另外凸轮轴还要用来驱动燃烧系统等零件。图3-32所示为凸轮轴与凸轮形状。部分凸轮轴用铸铁及其性能要求见表3-24。表3-24部分凸轮轴用铸铁及其性能要求冷激铸铁通常不需要热处理,其表面存在软硬相间的复相组织,使其有很高的硬度和低的摩擦因数,不会发生粘着现象。采用感应加热可提高凸轮轴的强度和耐磨性,确保其在工作过程中具有高的疲劳强度和使用寿命。......
2023-08-18
1.工作条件和技术要求
汽车转向节是汽车最重要的保安件之一,它主要承受弯曲载荷的作用,即承受弯曲和扭转应力,其特点是应力在截面上的分布是不均匀的,另外最大应力集中在零件的外缘,越向内部则应力越小。根据上述特性,通常选用调质钢制造转向节,即采用40Cr、40MnB、40CrMo、40CrMnMo等中碳合金钢,经过锻造成形。
某汽车转向节简图如图5-2所示,其通常由万向节叉、十字轴和轴承等零件组成。
2.汽车转向节的机械加工工艺流程
汽车转向节的机械加工工艺流程为:剪切或锯切下料→锻造成形→调质处理→机械加工→表面淬火→磨削加工→检验→防锈包装。
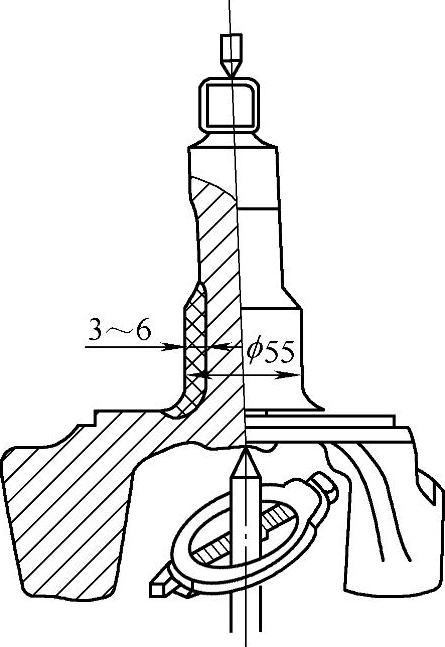
图5-2 汽车转向节简图
3.汽车转向节的热处理工艺
转向节毛坯调质处理后的技术要求如下:硬度为241~285HBW,金相组织为回火索氏体。在机械加工后转向节的轴径、圆角和端面同时进行中频感应淬火,表面硬度为52~63HRC,硬化层深度为3~5mm,组织为细针状的马氏体。调质处理的转向节加工工序多,有可能因工艺不当、材料不良而成为废品,因此在实际制造过程中,废品多数出现在锻造成形和调质处理的热处理加工过程中,常见的缺陷有锻造过热、硼脆、铜裂、淬裂、折叠、石墨化脆性以及脱碳等。
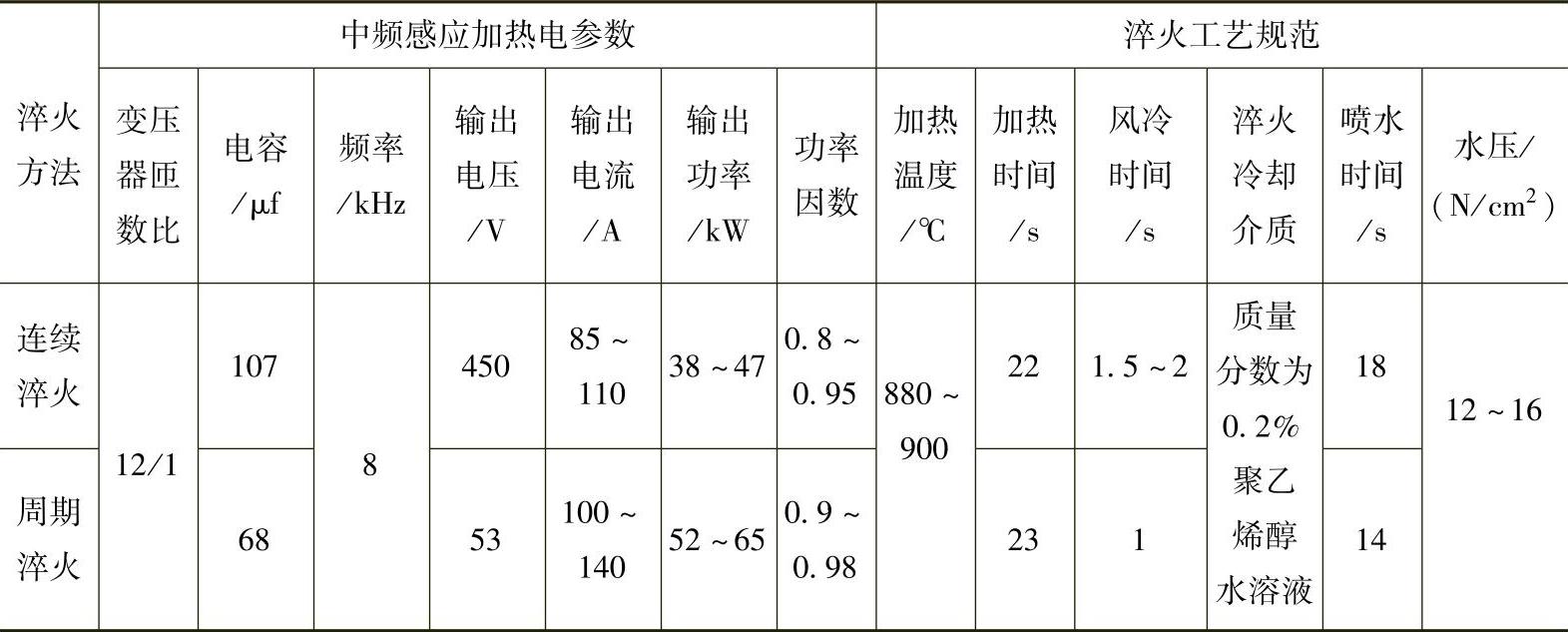
从汽车转向节的材质和工作条件可知,应首先对其进行调质处理,确保基体的强度满足要求,然后对其进行表面淬火。调质处理是在具有保护气氛的多用炉或盐浴炉内进行的,转向节的调质处理工艺为850~870℃×70min,淬火冷却介质为质量分数为0.2%聚乙烯醇水溶液,580~620℃×3h回火后水冷。表面淬火则采用专用的感应器进行,采用圆柱形感应器进行中频感应加热,具体工艺参数见表5-1。
汽车转向节一般使用半圈感应器进行表面处理,其结构如图5-3所示。

图5-3 转向节感应器
a)感应器的总成 b)有效圈的结构示意图
1—有效圈 2—导磁体 3—喷水器
表5-1汽车转向节中频感应加热电参数和淬火工艺规范
下面将不同热处理工艺对转向节弯曲疲劳寿命的影响列于表5-2中,供参考。
表5-2不同热处理工艺对汽车转向节弯曲疲劳寿命的影响

4.热处理工艺分析与操作要点
1)转向节的技术要求为耐磨性好、疲劳强度高,采用中碳合金钢制造,经过调质处理后基体的强度可以得到保证,表面淬火处理后表面的硬化层深度和硬度则满足了其工作需要。
2)转向节经毛坯调质+中频感应淬火+低温回火后,弯曲疲劳次数能比其他热处理工艺提高几十到上百倍,其原因为在调质处理的基础上进行中频感应淬火,相当于对转向节进行了表面强化处理,表面存在大量的压应力作用。所用感应圈具有半圈式结构,其特点是转向节轴径、圆角以及端面各部位加热均匀,硬化层分布合理,同时可对加热温度和硬化层深度进行调节,方便进行批量生产。为了提高加热效率,在轴向导体和半锥环导体上装有∏形硅钢片。转向节的叉子是由碳素钢或合金钢等经过锻造、热处理制成的,其具有好的刚性和强度。
有关汽车零件热处理实用技术的文章

另外凸轮轴还要用来驱动燃烧系统等零件。图3-32所示为凸轮轴与凸轮形状。部分凸轮轴用铸铁及其性能要求见表3-24。表3-24部分凸轮轴用铸铁及其性能要求冷激铸铁通常不需要热处理,其表面存在软硬相间的复相组织,使其有很高的硬度和低的摩擦因数,不会发生粘着现象。采用感应加热可提高凸轮轴的强度和耐磨性,确保其在工作过程中具有高的疲劳强度和使用寿命。......
2023-08-18

表1-2为汽车部件分类及对钢材的技术要求。汽车车身使用的材料主要有薄钢板、镀锌薄钢板、薄铝板、合金板等。气门弹簧的钢丝疲劳寿命要求达到2300万次,因此对弹簧钢丝的生产稳定性要求十分苛刻。......
2023-08-18
2)实现零件热处理前后清洗的自动化作业,确保炉内加热气氛的稳定,实现清洁生产和零污染。4)研发零件热处理后免清洗的加热介质或冷却介质,实现热处理过程水的无污染、零排放。7)加热设备余热的回收利用。......
2023-08-18

半轴感应淬火的主要目的是提高抗扭强度,感应淬火后其扭转疲劳强度比调质态提高十几倍,目前国内外汽车半轴都采用了感应淬火工艺。试验数据表明,将半轴的淬硬层深度增大43%以上,就能够获得理想的扭转疲劳强度等性能指标。表4-42为40MnB钢带法兰半轴的感应淬火工艺规范。......
2023-08-18

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18
表7-1轴承的性能与材料特性目前对轴承的使用条件又提出了很多要求,如耐腐蚀、耐低温、耐高温等,同时要求降低成本、提高加工性能。轴承的冷处理通常用于尺寸稳定性要求高的精密轴承,其可以减少组织中的残留奥氏体,使组织稳定,提高轴承的尺寸稳定性,同时硬度也稍有提高。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

相关推荐