而检测发现调质硬度为20~21HRC,淬硬层深度为2.05~3.0mm,表面硬度为52~56HRC,断口处没有淬硬层,断口处为淬硬层过渡区,此处受到感应淬火时的热影响,造成表面比基体硬度更低,此处强度大大降低,这是造成半轴断裂的主因。5)半轴的热处理质量检验具体参见表4-47和表4-48执行。......
2023-08-18
(1)半轴的技术要求 半轴的热处理包括调质处理、中频感应热处理以及调质后再中频感应热处理。半轴的技术要求见表4-35,通常采用中碳钢或中碳合金钢等制造,个别采用低碳钢渗碳后进行淬火处理。
(2)半轴的调质工艺 汽车半轴调质处理的目的是获得均匀一致的回火索氏体组织,使半轴心部具有良好的综合力学性能,确保基体的强度和良好的韧性,为最终的表面淬火做好组织上的准备。部分汽车半轴的调质处理工艺规范见表4-38。
表4-38部分汽车半轴的调质处理工艺规范
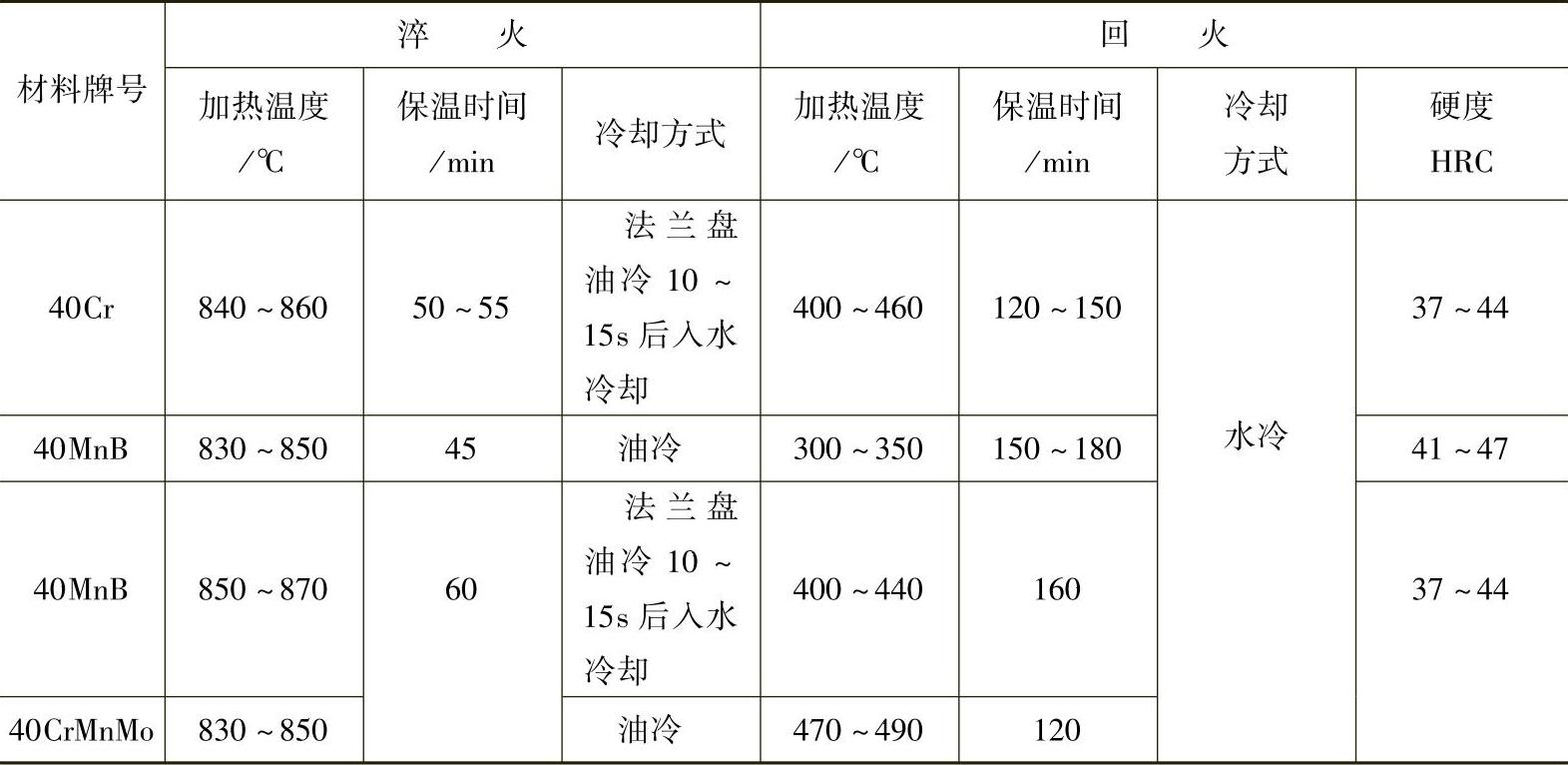
从表4-38可知,中碳合金钢处理后硬度在37~47HRC之间,故其组织为索氏体+部分回火托氏体,有较好的疲劳强度、高的冲击韧度等,完全能满足工作需要。
(3)半轴的感应淬火处理 半轴表面淬火前的预备热处理为正火、退火或调质,以得到合理的基体硬度和强度,为表面淬火做好组织上的准备。半轴法兰与杆部硬化层的连续与否,以及杆部硬化层深度与直径之比,是决定半轴疲劳强度的关键因素,半轴常采用的材料为40Cr、40MnB、42CrMo、40CrMnMo等。
对于轻型载货汽车和小轿车,法兰盘式半轴(直径在50mm以下)的淬硬层深度按要求确定,如图4-15所示。这里以40Cr为例简述半轴的表面淬火技术要求:淬火前调质基体硬度为321~375HBW,淬火后的硬度达到45~58HRC,回火后的硬度均要求为45~50HRC,硬化层深为2.5~5mm。
半轴感应淬火的主要目的是提高抗扭强度,感应淬火后其扭转疲劳强度比调质态提高十几倍,目前国内外汽车半轴都采用了感应淬火工艺。随着汽车载重量的增加,普遍的做法是增大半轴直径,现在已经增大到60mm甚至更大,同时为降低半轴法兰部位过渡圆角的应力水平,应增大圆角尺寸,从R7mm增大到R20mm甚至更大。材料和热处理科研人员正研究如何增大半轴淬火硬化层的深度,扩大法兰部位淬火范围,这是提高零件强度的有效措施。试验数据表明,将半轴的淬硬层深度增大43%以上,就能够获得理想的扭转疲劳强度等性能指标。
硬化层的深度要求如下:法兰盘根部圆角要淬硬,圆角硬化区的最小直径要比半轴杆部直径大25%,花键处为花键直径的10%,杆部为直径的15%。硬化区可允许有少量的铁素体,在半马氏体处的铁素体量应不大于20%(体积分数)。根据半轴的工作条件和产生质量问题的主要环节,硬化层必须从法兰盘根部开始直到花键的末端4~7mm,如法兰盘根部没有硬化或硬度不够,则将大大降低半轴的整体强度。半轴过去多采用调质处理,使用寿命不高。随着科学技术的进步,目前国内外基本都采用感应淬火来代替调质处理,明显提高了半轴的疲劳寿命(从几倍到几十倍),是普通调质处理工艺所无法比拟的,热处理工艺对汽车半轴疲劳寿命的影响见表4-39。
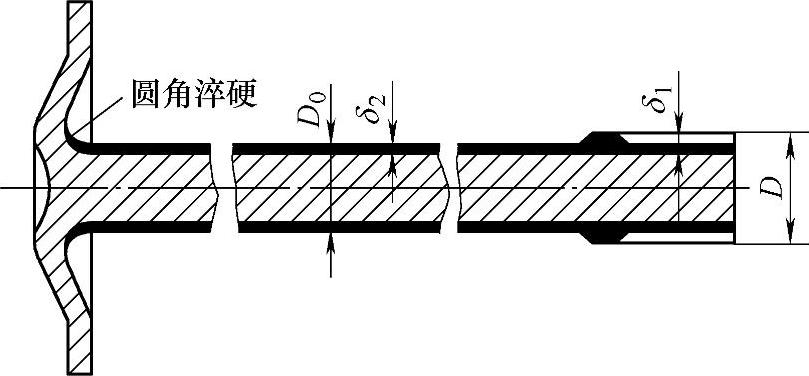
图4-15 半轴表面淬火的硬化层深度
表4-39热处理工艺对汽车半轴疲劳寿命的影响
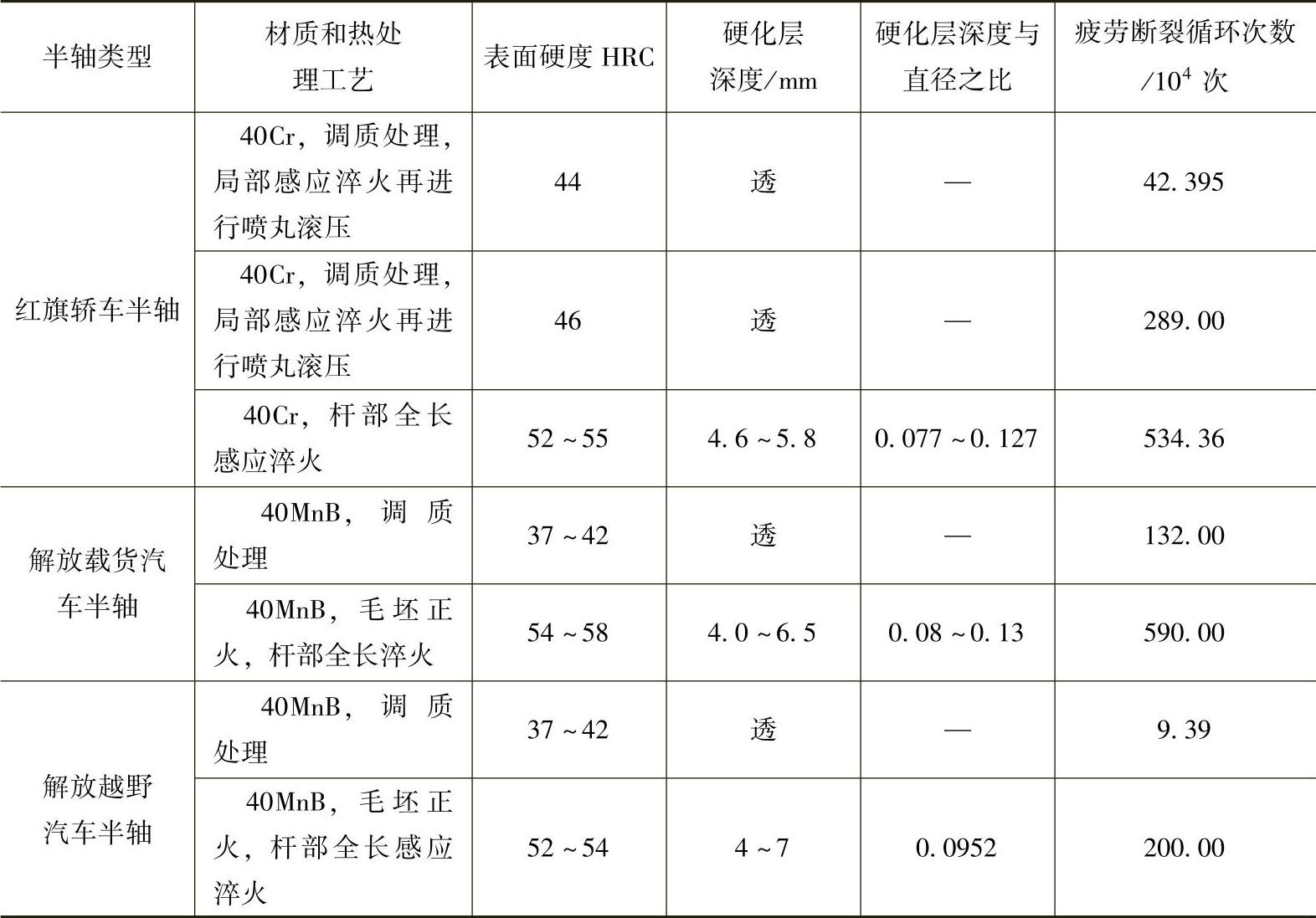
从表4-39中可知,汽车半轴经调质处理后疲劳断裂循环次数明显低于感应淬火,这同感应淬火后半轴表面获得的残留压应力有关,资料介绍,感应淬火是提高零件使用寿命的表面强化技术,从某种意义上说它具有操作简单、成本低、易于获得良好强化效果的特点,在汽车制造业中得到越来越多的推广和应用。一般汽车半轴采用圆环感应器进行连续加热,为了提高加热的效率,在有效圈上常装有硅钢片导磁体,槽口斜对法兰圆角,目的是利用槽口效应,将有效圈上的中频电流从圆角驱逐到与圆角对应之处,此处在10s内可得到迅速加热,可以得到非常合理的表面硬化层。所用圆环感应器如图4-16所示,半圈式半轴感应器连续淬火技术与圆环感应器相比具有以下优点:能使阶梯轴的小直径轴根处的硬化层平直连续,圆环感应器和半圈感应器淬火结果的对比见表4-40;解决了花键齿顶硬度偏低的问题;消除了花键过渡软带问题,防止花键过渡区出现“磁场跳跃”。
表4-40圆环感应器和半圈感应器淬火结果的对比(以CA72红旗轿车半轴为例)

半轴表面淬火的工艺参数和要求为:加热功率150~300kW,频率2500-3000Hz,半轴采用中频感应淬火,冷却水流速不小于10m/s,淬火后的工件表面压应力可达700~800MPa,经过250℃回火后,降到400~500MPa。保证半轴表面存在一定的残留压应力,将有助于使半轴有较高的疲劳强度,可进行自回火,也可在炉内回火,温度控制在180~250℃,时间为90~120min。为了保证法兰圆角的均匀加热,可在感应器上加导磁体,具体如图4-17所示。表面淬火后一般马上进行感应加热回火,随后在井式炉或箱式炉中进一步回火,也可感应淬火后立即在炉中回火。事实证明前一种回火方式有利于防止回火前裂纹的产生。

图4-16 半轴中频连续淬火用圆环感应器
半轴整体表面淬火技术的出现是感应淬火技术的重大进步,该方法既提高了生产率又节约了能源,由于加热时有效方向与半轴中心线平行,产生垂直于半轴中心线的横向磁场,故轴向尺寸变化不会引起磁力线的转移。矩形感应器纵向加热整体淬火技术与半轴连续淬火相比具有以下特点:生产率高,便于实现机械化和自动化;利用邻近效应加热,加热层浅,因此半轴的淬火变形小,只有10%的淬火半轴需要校直;表面得到均匀加热,无淬火裂纹和硬度不均匀现象;淬火消耗的电量低;提高了花键齿顶的硬度。从图4-18中可以看出在有效圈A端的圆弧处镶嵌有硅钢片导磁体,因此在感应加热过程中半轴法兰根部圆角的升温速度较快,该处加热均温时间长,确保了硬化层的深度和有足够的硬化区域。矩形感应器与半轴的间隙为5~8mm,因此升温慢,加热时间长,硬化层厚而均匀,克服了连续淬火时因产生软带而造成的强度低的缺陷,有效避免了花键尾部的断裂。

图4-17 对半轴法兰进行感应加热时采用的导磁体
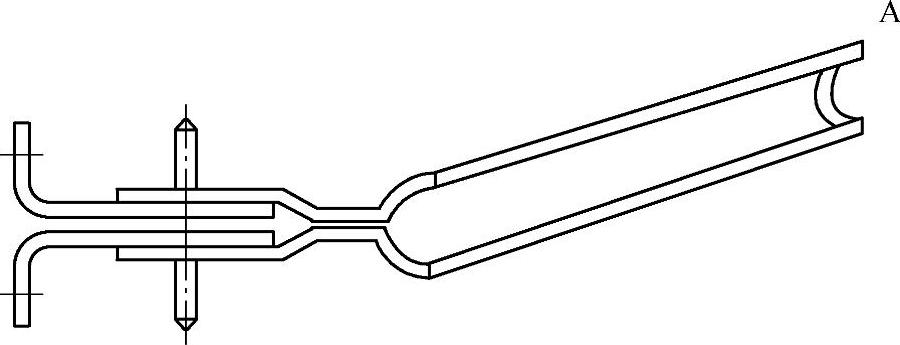
图4-18 半轴整体一次感应淬火感应器的有效圈示意图
表4-41为40MnB半轴正火、表面淬火后的技术要求,可以看出正火后的硬度是确保感应淬火硬度合格的前提,中频感应淬火实现了半轴高硬度和良好耐磨性的要求,同时也提高了疲劳强度和使用寿命。表4-42为40MnB钢带法兰半轴的感应淬火工艺规范。
表4-4140MnB半轴正火、表面淬火后的技术要求(CA10、EQ1090汽车半轴)

表4-4240MnB钢带法兰半轴的感应淬火工艺规范
采用整体一次感应加热的方法能够克服半轴感应热处理不便于实现机械化和自动化,靠近半轴杆部花键区会产生软带、强度较低以及使用过程中花键尾部断裂的问题。事实证明采取整体一次感应加热的方法,可使法兰圆角部位的加热效果增强,此处加热温度均匀、时间短,故确保了该处的硬化层深度和足够的硬化区域,既提高了疲劳强度又使花键齿部的硬度得到了提高。

图4-19 水喷射和浸水冷却的冷却能力的比较(水温28℃,喷射水量220mL/s)
需要引起注意的是,中频感应淬火时用水作淬火冷却介质,采用喷射冷却,淬火冷却速度是很快的,图4-19所示为28℃自来水在不同冷却方式下的冷却能力的比较,从图中可知两者的冷却速度相差很大。在半轴的实际热处理过程中,要采取适宜的冷却方式避免因冷却速度过快而造成半轴的开裂。资料介绍,淬火水温对花键淬火裂纹的影响十分明显,见表4-43。另外50℃的冷却水在200~300℃温度区间内的最大冷却速度小于静水的浸沉冷却,因此可以消除淬火裂纹的产生。可见淬火冷却性能不良和冷却方式不佳(如冷却速度和均匀性)同样会引起淬火裂纹的产生,对于硬化层较薄(2~3mm)的花键及一些形状简单的零件,采用自来水作淬火冷却介质是没有产生淬火裂纹的危险的。
表4-43淬火水温对花键淬火裂纹的影响
注:1.冷却水泵压力为0.15~0.2MPa,感应器喷水压力为0.015MPa。
2.磁粉无损检测检查裂纹。
3.每种淬火零件检查20件。
半轴的表面淬火硬度可通过硬度计、锉刀进行检验,通常采用洛氏硬度计来判断淬火后的硬度是否符合技术要求。另外为提高零件的力学性能和使用寿命,对半轴硬度偏差有具体的要求,其硬度的变化范围也应符合表4-44中的规定。所用标准锉刀为双纹扁锉(规格为150mm、200mm)以及圆锉(规格为ϕ4.3mm×175mm,50~66齿/25mm)等,标准试块规格为ϕ50mm×12mm,作用于锉刀上的力为45~53N,采用标准锉刀十分方便、简单,但要求检验人员必须有丰富的经验,否则会造成错判或误判。
表4-44感应淬火零件表面硬度的波动范围
资料介绍,EQ1090汽车后桥半轴经感应加热回火后疲劳寿命比炉内回火寿命提高1倍,其原因在于高频加热时最外层首先在感应圈内产生马氏体的分解,使体积收缩处于相变的超塑性阶段,待整体回火完成后,表层形成更大的压应力。因此有利于提高疲劳强度和应力的分布,而炉内回火时无此压应力出现。感应回火和炉内回火对半轴扭转疲劳寿命的影响见表4-45,材料为40MnB,正火处理,试验条件中频感应淬火(频率8000Hz),硬化层深6~7mm,扭转力矩为2940N·m。
表4-45感应回火和炉内回火对半轴扭转疲劳寿命的影响

汽车后半轴用40Cr钢制造,首先经过调质处理后基体硬度控制在22~28HRC,组织为均匀细致的回火索氏体和少量的铁素体。仍然采用中频感应淬火的方法,获得高的表面硬度,杆部硬化层硬度为55~63HRC、花键部分硬度为48~55HRC,硬化层深度为3.5~6.0mm。对半轴的热处理质量进行控制,使其淬火后的硬度不小于477HBW,硬化层深度(自零件表面至半马氏体区的距离)必须大于杆部直径的1/4,金相组织为回火索氏体和托氏体。
感应加热采用多匝圆柱形感应圈,以保证半轴加热温度的均匀,推荐的尺寸为ϕ60mm×15~25mm,花键和杆部的淬火移动速度分别为0.36m/min和0.30m/min。
半轴在热处理过程中产生的淬火裂纹和早期的疲劳断裂,经分析多数与盘部和杆连接处存在大量的网(块)状铁素体有关(此处硬度低),一般是由淬火工艺不良、操作不当等造成的,盘部入水时间过早或离水面太近,则淬火后的应力过大,会产生淬火裂纹;淬火时盘部离水面过远,盘部和杆连接处会产生强度和硬度低的铁素体组织,将造成半轴的早期疲劳断裂。为了防止淬火开裂、提高其疲劳寿命,在对半轴进行整体加热时,应首先对盘部进行油冷,出油后进行自回火,最后进行整体水冷,如再进行一次中频感应淬火,其疲劳强度将成倍提高。对于感应淬火零件,表面淬火缺陷的检验十分重要,及时检出可避免后续加工的浪费,通常采用磁粉无损检测法检查淬火裂纹和材料裂纹,它是利用钢铁零件本身具有铁磁性的性质进行的。磁粉无损检测方法的种类见表4-46。
表4-46磁粉无损检测方法的种类
有关汽车零件热处理实用技术的文章

而检测发现调质硬度为20~21HRC,淬硬层深度为2.05~3.0mm,表面硬度为52~56HRC,断口处没有淬硬层,断口处为淬硬层过渡区,此处受到感应淬火时的热影响,造成表面比基体硬度更低,此处强度大大降低,这是造成半轴断裂的主因。5)半轴的热处理质量检验具体参见表4-47和表4-48执行。......
2023-08-18

高温燃气炉是可进行奥氏体气门固溶处理的专用热处理设备。目前国内大多数气门的固溶处理是在盐浴炉中完成的,采用人工放入与挑出。③燃气炉进行气门固溶处理的成本低,无环境污染。燃气炉的点火系统科学、规范,采用电子点火安全、可靠。根据设定的炉温,自动调整燃气与空气进气阀的大小,来控制温度的高低,其温度的均匀性在5~10℃以内,满足了气门固溶处理对温度均匀性的要求。......
2023-08-18

图8-12所示为弹簧夹头的结构形式。考虑到弹簧夹头的整体硬度和性能要求,通常选用9SiCr制作弹簧卡头。表8-19为GCr15钢制弹簧夹头不同热处理后的结果对比,试验结果表明,GCr15钢制弹簧卡头经过贝氏体等温淬火后的硬度比常规淬火低约10HRC,但使用寿命却提高了1~1.67倍。......
2023-08-18

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

针对稳定杆的淬火变形超差问题,采用以下措施才能确保热处理后的产品满足技术要求:合理装夹,采用专用淬火夹具,如图4-21所示;改进淬火加热温度,从850℃提高到880℃,出炉后在30s内迅速在平台上校直稳定杆,并装入夹具中,同时确保零件淬火前的温度为830~850℃,立即入油淬火,改进后的热处理工艺曲线如图4-22所示。采用以上措施后彻底解决了汽车稳定杆变形超差的问题。......
2023-08-18

完全退火首先是把亚共析钢加热到Ac3以上30~50℃,保温一段时间,随炉缓慢冷却以接近平衡组织的热处理工艺。均匀化退火是把合金钢铸锭或铸件加热到Ac3以上150~200℃,保温10~15h后缓慢冷却的热处理工艺。钢的渗碳 将钢件在渗碳介质中加热并保温使碳原子渗入表层的化学热处理工艺,称为渗碳。工件表面渗入氮和碳,并以渗氮为主的化学热处理,称为氮碳共渗。......
2023-06-28

相关推荐