图10-5所示为无炉罐网带式淬火炉示意图。网带式保护气氛连续作业炉与上料机构、前清洗机、淬火油槽、后清洗机等组成一条自动化热处理生产线。后者为目前网带式保护气氛加热炉常采用的结构形式。......
2023-08-18
(1)常用材料的技术要求 油泵油嘴偶件常用材料与技术要求见表3-49。
表3-49油泵油嘴偶件常用材料与技术要求
另外新型材料20CrMoS用于重型载货汽车发动机喷油器偶件,其呈冷拉退火态供货,显微组织为F+P,硬度为179~239HBW,其各项性能均优于18Cr2NiWA。
(2)油泵柱塞副和喷油偶件的热处理 油泵柱塞副和喷油偶件使用的材料不同,采用的热处理工艺不同。机械加工工艺流程为热轧退火→切料→机械加工→热处理→精加工→稳定化处理→成品。
1)GCr15钢的热处理技术要求为硬度62~65HRC,马氏体级别小于3级。热处理流程为淬火加热→油中冷却→冰冷处理→回火→两次时效处理。工艺参数为840~860℃盐浴加热,在160~170℃的硝盐中分级冷却,在-60~-70℃温度下冷处理30~40min,工件升到室温后放入150~170℃温度下,回火2~4h,随后在130℃温度时效两次,每次4~6h。低温回火可使淬火马氏体转变为回火马氏体,残留奥氏体发生转变,起到减小淬火应力和保持尺寸稳定的作用。GCr15柱塞副和针阀体的热处理工艺如图3-54所示。
采用冷处理的目的是减少残留奥氏体的数量,稳定组织尺寸。淬火温度不能过高,否则会使Ms点明显下降,造成残留奥氏体的数量增多,为了减少畸变,可在150~180℃进行分级淬火。马氏体分级淬火工艺曲线如图3-55所示。在热处理过程中需要注意以下几点。
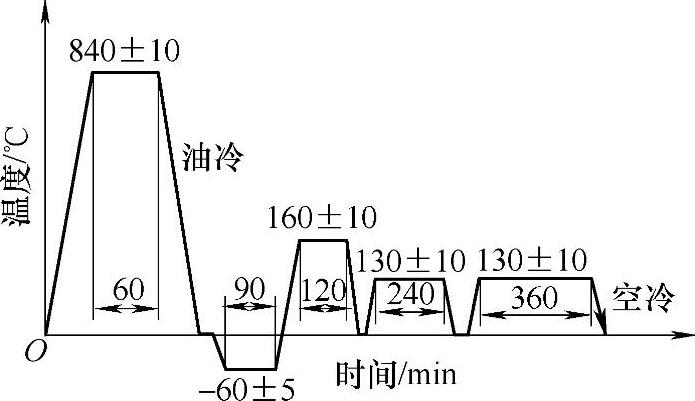
图3-54 GCr15柱塞副和针阀体的热处理工艺
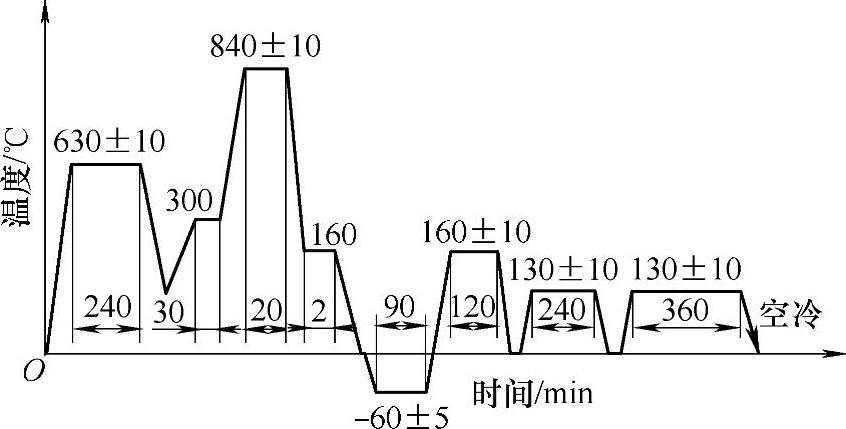
图3-55 马氏体分级淬火工艺曲线
①分级温度和时间。温度低于150℃将提高残留奥氏体的数量,使冰冷处理的效果降低;保持时间应依据零件的大小而定,一般为2~5 min,原则是确保内外温度一致,时间过长又会造成残留奥氏体的数量增多,在钢的Ms点盐浴中冷却零件的截面十分均匀地形成马氏体组织,因此不会形成过大的残留应力。分级淬火的特点是减轻零件开裂的倾向,零件的畸变和残留应力小,有利于提高零件的内在质量,需要注意分级淬火的温度、保温时间以及从淬火槽中取出的工艺流程,这些对残留奥氏体数量有直接的影响,如图3-56所示。
②分级后的冷却。资料介绍冷却方式对残留奥氏体的数量有很直接的影响,分级后可采用水冷、油冷或空冷,只有快速的水冷才能最大限度地减少残留奥氏体的数量。
③如采用淬火油冷,则应严格控制淬冷油温和停留时间,如油温过高或时间过短,零件未能冷透将使内部残留奥氏体的数量增多,会造成硬度不足或尺寸的不稳定,影响零件的热处理质量。
2)GCr15SiMn钢的热处理技术要求为硬度达到62~65HRC。其热处理工艺如下:较大功率的柴油机的针阀体采用GCr15SiMn钢制造,图3-57所示为它的外形尺寸。但采用GCr15钢的热处理工艺处理的工件,其寿命仅为几十个小时,在实际生产中采用真空油淬热处理,寿命提高到2000h以上。
在真空炉内830~850℃加热,保温60min,冲入高纯氮气(99.999%以上)到炉压40kPa入油冷却,其工艺曲线如图3-58所示。
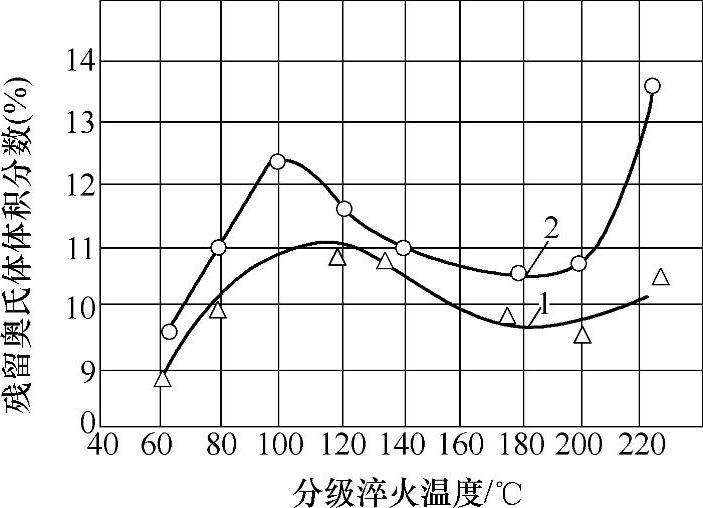
图3-56 分级淬火温度和时间对GCr15残留奥氏体数量的影响
1—850℃分级淬火保持5min 2—850℃分级淬火保持3min
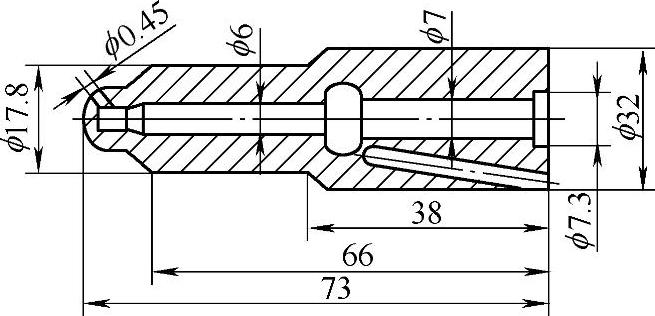
图3-57 较大功率柴油机针阀体
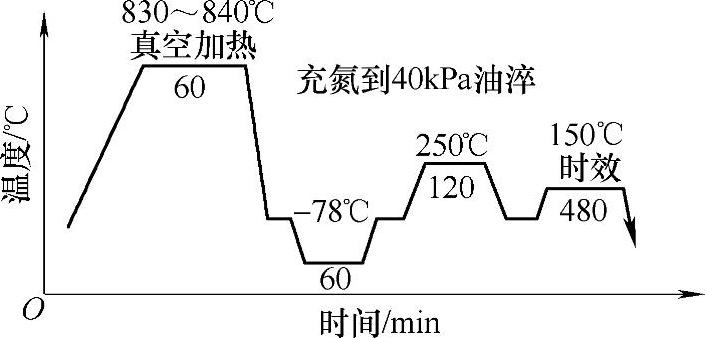
图3-58 GCr15SiMn钢针阀体真空热处理工艺曲线
3)25SiMnMoVA钢的热处理技术要求为硬度62~65HRC。工艺流程为渗碳→淬火→回火。渗碳在强碳势的渗碳剂中进行,一般采用中孔堵塞的固体渗碳处理,也可采用煤油和甲醇进行气体渗碳。采用820~830℃或中孔堵塞的860~880℃气体渗碳工艺。采用CO2红外仪或氧探头控制炉内气氛的方法,可确保渗碳质量,目前国内外已经推广真空渗碳工艺,其具有渗碳质量好、工件变形小、环境无污染、生产方便、使用寿命长、劳动条件好等优点,因此具有良好的经济效益和社会效益。
第一种热处理工艺为920℃渗碳保温结束后油冷,于240~280℃的油炉或硝盐炉中回火。第二种工艺为910℃加热在280℃的硝盐炉中分级冷却,约10~20min转油冷。回火在260~280℃的温度下进行。第二种工艺可获得最佳的冲击韧度,寿命得到大幅度提高。
(3)18Cr2Ni4WA钢针阀体的热处理工艺 其技术要求为硬度62~66HRC。基本工艺流程为渗碳→随罐空冷→冷处理→低温时效。另外也可采用渗碳→高温回火→淬火→冰冷处理→四次回火的工艺流程。
固体渗碳后随罐空冷进行冰冷处理的工艺如图3-59所示,热处理后的硬度大于58HRC。渗碳后重新加热的热处理工艺如图3-60所示。
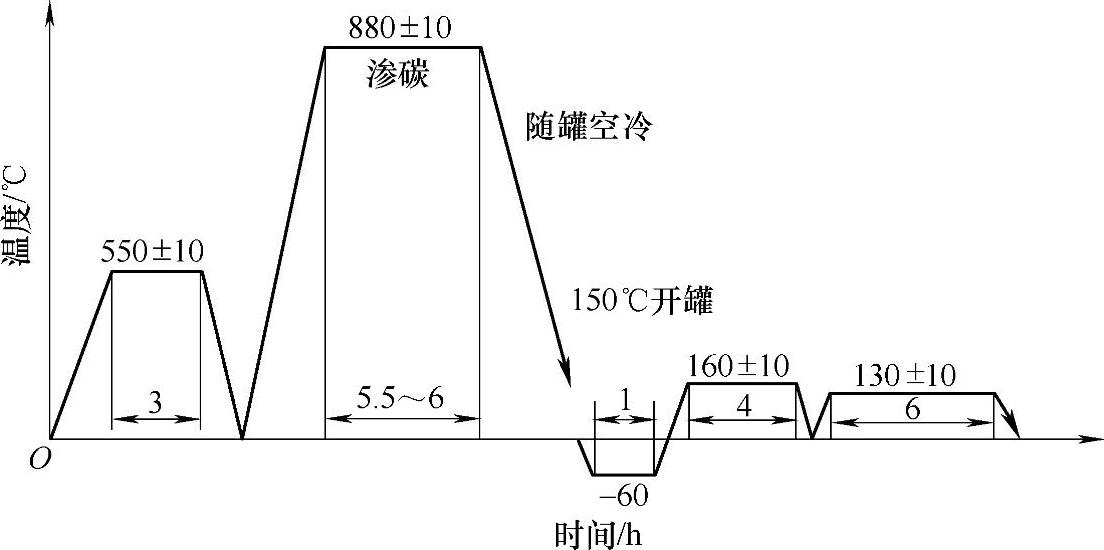
图3-59 18Cr2Ni4WA钢针阀体固体渗碳后随罐空冷进行冰冷处理的工艺
(4)W18Cr4V、W6Mo5Cr4V2钢针阀体的热处理工艺 两针阀体的热处理工艺曲线分别如图3-61和图3-62所示,热处理后的硬度为62~66HRC,变形小,内孔无堵塞。如有条件最好在真空炉中淬火,这样可实现零件的无氧化加热,事实证明可明显提高其使用寿命。
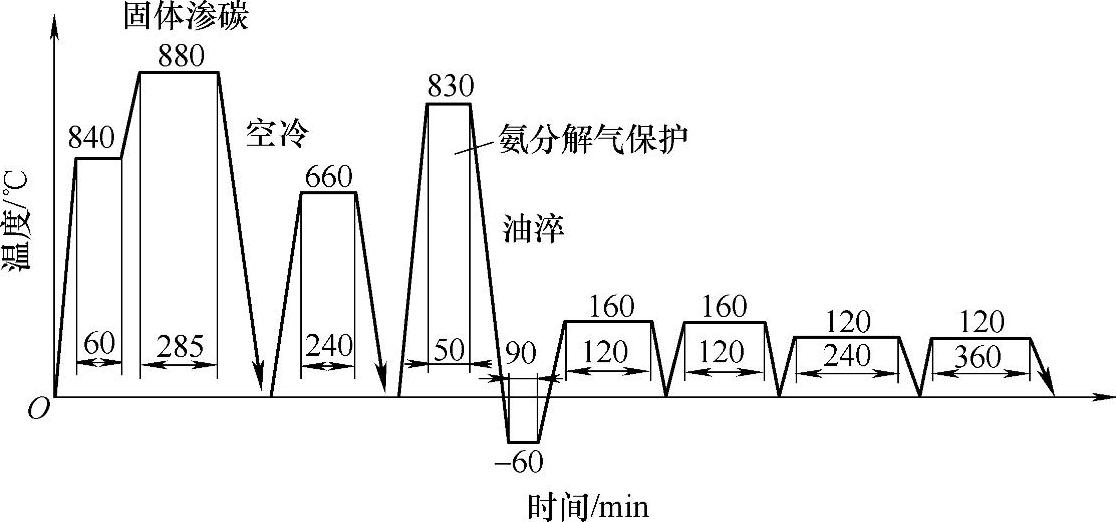
图3-60 18Cr2Ni4WA钢针阀体渗碳后重新加热的热处理工艺

图3-61 W18Cr4V钢针阀体的热处理工艺曲线
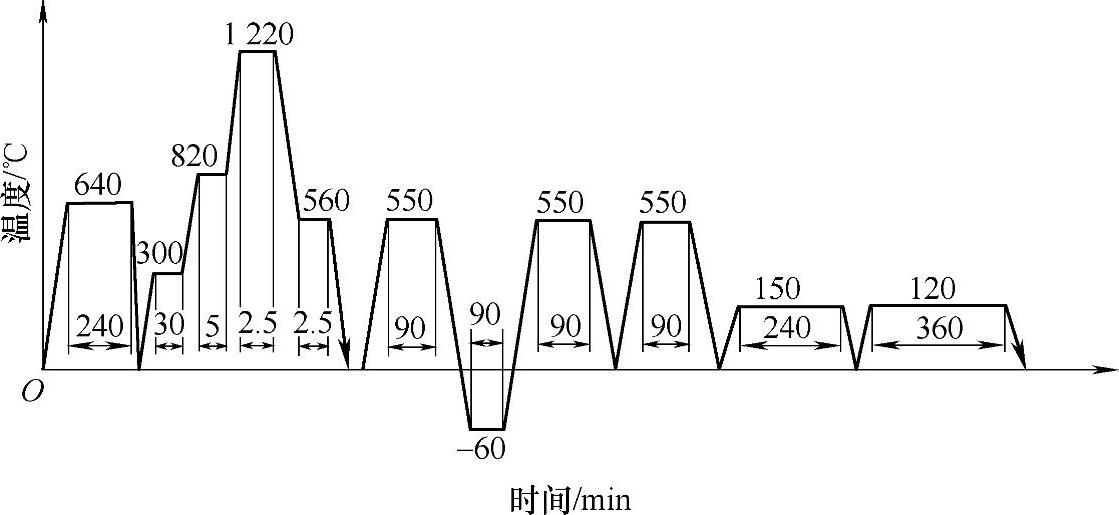
图3-62 W6Mo5Cr4V2钢制针阀体的热处理工艺曲线
有关汽车零件热处理实用技术的文章

图10-5所示为无炉罐网带式淬火炉示意图。网带式保护气氛连续作业炉与上料机构、前清洗机、淬火油槽、后清洗机等组成一条自动化热处理生产线。后者为目前网带式保护气氛加热炉常采用的结构形式。......
2023-08-18

对不同材料采用的稳定化处理工艺参数见表3-50。因此为避免出现断裂,在实际的热处理过程中,应采取以下措施:降低渗碳碳势和渗层的碳浓度,即将新旧渗碳剂的比例降低;渗碳温度从910℃降低到880~890℃,时间适当缩短,这样有利于减小热应力,使晶粒较细;合理控制冷处理和回火工艺操作,适当延长回火时间,消除残留应力。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18
花键轴和万向节叉采用中碳钢制造,经热处理后分别焊在传动轴的两端。在万向节传动装置中,传动轴是主要的传力部件,空心轴的壁厚为1.5~3.0mm,通常由钢板卷焊而成,只有载货汽车才会采用无缝钢管制造。图4-13 汽车传动轴示意图汽车传动轴如图4-13所示,采用40MnB或40Cr钢制造,整体调质处理后,在38mm×95mm处进行中频感应淬火处理,其淬硬层深度为1.5~2.5mm,表面硬度在48HRC以上。表4-36汽车传动轴中频感应淬火工艺参数......
2023-08-18

图7-27 金属零件热处理和涂敷用微波大气等离子加工系统示意图Atmoplsa技术可使热处理工艺实现快速加热、更精确控制加热和达到更高温度,从而缩短工艺周期和减少能耗,比电热辐射可降低30%的成本。齿轮经规定时间渗碳处理后,进行淬火和回火。表7-76 AISI 8620钢齿轮渗碳结果比较图7-28所示为AISI8620钢齿轮普通气体渗碳和Atmoplsa渗碳结果的比较。......
2023-06-29

相关推荐