采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18
东风EQ140型汽车传动轴总成分解图如图4-12所示。传动轴的作用是将变速器转矩传递到驱动桥上,一般分为管式和实心两种。通常传动轴采用空心钢管,具有用料少和质量轻的特点,因此得到了广泛的应用。其右端焊有万向节叉,用来装十字轴轴承,而左端焊接一段实心花键轴,伸缩套呈空心管状,内有花键,左端部焊有万向节叉,安装万向节的十字轴轴承。花键轴和万向节叉采用中碳钢制造,经热处理后分别焊在传动轴的两端。在万向节传动装置中,传动轴是主要的传力部件,空心轴的壁厚为1.5~3.0mm,通常由钢板卷焊而成,只有载货汽车才会采用无缝钢管制造。
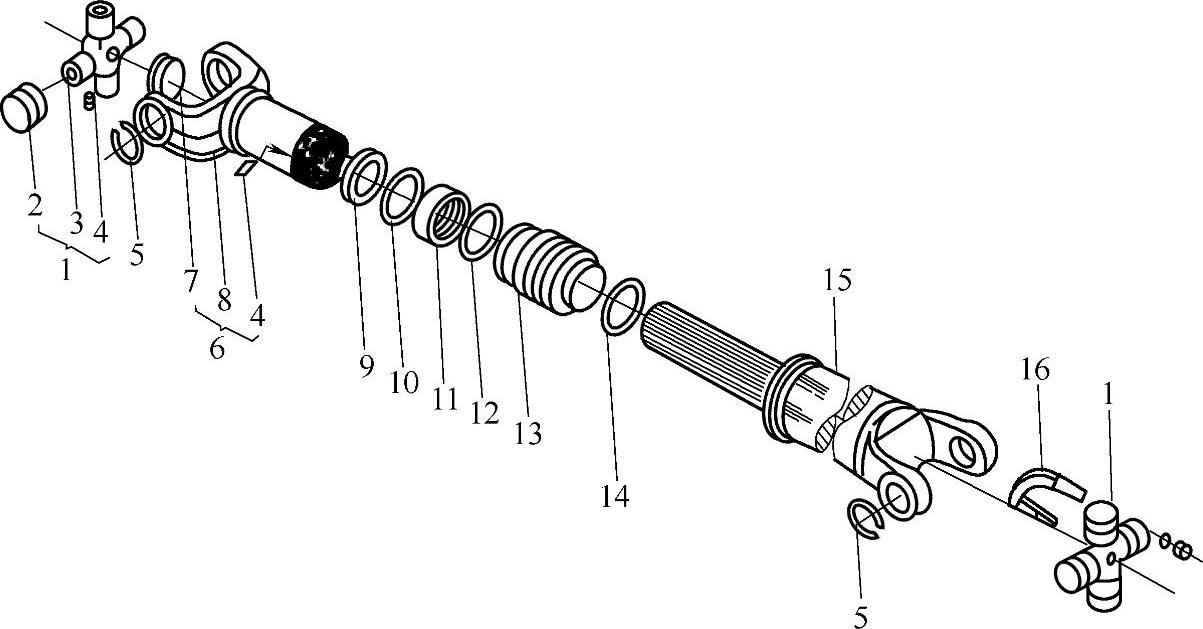
图4-12 东风EQ140型汽车传动轴总成分解图
1—十字轴带滚针轴承总成 2—十字轴滚针轴承总成 3—十字轴 4—直通滑脂嘴 5—孔用弹簧挡圈 6—传动轴套管叉总成 7—传动轴套管叉塞片 8—传动轴套管叉 9—套管叉油封 10—油封垫片 11—油封盖 12—传动轴花键护套大卡环 13—传动轴花键护套 14—传动轴花键护套小卡环 15—传动轴 16—万向节U形螺栓
汽车传动轴的热处理工艺为:整根轴轧制为棒料后进行退火或正火处理(含Mo、V、Ti的钢一般退火,840~860℃保温后炉冷,获得铁素体+珠光体组织;低合金含量的钢一般正火,840~860℃保温后空冷,获得铁素体+珠光体组织),以获得较好的切削加工性能,加工后整体进行调质热处理(一般为840~860℃保温后油淬,进行550~650℃的高温回火,获得回火索氏体组织),获得强度、韧性、塑性都较好的综合力学性能(抗扭、抗弯、无脆性断裂),然后对其花键进行精加工,此时的花键硬度较低(约35~40HRC)不耐磨,还需要对花键进行二次热处理强化,目前多采用感应热处理,获得隐晶马氏体,花键表面硬度为58~62HRC,目的是获得较高的抗磨寿命。
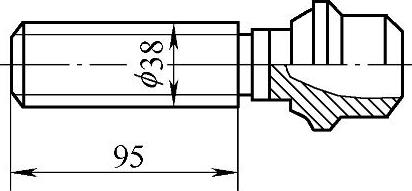
图4-13 汽车传动轴示意图
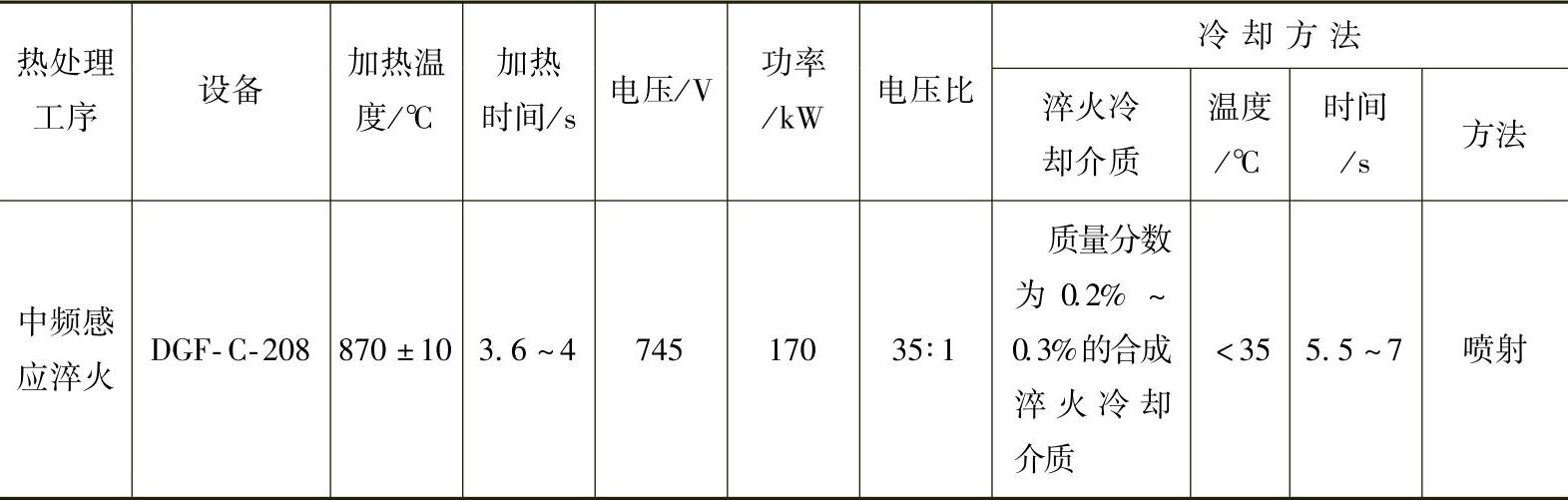
汽车传动轴如图4-13所示,采用40MnB或40Cr钢制造,整体调质处理后,在ϕ38mm×95mm处进行中频感应淬火处理,其淬硬层深度为1.5~2.5mm,表面硬度在48HRC以上。要求抗扭强度高、弯曲刚度大,能满足高速回转的需要。具体的热处理工艺规范见表4-36,汽车传动轴的回火通常采用自回火的方式进行。
表4-36汽车传动轴中频感应淬火工艺参数
有关汽车零件热处理实用技术的文章

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

对不同材料采用的稳定化处理工艺参数见表3-50。因此为避免出现断裂,在实际的热处理过程中,应采取以下措施:降低渗碳碳势和渗层的碳浓度,即将新旧渗碳剂的比例降低;渗碳温度从910℃降低到880~890℃,时间适当缩短,这样有利于减小热应力,使晶粒较细;合理控制冷处理和回火工艺操作,适当延长回火时间,消除残留应力。......
2023-08-18

表3-47部分低碳钢曲轴链条零件销轴、滚子和衬套碳氮共渗热处理的技术要求用20CrMo钢制作的滚子淬火后获得低碳马氏体组织,经180~220℃回火后,明显提高了使用寿命。图3-53 曲轴链条的销轴、滚子和衬套的气体碳氮共渗工艺通常选用网带式碳氮共渗炉或滚筒式渗碳炉,零件的碳氮共渗采用滴注方式,渗剂主要有煤油和甲醇,其中甲醇为稀释剂。......
2023-08-18
锻模的退火工艺 锻模是经过锻打成形的,因此在进行机械加工之前,要进行降低硬度、改善组织的退火处理,目的是便于切削加工、为最终热处理做组织准备。当然若有条件最好采用保护气氛炉或真空淬火炉加热,这样可完全消除锻模表面的氧化或脱碳质量缺陷,确保锻模表面的成分和组织不发生改变,事实表明经过处理的锻模的使用寿命和疲劳强度明显提高,资料显示锻模的寿命提高3~5倍。......
2023-08-18

气门座失效的主要形式为烧蚀和磨损。图3-29 进气门座热处理工艺曲线4.热处理工艺分析与操作要点1)操作者应严格执行工艺要求,确保仪表与设备正常工作。2)由于进气门座呈薄片圆环状,故气门座应平整加热与冷却。......
2023-08-18
影响汽车齿轮使用寿命的因素很多,除了设计、选材、冷加工以及使用条件外,齿轮的热处理质量具有直接的影响,而齿轮的热处理质量是通过金相组织来进行控制与鉴别的,故对齿轮的热处理过程进行准确的检验和严格的控制,是确保齿轮质量的关键。齿轮的受力状态十分复杂,只有经过化学热处理才能满足工作需要。齿面磨损为齿轮的主要失效形式。表4-2为在磨损和交变应力作用下零件的选材及其热处理。......
2023-08-18
相关推荐