调质既可作为齿轮最终热处理,有时也可用来作为预备热处理,如合金钢制造的齿轮经调质处理后,可减少后序淬火时的畸变。1)齿轮调质工艺参数的选择原则见表4-12。表4-22 铸造低合金钢件调质淬火温度表4-23 铸造低合金钢件调质回火温度表4-24 铸造低合金钢件调质规范之一注:适用于ZG50Mn2等铸钢件在铸造后的直接调质,采用温水40~50℃断续冷却表4-25 铸造低合金钢件调质规范之二表4-26 铸造低合金钢件调质规范之三(续)......
2023-06-29
1.工作条件和技术要求
汽车发动机连杆(图2-8)将活塞和曲轴连接起来,小头与活塞一起作往复运动,把作用于活塞顶部端面的膨胀气体压力传递给曲轴,将活塞的往复直线运动变为曲轴的旋转运动,连杆在工作过程中将活塞受到的气体压力传递给曲轴,再由曲轴转变成输出的转矩。连杆的大头和曲轴一起作旋转运动,而杆身作十分复杂的平面摆动等,因此连杆在工作过程中会受到交变的拉应力和弯应力作用,同时承受急剧变化的动载荷的冲击,其受力方式十分复杂,整个截面都要承受均匀的拉应力、压应力以及脉动交变应力的作用。因此要求其所用材料具有良好的综合力学性能。
综上所述,连杆在工作过程中受到压缩、拉伸、弯曲和冲击交变载荷作用。因此,和活塞一样,要求连杆质量轻,具有足够的刚度和强度、高的疲劳强度和冲击韧度等,否则连杆螺栓、杆身的大端盖将发生断裂,造成发动机的损坏。作为发动机容易损坏的零件,其损坏形式为断裂,疲劳断裂发生在连杆的三个高应力作用区,即大头与杆身和小头与杆身的过渡区(在螺栓孔附近)以及杆身中间。断裂与原材料缺陷、锻造折叠及淬火裂纹等造成的失效有关。
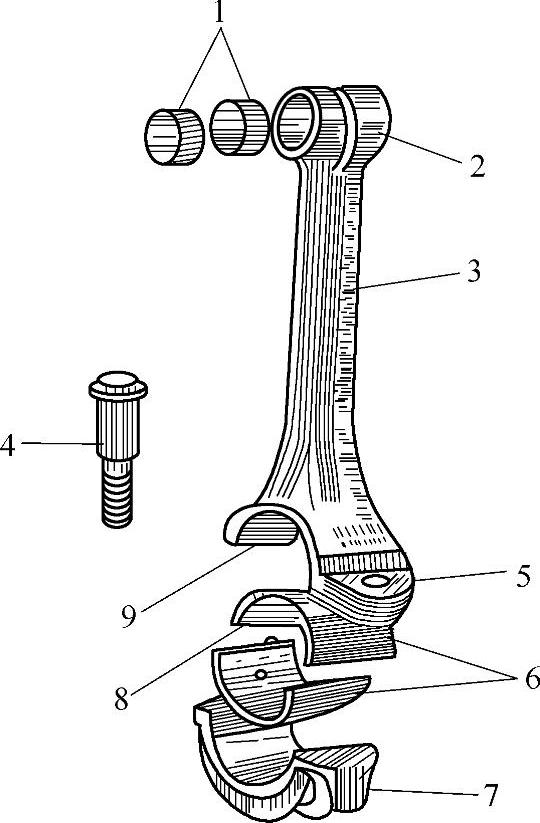
图2-8 汽车发动机连杆
1—衬套 2—小头 3—杆身 4—螺栓 5—大头 6—轴瓦 7—轴承盖 8、9—止口
2.材料的选用
根据连杆的工作条件和技术要求,连杆调质处理后的显微组织应为均匀、细小的索氏体,为确保连杆既具有足够的强度,又获得较高的韧性以及优良的抗疲劳性能,不得有片状铁素体和非金属夹杂物。最后需进行强化喷丸处理。对于非调质钢可采用铁素体-珠光体钢制造汽车曲轴和连杆工艺,如35VS、35MnV、35MnVS、40MnV以及43MnS等。目前国外汽车公司在赛车上使用钛合金连杆,具有强度更高和质量更轻的特点,减轻了质量且提高了使用寿命。
根据连杆的工作环境的具体要求,连杆通常采用中碳钢或合金钢模锻或辊锻而成,常见的材料有40、45、50、45Mn2、40Cr、35CrMo、42CrMo等,也有少数采用稀土-镁球墨铸铁制造的连杆。
3.连杆的热处理
目前连杆的生产厂家利用锻造余热进行淬火和回火,以此来取代调质工艺,但应注意回火后的连杆在热校直后,仍要进行低温回火处理。
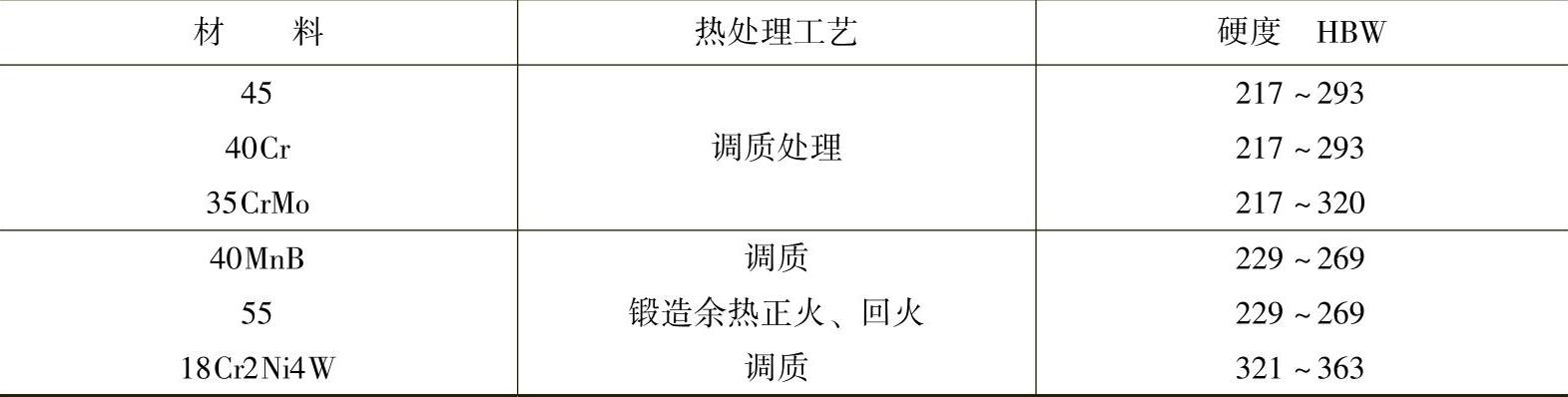
连杆的热处理技术要求为:花键与杆部硬度为37~44HRC,盘外圆硬度为24~34HRC。常见连杆常用材料的预备热处理技术要求见表2-14。
表2-14连杆常用材料的预备热处理技术要求
(1)调质处理 连杆经调质处理后可获得良好的力学性能,降低了硬度,改善了切削加工性,细化了晶粒,为最终热处理做好了组织准备。表2-15为常见碳素钢、合金结构钢连杆调质处理工艺规范。
表2-15常见碳素钢、合金结构钢连杆调质处理工艺规范

(续)

(2)利用锻造余热进行连杆的淬火和回火 该工艺具有可简化程序、节省能源、改善切削加工性、提高力学性能的优点。资料介绍,40Cr和45钢连杆分别利用余热淬火和回火,与调质处理的力学性能相比,抗拉强度、断面收缩率、冲击韧度和硬度均有提高,二者的工艺和力学性能比较见表2-16。一般碳的质量分数为0.40%~0.55%的中碳钢锻件均可采用余热淬火。
表2-1640Cr和45钢连杆锻造余热淬火工艺与一般调质处理的工艺和力学性能比较

(3)连杆的喷丸强化处理 连杆经调质处理后,硬度为228~269HBW,连杆经过喷丸处理后,表层会产生一定的塑性变形,这将使晶体的点阵发生畸变,表层形成高密度的位错缠结,从而使表层得到了强化。采用喷丸强化处理后,连杆表面的残留压应力增大,表面硬度得到了明显提高,如45钢的压应力增大到-350MPa时,其疲劳寿命从48万次提高到190万次以上,即使用寿命约提高到原来的4倍。可见对连杆进行喷丸强化后,明显提高了疲劳强度、使用寿命、抗弯强度等。表2-17为常见连杆材料喷丸强化工艺参数。另外对连杆进行滚压加工也不失为一种良好的强化工艺措施,既可消除切削加工的痕迹,又可使槽的几何尺寸和形状精确,提高了连杆的疲劳寿命。
表2-17常见连杆材料喷丸强化工艺参数

注:0.18C表示C型标准试样的测量弧高为0.18mm。
4.热处理工艺分析与操作要点
1)连杆的锻造加热温度控制在1100~1220℃为宜,终锻温度(淬火温度)为900~1000℃,锻造后油冷应控制入油的停留时间,以防析出铁素体。
2)要控制淬火油温和在油中的冷却时间,连杆要及时回火,否则会引起裂纹的产生。
3)目前,对连杆进行中频感应加热是一种经济有效的毛坯热处理方法,处理后的各项技术指标符合连杆的要求。
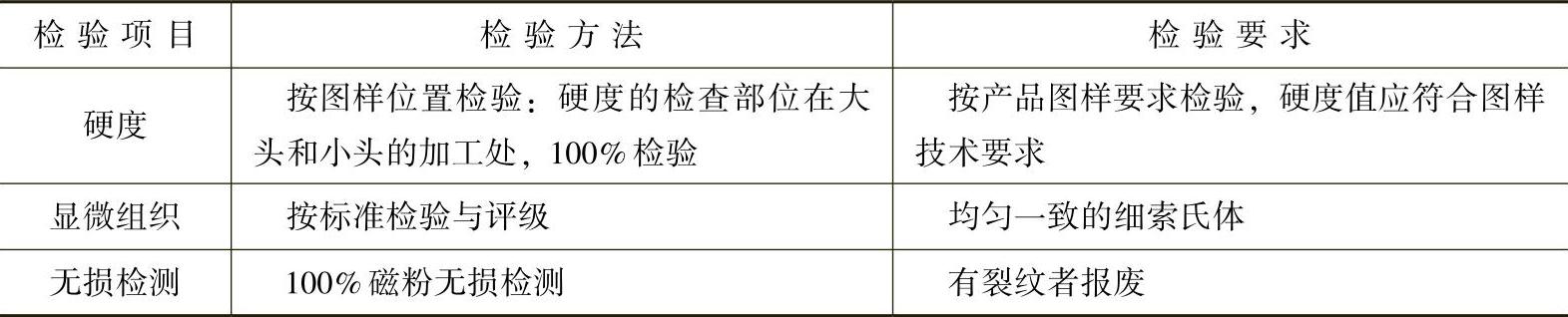
4)40、40Cr、40MnB钢连杆的热处理质量检验项目见表2-18。
表2-1840、40Cr、40MnB钢连杆的热处理质量检验项目

(续)
5.连杆的常见热处理缺陷和补救措施(表2-19)
表2-19连杆的常见热处理缺陷和补救措施

有关汽车零件热处理实用技术的文章

调质既可作为齿轮最终热处理,有时也可用来作为预备热处理,如合金钢制造的齿轮经调质处理后,可减少后序淬火时的畸变。1)齿轮调质工艺参数的选择原则见表4-12。表4-22 铸造低合金钢件调质淬火温度表4-23 铸造低合金钢件调质回火温度表4-24 铸造低合金钢件调质规范之一注:适用于ZG50Mn2等铸钢件在铸造后的直接调质,采用温水40~50℃断续冷却表4-25 铸造低合金钢件调质规范之二表4-26 铸造低合金钢件调质规范之三(续)......
2023-06-29

装夹后的活塞环可在可控气氛炉中加热,温度的选择以不破坏铸铁的组织为原则。图2-2 铸铁活塞环热定型工艺规范图2-3 球墨铸铁活塞环调质处理的工艺规范钢带活塞环的热处理 钢带活塞环的热处理工艺规范如图2-4所示。......
2023-08-18

第三章真空热处理工艺真空热处理技术是随着真空热处理设备的发展而发展的,真空热处理技术始终是热处理技术发展的热点。因此,在制订真空热处理工艺规范时,这些因素都应综合加以考虑。下面介绍几种常见的计算真空热处理加热时间的经验公式,以供参考。......
2023-12-06
同其他产品一样,根据产品标准的技术条件要求,精密管材常用的热处理工艺主要有淬火、回火、正火及退火等。冷拔管材的正火:指将钢材或钢件加热到Ac3或Acm以上30~50℃,保持适当时间后,在静止的空气中冷却的热处理的工艺。冷拔管材的固溶处理:指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。......
2023-06-23

如果热处理工艺控制不当就可能产生魏氏组织。魏氏组织是一种过热组织。较轻的魏氏组织可以采用适当温度的正火来消除,而程度较重的魏氏组织可以用二次正火来消除。......
2023-06-23

齿轮在锻造、铸造及热处理时要进行加热;为了改善齿轮锻件、铸件组织及消除其形成的内应力,在进行正火或退火预备热处理时也要加热。针对以上加热缺陷应进行多方面分析,找出原因并制定相应改进措施,以提高齿轮热处理质量,降低损失。2)过烧使齿轮性能恶化,淬火时必然产生开裂,是不允许的热处理缺陷,对于过烧齿轮只能报废。齿轮过热、过烧和欠热缺陷与对策见表9-4。晶粒粗化包括奥氏体晶粒的粗化及铁素体晶粒的粗化。......
2023-06-29

而检测发现调质硬度为20~21HRC,淬硬层深度为2.05~3.0mm,表面硬度为52~56HRC,断口处没有淬硬层,断口处为淬硬层过渡区,此处受到感应淬火时的热影响,造成表面比基体硬度更低,此处强度大大降低,这是造成半轴断裂的主因。5)半轴的热处理质量检验具体参见表4-47和表4-48执行。......
2023-08-18

相关推荐