(一)检修1.活塞常见的损伤检修活塞的损伤主要是磨损,包括活塞环槽的磨损、活塞裙部的磨损、活塞销座孔的磨损和配缸间隙的检测。活塞裙部的磨损普遍较小,当活塞裙部与缸壁间隙过大时,发动机易出现敲缸故障,并有严重的窜油现象。在活塞下部离裙部底边约15mm,与活塞销垂直方向处用千分尺测量活塞裙部直径,与标准尺寸的最大偏差量为0.04mm。图2.38活塞环漏光度的检验(三)活塞销的检修与选配发动机大修时,一般应更换活塞销。......
2023-08-23
1.工作条件和性能要求
活塞销是发动机上用于连接活塞和连杆小头的结构件,相当于双点支承架,为钢制的空心圆柱体。其作用是连接活塞和连杆,将活塞承受的气体作用力传递给连杆。由于在较高的温度下工作,同时要承受非对称交变的载荷、一定的冲击力和摩擦力的作用,且表面处于润滑条件较差的摩擦条件下(一般靠飞溅润滑),因此要求它具有足够高的强度和刚度,韧性、表面耐磨性好,具有高的疲劳强度,质量尽可能小,同时要求配合表面有很高的表面质量和尺寸精度等。活塞销失效的主要形式为表面磨损和疲劳裂纹,活塞销的内孔形式如图2-5所示。
2.材料的选用
根据活塞销的工作特点,活塞销在高温下承受极大的周期性冲击载荷,润滑条件差,故要求选用的材料有足够的强度、韧性、耐磨性及高的疲劳极限等,为减小往复惯性力,要求其质量轻。因此,制作活塞销的材料通常选用韧性较好的低碳钢或低合金结构钢(渗碳钢),常见的材料为15、20、12CrNi3A、15Cr、18Cr2Ni4WA、20Cr、20Mn2、20CrMnTi、20CrMnMo等低碳钢与低碳合金结构钢,也采用渗氮钢制造。为提高其在弯曲疲劳下的表面压力,外表面必须进行硬化处理,而内部具有高韧性,事实证明冷拔材料的耐久性较好。
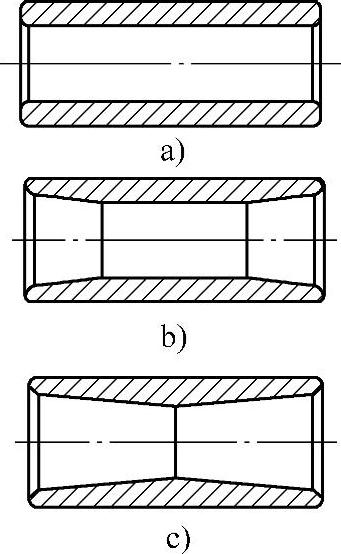
图2-5 活塞销的内孔形式
a)圆柱形 b)组合形 c)两段截柱形
3.活塞销的热处理
(1)技术要求 活塞销的外圆硬度为58~64HRC,其余技术要求见表2-7和表2-8。
表2-7活塞销的心部硬度与壁厚的关系
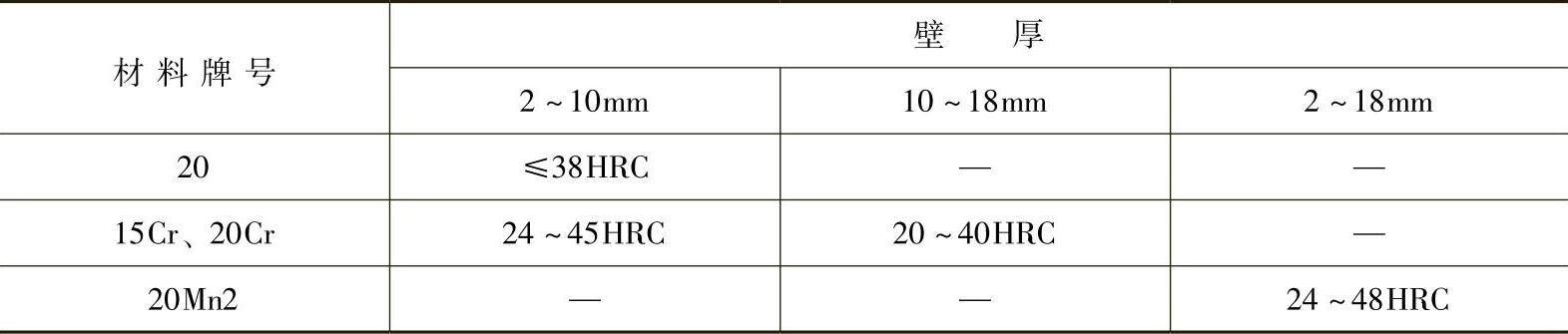
表2-8活塞销的渗碳技术要求(成品)

活塞销的渗碳层深度较深为0.8~1.9mm时,渗层深度包括共析层深度、过共析层深度和1/2过渡层深度,不允许有大块的碳化物。内孔表面脱碳或贫碳层不大于0.03mm。
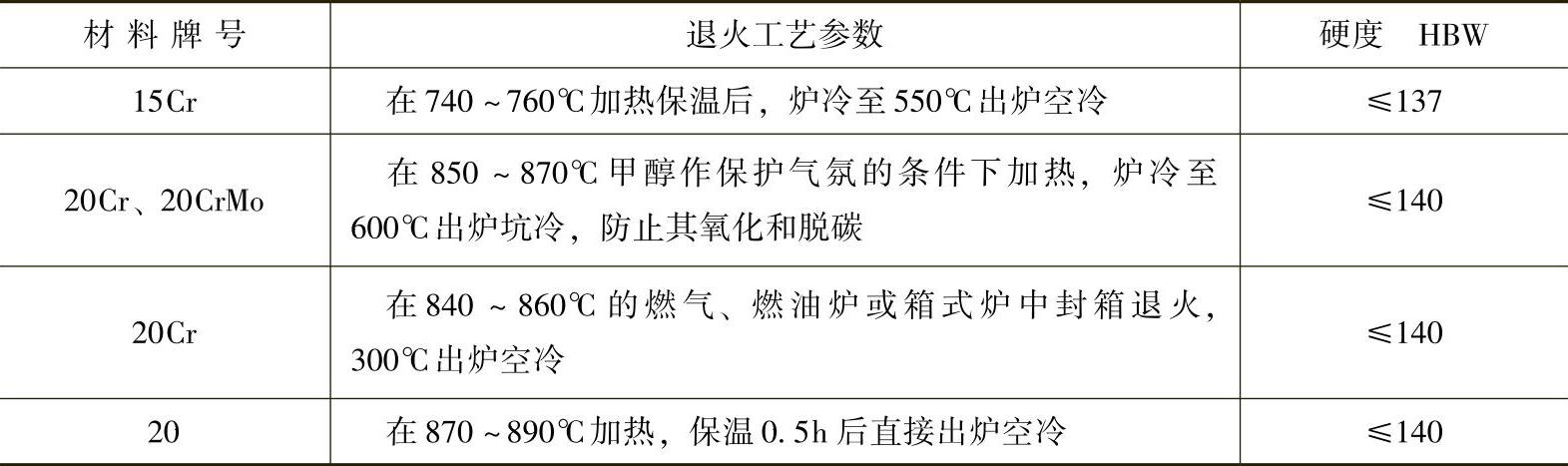
(2)退火处理工艺 大多数的活塞销是经冷挤压或温挤压加工成形的,因此热处理前首先进行预备热处理即退火与软化退火。常见活塞销(冷挤压坯料)的退火工艺规范见表2-9。
表2-9常见活塞销(冷挤压坯料)的退火工艺规范
活塞经过挤压成形,材料的晶粒被挤压后出现加工硬化,故应进行软化退火或再结晶退火,其规范为680~720℃×12~14h,炉冷至300℃出炉后空冷。
(3)活塞销的渗碳工艺 一般活塞销采用20Cr、20CrMo经冷挤压成形及进行双面渗碳处理,20Cr钢活塞销渗碳工艺规范见表2-10。
表2-1020Cr钢活塞销渗碳工艺规范
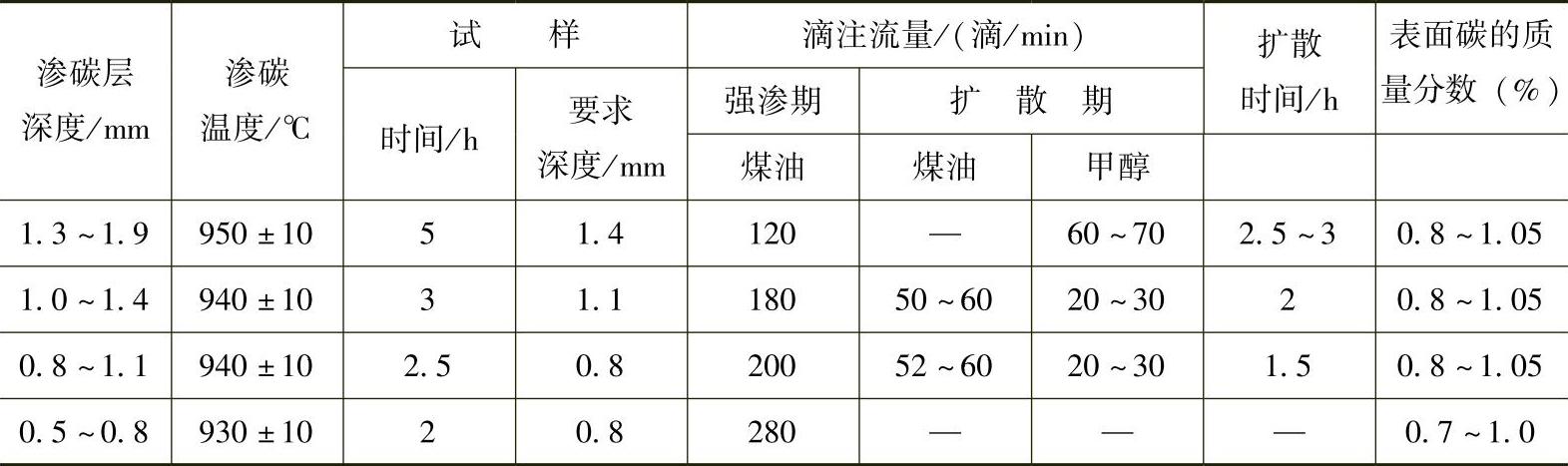
注:此表是在RJJ-90-9渗碳炉中渗碳时的具体数值。
为控制渗碳层碳化物级别,要严格控制碳势。推荐采用双面渗碳,双面渗碳后活塞销内孔表面得到强化,产生了较大的残留压应力,防止了内孔的纵向开裂,同时可抵消部分外加拉应力的作用,因此提高了疲劳强度,延长了其使用寿命。20Cr钢活塞销的渗碳处理工艺为920~940℃×6~10h,具体工艺如图2-6所示。
20钢渗碳层的检验一般是在850℃保温20min空冷后进行的;15Cr、20Cr、20Mn2等经过850℃×15~20min+650℃×10~20min退火后在100倍显微镜下测量。
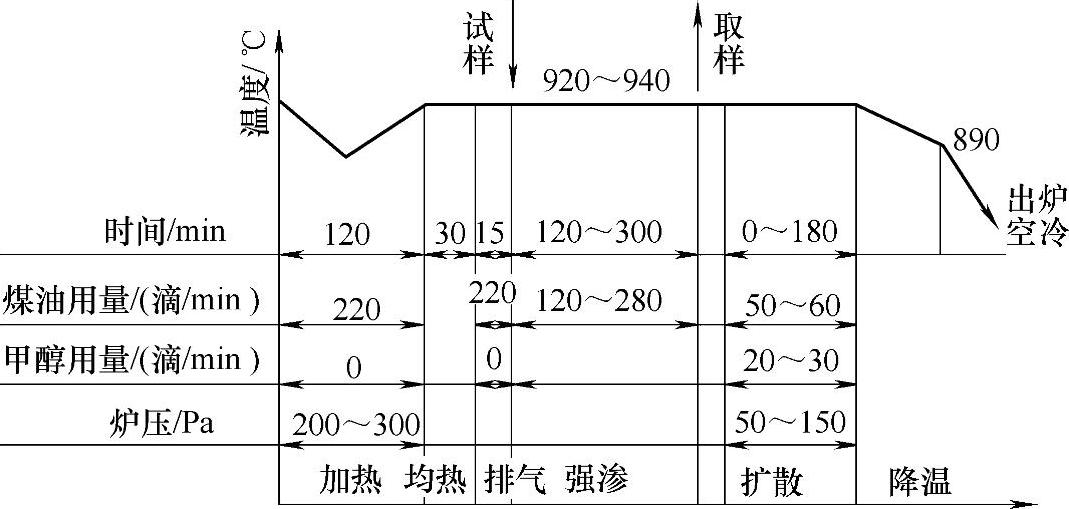
图2-6 20Cr钢活塞销的具体渗碳工艺规范
(4)淬火和回火 活塞销渗碳结束后既可在860℃左右冷却,也可缓冷到室温后重新在盐浴炉或保护气氛炉中加热处理,在860~870℃保温后油冷。加热保温系数按0.7~0.8δ(单位为min/mm)计算,其中δ为活塞销的壁厚。淬火后的硬度不小于58HRC,应无淬火软点或软带。在硝盐炉或油炉中进行180~200℃×1.5~2h回火处理,回火后硬度控制在58~64HRC,同一活塞销中硬度差不大于3HRC。如采用网带炉或振底炉,则工艺参数为840~850℃×60min,采用循环油冷却,马氏体级别1~5时为合格,碳化物为1~3级时合格。
4.热处理工艺分析与操作要点
1)15Cr钢活塞销930℃渗碳空冷后,采用850℃×2h油冷热处理,要求低温回火后硬度为57~65HRC,抗拉强度为800~1250MPa,但油冷后个别活塞销存在软点,硬度为50~55HRC,抗拉强度明显低于要求。15Cr钢活塞销930℃渗碳后经不同热处理后的各项技术指标的对比见表2-11。
表2-1115Cr钢活塞销930℃渗碳后经不同热处理后的各项技术指标的对比
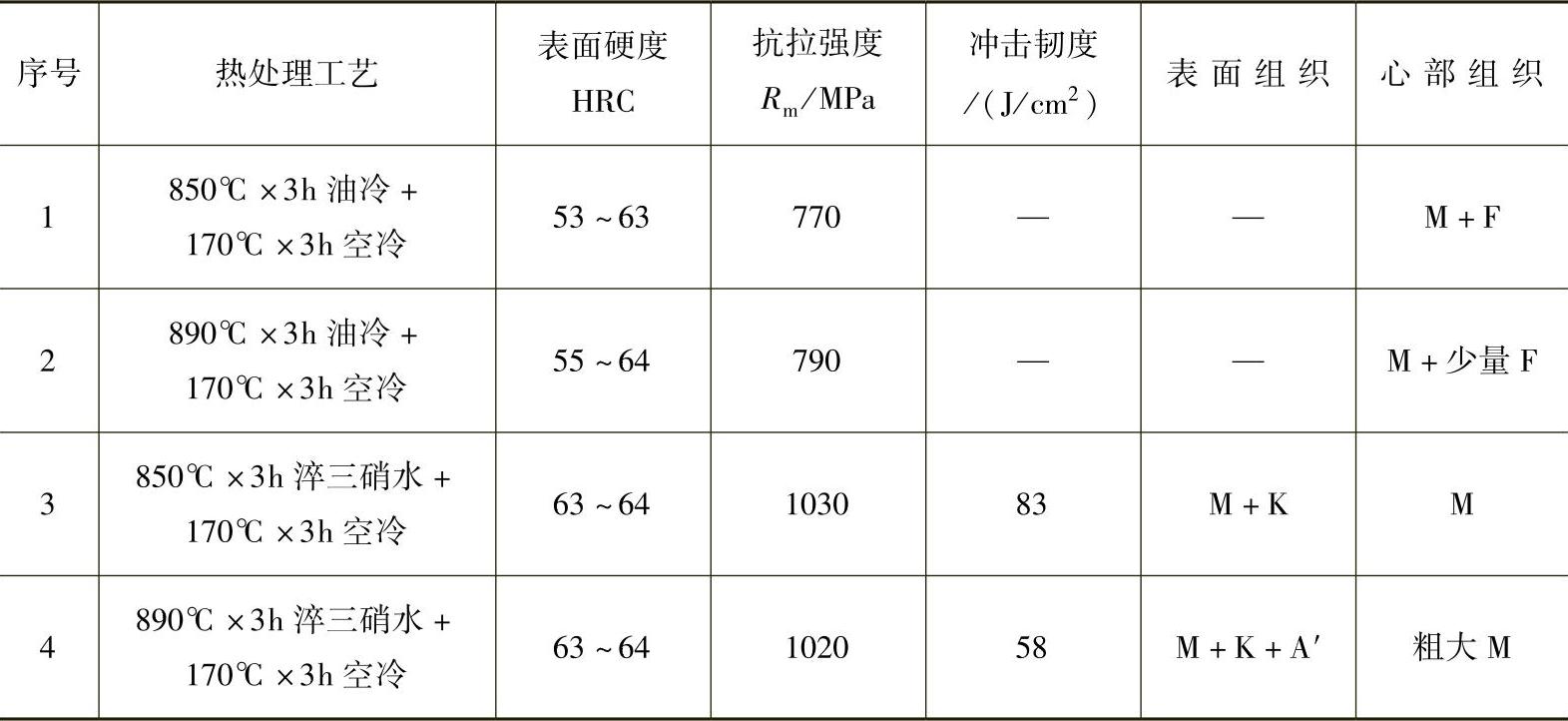
从表2-11中可知,活塞销油冷后出现软点,心部有铁素体组织,将影响其使用性能。采用三硝水作为淬火冷却介质,则心部形成马氏体组织,抗拉强度在800~1250MPa范围内,完全符合技术要求。
2)15Cr、20Cr钢活塞销渗碳后大多采用二次淬火工艺,其缺点在于渗碳层的碳质量分数为1.0%~1.3%,超过了共析成分,在淬火时得到了较多的碳化物,同时残留奥氏体增加,个别位置的硬度降低,因此在活塞销的摩擦部位会有麻点产生,造成其耐磨性的下降。经反复实践证明,通过调整活塞销的渗碳气氛,控制碳质量分数在0.8%左右,淬火后得到马氏体+均匀分布的颗粒状碳化物,因此可在渗碳后进行一次淬火工艺,20Cr钢活塞销渗碳新工艺如图2-7所示。
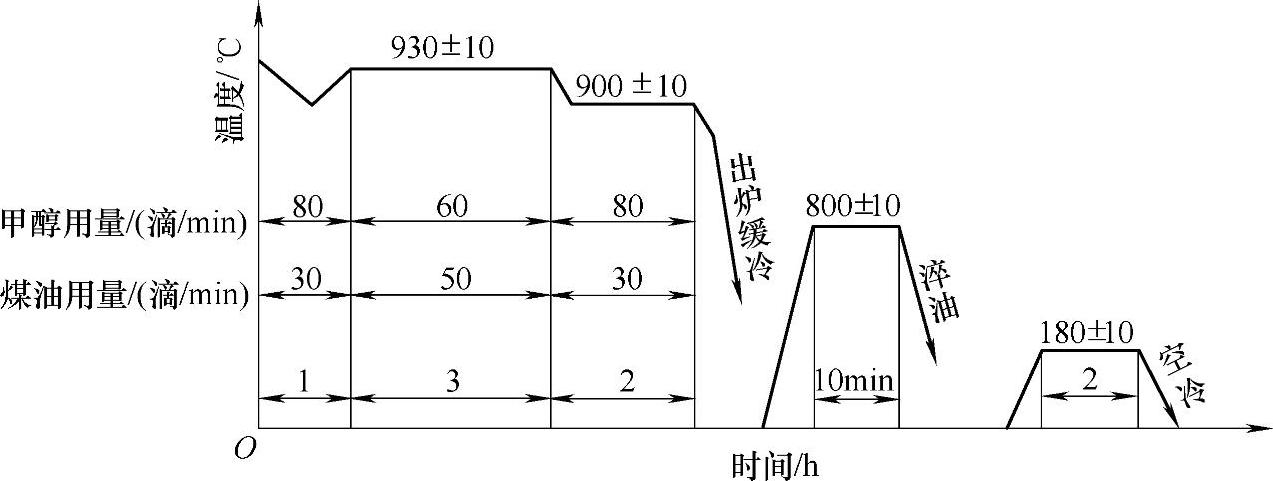
图2-7 20Cr钢活塞销渗碳新工艺
3)活塞销除了采用一般的热处理工艺进行淬火和回火外,对其进行高频感应淬火更有意义。高频感应淬火后的显微组织分级是控制产品质量的一个重要指标,活塞销同样也不例外。通常活塞销的显微级别为3~6级,同时3~6级也是高频感应淬火的常见金相组织级别,能满足零件的技术要求和确保零件使用寿命的提高。
感应加热速度快,组织变化比较大,因此显微组织能够及时反映感应淬火后是否过热或欠热、加热不足等,从上面的讲述中可以了解到:3级为中等针状马氏体;4~5级为细针状马氏体;6级为细针状马氏体,是最理想的组织。
4)质量检查检验包括以下几个方面:渗碳层深度符合要求;活塞销的内孔硬度合格,同一销的工作面硬度差不大于3HRC;金相组织为细针状马氏体,允许存在少许粒状碳化物;表面不允许有任何形式的裂纹和锈迹,无尖角、毛刺和氧化物,应进行磁粉无损检测;外圆不得有麻点、黑斑、刻痕以及磕碰伤。
5.活塞销的常见热处理缺陷和预防挽救措施
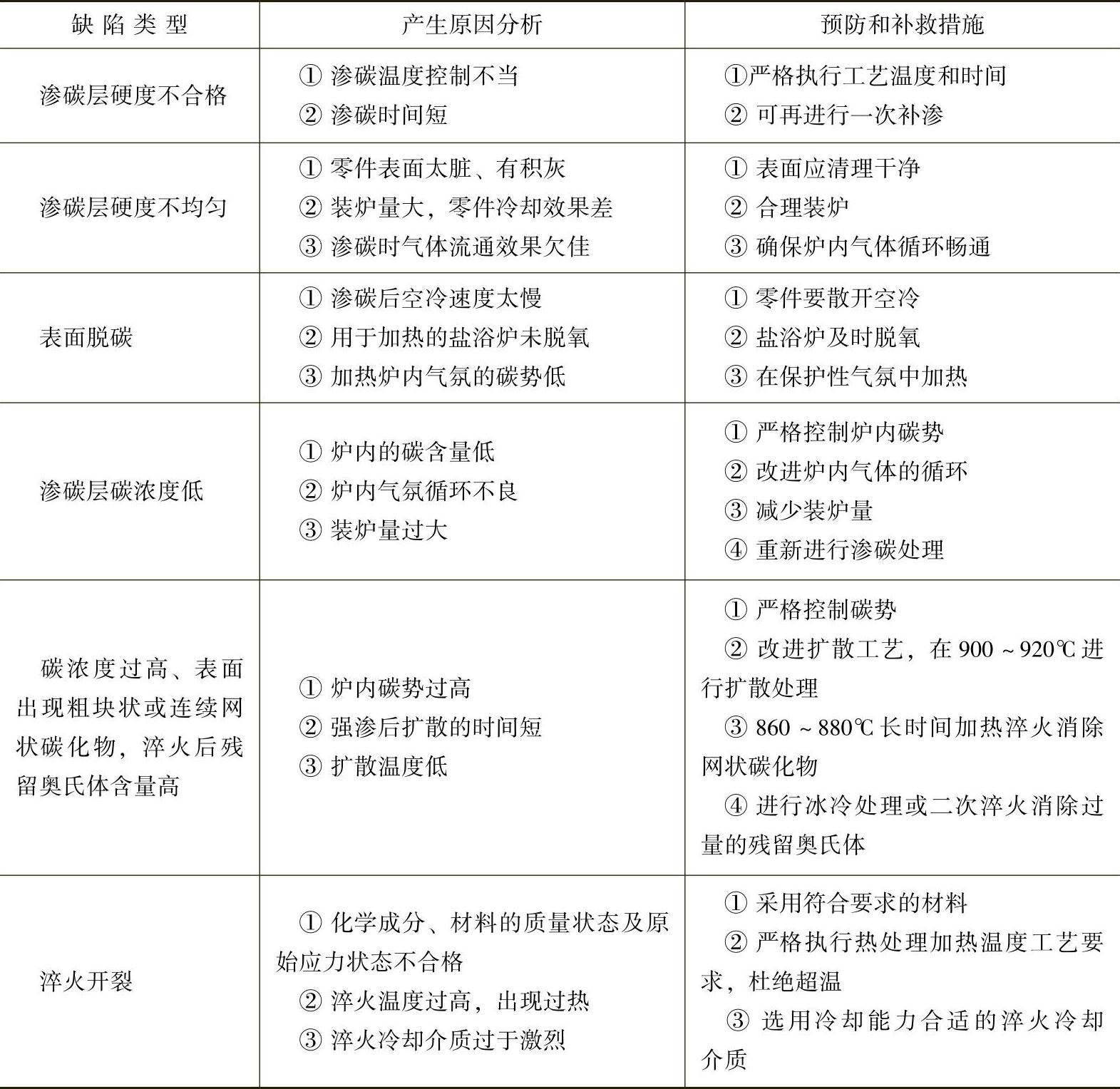
在活塞销渗碳和热处理过程中,有一些因素直接影响产品质量。常见的活塞销热处理缺陷和预防补救措施见表2-12。另外,材料本身的原因也会造成活塞销的淬火开裂,如材料的化学成分、材料的质量状态及原始应力状态等,而成分主要取决于零件的工作状况和服役条件,高的硬度要选择含碳量高的材料;对于大转矩、大弯矩作用下工作的零件,要求材料具有高的抗扭强度或抗弯强度和高的弯曲疲劳强度等。
表2-12常见的活塞销热处理缺陷和预防补救措施
有关汽车零件热处理实用技术的文章

(一)检修1.活塞常见的损伤检修活塞的损伤主要是磨损,包括活塞环槽的磨损、活塞裙部的磨损、活塞销座孔的磨损和配缸间隙的检测。活塞裙部的磨损普遍较小,当活塞裙部与缸壁间隙过大时,发动机易出现敲缸故障,并有严重的窜油现象。在活塞下部离裙部底边约15mm,与活塞销垂直方向处用千分尺测量活塞裙部直径,与标准尺寸的最大偏差量为0.04mm。图2.38活塞环漏光度的检验(三)活塞销的检修与选配发动机大修时,一般应更换活塞销。......
2023-08-23

活塞敲击是因活塞与气缸壁之间的间隙过大,在活塞的侧向推力作用下发生敲击噪声的现象。把此现象称为活塞敲击。旋转运动 图10-8所示为活塞敲击的作用力。图10-8 活塞敲击的作用力如果上述两者之一的符号改变,则以它端为中心产生旋转运动,即使两端均离开,也会产生对中心的并行运动和旋转运动的组合运动。缓解活塞敲击的措施有,尽可能减小活塞偏离量δ和活塞间隙c,或在冲撞部位使用缓冲材料等方法,但均不理想。......
2023-06-28

装夹后的活塞环可在可控气氛炉中加热,温度的选择以不破坏铸铁的组织为原则。图2-2 铸铁活塞环热定型工艺规范图2-3 球墨铸铁活塞环调质处理的工艺规范钢带活塞环的热处理 钢带活塞环的热处理工艺规范如图2-4所示。......
2023-08-18

回火的主要目的是为了减少或消除淬火内应力,获得所需的组织,改善力学性能。与淬火马氏体相比,回火马氏体既保持了钢的高硬度、高强度和良好的耐磨性,又适当提高了韧性。习惯上将淬火与高温回火相结合的热处理方法称为调质处理。......
2023-06-24
混凝土浇筑完毕后,应及时洒水养护,在一个相当长的时间内,应保持其适当的温度和足够的湿度,以造成混凝土良好的硬化条件。低塑性混凝土宜在浇筑完毕后立即喷雾养护,并及早开始洒水养护。对于冬季和夏季施工的混凝土,养护时间按设计要求进行。混凝土的养护通常以养护工艺分类。......
2023-06-29
完全退火主要适用于亚共析钢,包括中碳钢及中碳合金钢的铸件、锻件、轧制件及焊接件,一般作为不重要件的最终热处理或重要件的预先热处理。等温退火主要适用于高碳钢、中碳合金钢、经过渗碳处理后的低碳合金钢和某些高合金钢的大型铸、锻件及冲压件等。球化退火的目的是降低硬度,提高塑性,改善切削加工性,并为最终热处理做组织准备。......
2023-06-26
螺纹的加工方法很多,经常使用的有车削、套螺纹、攻螺纹、铣削、磨削和滚压加工,具体应根据螺纹的类别、精度及零件的结构与生产类型选择适用的加工方法。车削时只用中溜板横向进给,在几次行程后,将螺纹车到所需的尺寸和表面粗糙度,这种方法叫作直进法,适用于P<3 mm 的三角形螺纹的粗、精车。在车床上用板牙套螺纹的方法。套筒4 上有一条长槽,长槽内由销钉3 插入工具体2 中,防止套螺纹时转动。......
2023-06-29

因Sinθ=0为θ=0或θ=180°,表示上止点、下止点,即在止点位置活塞的加速度为最大和最小。最大加速度出现在θ=0的上止点位置,根据式可知amax=ω2r 最小加速度出现在θ=180°的下止点位置,可知amin=-ω2r 加速度a=0的位置就是活塞最大速度umax的位置,如果λ=4,即为θ=77°的位置。......
2023-06-28
相关推荐