采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18
1.内燃机推杆
(1)工作条件与技术要求 推杆是与挺杆有直接关系的零件,它由杆身、上端头和下端头组成,下端头呈球状,在装配时与挺杆内的凹球面配合,上端头呈凹坑状,与摇臂上调整螺钉下端的球面相配合,因此推杆的作用是将凸轮轴经过挺杆传来的推力传给摇臂,是传递动力的关键部件,是气门机构中最容易弯曲的零件,因此推杆的两端面应具有高的硬度、刚度和良好的耐磨性,用钢或硬铝制作,钢制推杆应经过淬火和磨光,以保证其有足够的耐磨性。
(2)材料的选用和热处理工艺 整体结构钢制气门推杆用45钢,组合气门推杆两端头材质为20钢、45钢,球头和球面经渗碳淬火后硬度符合要求,45钢渗碳层深度大于1mm,硬度≥58HRC,20钢渗碳层深度大于0.8mm,硬度≥52HRC。为了减轻质量,常做成空心结构,但必须保证有足够的刚度。
组合气门推杆的头部不允许松动,焊缝要牢固,要求表面无裂纹、飞边、毛刺、锈蚀等。
(1)摇臂 摇臂为一不等臂的杠杆件,也称为双杠杆,摇臂和摇臂轴如图3-48所示,摇臂中间的圆孔用来装摇臂轴。长臂端部与气门的杆端接触,短臂端部的螺孔用来安装调整螺钉,摇臂孔内有润滑油孔。摇臂的作用是把推杆经调整螺钉传给它的力改变方向传给气门端部,使气门打开进行工作。常采用钢或球墨铸铁制造摇臂,为了提高圆弧的耐磨性,提高其使用寿命,通常在感应淬火处理后进行工作面的磨削,如果存在磨削参数不当或零件定位尺寸不准等因素,则时常会产生磨削裂纹,具体如图3-49所示,在裂纹处可看到因磨削而造成的二次淬火的白亮层等。摇臂安装在摇臂轴上。目前气门摇臂的摇臂体采用铝合金材料,摇臂头部即摇臂镶块为合金材料,与传统的铸钢摇臂相比,提高了刚度,又减轻了运动部分的质量,降低了惯性力,减少了磨损,故延长了使用寿命。
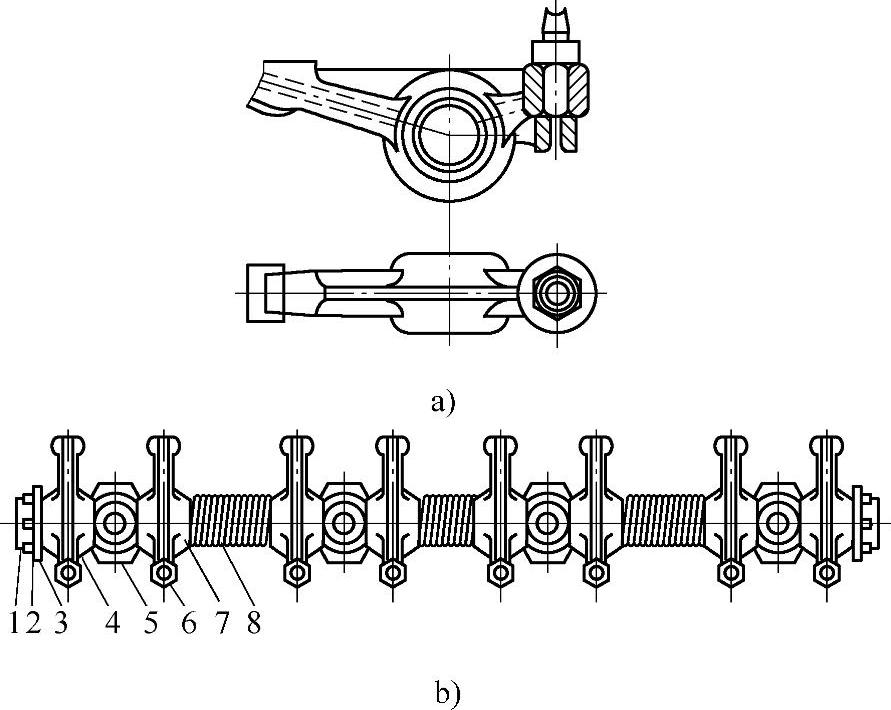
图3-48 摇臂和摇臂轴
1—开口销 2—弹簧圈3—垫片 4—摇臂 5—支座 6—调整螺钉 7—摇臂轴 8—弹簧
CA141汽车摇臂采用QT600-3球墨铸铁制造,热处理的目的是提高工作表面的硬度,提高耐磨性等,热处理后的抗拉强度≥600MPa,伸长率≥3%,淬硬层深度为1.2~2.5mm,淬硬层表面硬度≥53HRC,采用高频感应淬火后淬硬层为马氏体组织,然后进行低温回火。
高频感应淬火的工艺为:摇臂依次安装在夹具上,用超音频进行工作面的感应加热,加热完毕自动转至淬火工位进行淬火,最后进行低温回火(加热温度180±10℃,时间1h),目的是消除应力与稳定组织。
摇臂在工作过程中,要克服气门弹簧的预紧力,同时承受冲击作用。一般摇臂与气门杆部端面的失效形式为疲劳磨损。推荐的粉末冶金材料成分为w(C)=2.0%~2.3%、w(Cr)=11.9%~13.9%、w(Ni)=3.13%~4.00%和w(Mo)=1.40%~1.90%等。粉末冶金合金镶块采用压力成形,然后经过真空烧结处理,随后进行热处理:1100~1120℃盐浴炉加热,保温时间按10~13s/mm计算,在80℃以下的油中冷却,硬度为51HRC以上;通常采用箱式或井式炉回火530℃×1h两次,回火基体组织为回火马氏体+残留奥氏体,显微镜下可以看到细小条状和小块状碳化物均匀分布在基体上,硬度为50~62HRC。
(2)摇臂轴 汽车发动机摇臂轴及淬火区如图3-50所示,采用中空的45钢管制造,最佳碳质量分数为0.42%~0.47%,45钢毛坯预先调质硬度为207~247HBW,有6处需要表面淬火处理,硬度为58~63HRC,硬化层深度为1~1.5mm。
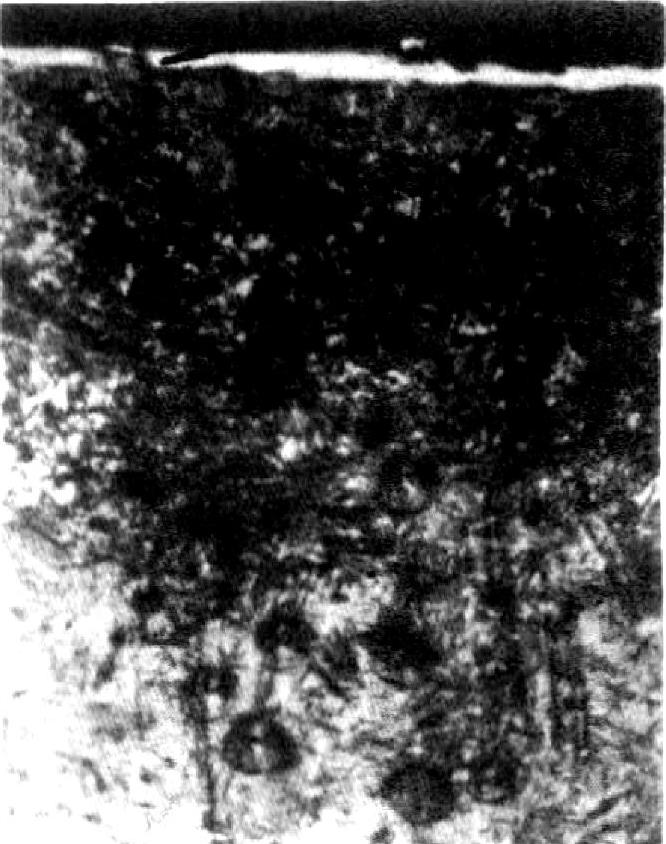
图3-49 摇臂磨削裂纹及附近区域的金相组织(×100)
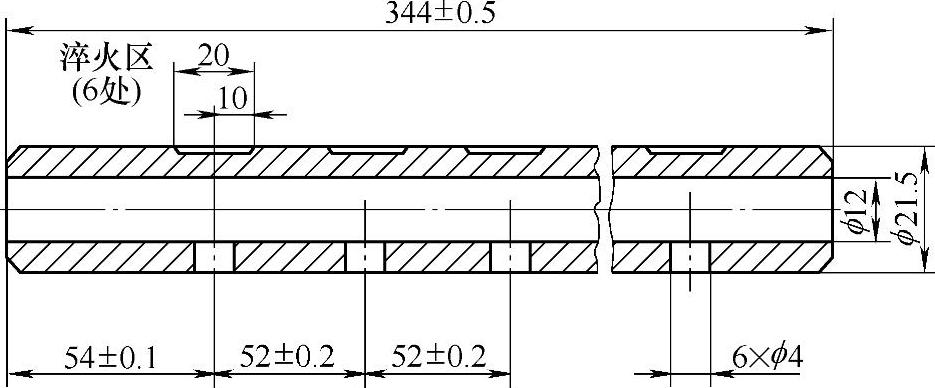
图3-50 汽车发动机摇臂轴及淬火区
45钢属于中碳钢,如果要求采用整体淬火+低温回火处理,硬度为50~55HRC,则采用的热处理工艺为820~850℃×7~8min(中温盐浴炉),淬火冷却介质为20℃以下的10%的氯化钠水溶液,200~240℃×60~90min(硝盐浴中)回火。
有关汽车零件热处理实用技术的文章

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

锻模的退火工艺 锻模是经过锻打成形的,因此在进行机械加工之前,要进行降低硬度、改善组织的退火处理,目的是便于切削加工、为最终热处理做组织准备。当然若有条件最好采用保护气氛炉或真空淬火炉加热,这样可完全消除锻模表面的氧化或脱碳质量缺陷,确保锻模表面的成分和组织不发生改变,事实表明经过处理的锻模的使用寿命和疲劳强度明显提高,资料显示锻模的寿命提高3~5倍。......
2023-08-18

曲轴的主轴径、连杆轴径和曲轴臂各处受到较严重的磨损,受力各不相同。曲轴的热处理1)45钢曲轴的热处理。图2-10 各种表面处理对曲轴弯曲疲劳强度的影响2)球墨铸铁曲轴的热处理。表2-23常见曲轴用材料的预备热处理和最终热处理工艺规范曲轴的感应淬火是热处理工艺中的重要工序,是曲轴轴径硬化的必备措施。......
2023-08-18

感应热处理零件占汽车热处理零件的70%以上,是比较有前途的热处理工艺。表1-4感应淬火的工艺方式与适用范围感应淬火件回火的目的是降低淬火应力,避免产生淬火裂纹或降低硬度,达到零件的热处理技术要求。表1-5感应淬火件的质量检验项目与要求2.火焰淬火火焰淬火的淬火温度比普通的淬火温度要高50~70℃,加热速度快,因此工件经火焰淬火后硬化层不厚,不适合处理十分重要的零件。......
2023-08-18
图10-2所示为外热式油淬真空热处理炉。真空炉及其应用情况见表10-2。疲劳强度提高100倍以上,冲击磨损和低温拉伸寿命分别提高1.5~2.4倍和1.6~3.5倍,显示了真空热处理的优势。......
2023-08-18

相关推荐