口平直。......
2023-08-18

轿车用悬架弹簧有压缩弹簧、组合式弹簧和扭杆弹簧三种,一般悬架弹簧分为圆柱形和腰鼓形,在周期性扭转、弯曲等交变应力的作用下,经常承受振动和冲击,同时也要受到水雾和泥沙的侵蚀等,因此工作条件恶劣,易于发生疲劳断裂失效。腰鼓形弹簧可减轻自身质量,提高行车的安全性及舒适性,同时降低了能耗。其他常见弹簧的热处理工艺见表5-15。......
2023-08-18
汽车转向系统的功能就是按照驾驶员的意愿控制汽车的行驶方向,并减轻驾驶员的疲劳强度,其对汽车的行驶安全至关重要,汽车转向系统的零件都称为保安件。机械转向系统的转向操纵机构主要由转向盘、转向轴、转向管柱等组成,它的作用是将驾驶员转动转向盘的操纵力传给转向器。......
2023-08-18

气门座失效的主要形式为烧蚀和磨损。图3-29 进气门座热处理工艺曲线4.热处理工艺分析与操作要点1)操作者应严格执行工艺要求,确保仪表与设备正常工作。2)由于进气门座呈薄片圆环状,故气门座应平整加热与冷却。......
2023-08-18

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

感应热处理零件占汽车热处理零件的70%以上,是比较有前途的热处理工艺。表1-4感应淬火的工艺方式与适用范围感应淬火件回火的目的是降低淬火应力,避免产生淬火裂纹或降低硬度,达到零件的热处理技术要求。表1-5感应淬火件的质量检验项目与要求2.火焰淬火火焰淬火的淬火温度比普通的淬火温度要高50~70℃,加热速度快,因此工件经火焰淬火后硬化层不厚,不适合处理十分重要的零件。......
2023-08-18


相关推荐