采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18
1.工作条件和性能要求
活塞环是汽车发动机中的重要零件,它对发动机的功率、油耗以及缸体寿命有较大的影响。活塞环包括气环和油环,气环用来密封气体,即用来封闭活塞与气缸之间的间隙,防止气缸漏气和高温下燃气滴入曲轴箱内,同时将活塞上的热量传给冷却的气缸,帮助活塞散热。油环安装在活塞的油环槽内,油环的作用是把缸壁上的机油刮布均匀和将多余的机油收集在槽内,并经槽底通孔流回油底壳,减少缸壁上的机油刮入燃烧室内造成燃烧室积炭,避免机油的消耗量增大。
要求活塞环具有足够高的弹性极限,良好的耐磨性及一定的抗擦伤性,一定的强度、韧性、抗疲劳性,良好的导热性和良好的抗燃气腐蚀性。其主要的失效形式为擦伤、磨损和疲劳折断。
2.材料的选用
根据活塞环的功能与工作条件,制造活塞环的材料应具有良好的耐磨性、储油性、导热性、耐热性和高的冲击韧度,弹性与弹性模量大,具有足够的强度(包括抗折强度与疲劳强度)等。活塞环通常采用高强度优质灰铸铁、合金铸铁、可锻铸铁等制造,上压缩环用合金铸铁,其余高应力活塞环是由球墨铸铁或高合金钢制造的。
球墨铸铁作为活塞环的材料,应用最为广泛。对于强力发动机,为保持其动能而采用高合金铸铁,如Cu-V-Ti合金铸铁、Cr-Mo合金铸铁、高P铸铁、W-V-Ti铸铁及球墨铸铁等。这些材料普遍具有高的耐磨性和耐蚀性,在活塞的反复运动过程中,始终能确保不漏油和气,同时也易于制作,具有小的摩擦因数。活塞环的形式如图2-1所示,第一道气环和第二道气环是防止燃烧气体泄漏的密封环,而油环的主要作用是控制润滑气缸内壁和活塞的润滑油的油量。
通常钢制活塞环选用的材料为65Mn、50CrVA、T8A、20Cr13、95Cr18等。钢制作的活塞环具有强度高、抗折断、成本低等优点,钢带组合油环的控油效果好。
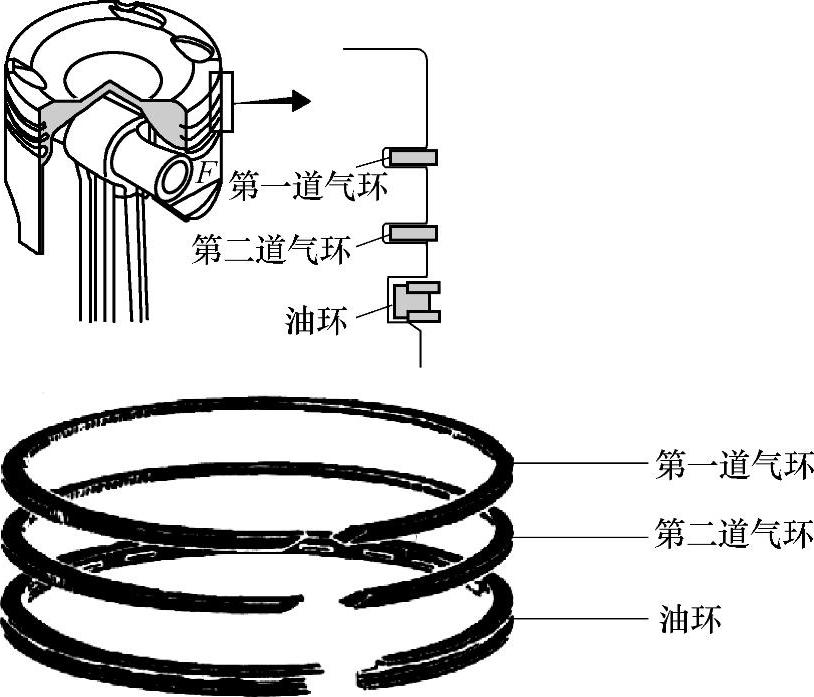
图2-1 活塞环
目前国外已经开始采用铁基粉末冶金材料制造活塞环,它具有金属利用率高、材料性能好、内部空隙储油功能,具有良好的发展前景。
3.活塞环的热处理
考虑到活塞环粗加工后加工应力较大,要进行去应力退火处理。铸铁的石墨形状为片状,具有良好的导热性、耐磨性和抗擦伤能力,加入合金元素后提高了热稳定性,细化了晶粒和提高了耐磨性,因此合金铸铁广泛应用于制作活塞环。
活塞环的热处理技术要求为硬度98~108HRB,同一活塞环上硬度差不大于3HRB;其组织为细片珠光体(或索氏体)+体积分数少于20%的石墨(长度为0.12~0.18mm)+体积分数少于5%的铁素体(应分散分布)+磷共晶碳化物(应呈细小均匀分布)。
(1)去应力退火 温度在550~570℃范围内,保温120min结束后出炉空冷或炉冷至480℃出炉空冷,可将加工应力消除90%以上。后一种处理的活塞环的硬度均匀性好。通常铸铁环在粗磨两端面后退火,目的是消除铸造和机械加工应力、稳定尺寸和精度等。
(2)活塞环的热定型(固定) 将缝隙大小固定,以使其压紧于气缸壁内,在工作过程中有适当的弹性。热定型是去应力退火的一种形式,活塞环的热定型采用专用夹具,上下为两个压盘,中间穿螺栓压紧,其中一个底盘固定。定型杆的宽度等于活塞环(胀圈)定型后的开口尺寸。压紧的程度以装好后用力抖动活塞环的位置不变为宜。装夹后的活塞环可在可控气氛炉中加热,温度的选择以不破坏铸铁的组织为原则。定型处理后的硬度为220~270HBW(98~105HRB)。具体铸铁活塞环热定型工艺规范如图2-2所示。
定型后的活塞环改善了组织,降低了基体的硬度,消除了应力,获得了一定的残留变形。为了保持弹性的稳定,活塞环还要在气缸中进行400℃、保温2~4h的稳定化处理。
铸铁活塞环调质处理的目的是提高弹性模量与热稳定性,球墨铸铁活塞环调质处理的工艺规范如图2-3所示。

图2-2 铸铁活塞环热定型工艺规范

图2-3 球墨铸铁活塞环调质处理的工艺规范
(3)钢带活塞环的热处理 钢带活塞环的热处理工艺规范如图2-4所示。
(4)活塞环的表面处理 其目的是为了提高活塞环的表面硬度与耐磨性,改善表面的储油能力,以防粘着磨损,改善与气缸壁的磨合性能,提高其耐热性;加快活塞环的初期磨合,以改善活塞环与气缸的运动条件。

图2-4 钢带活塞环的热处理工艺规范
1)一般气环的工作条件差,外圆面上要进行多孔性镀铬,具有硬度高、可储存少量的润滑油、使用寿命提高2~3倍等特点。另外,也可喷涂钼或进行渗氮、激光热处理,端面进行磷化处理同样可起到良好的作用。
2)油环镀锡或磷化处理,也可镀铬或喷涂钼,改善磨合性能和提高活塞环的耐磨性。压缩环镀铬层深度≥0.10mm,油环镀铬层深度≥0.08mm。镀铬后的活塞环要进行去氢处理,镀铬层硬度不低于750HV(200HRB)。应对活塞环的未磨损部位进行防蚀处理,常见的方法为镀锡、渗氮等,渗层深度为0.001~0.003mm。
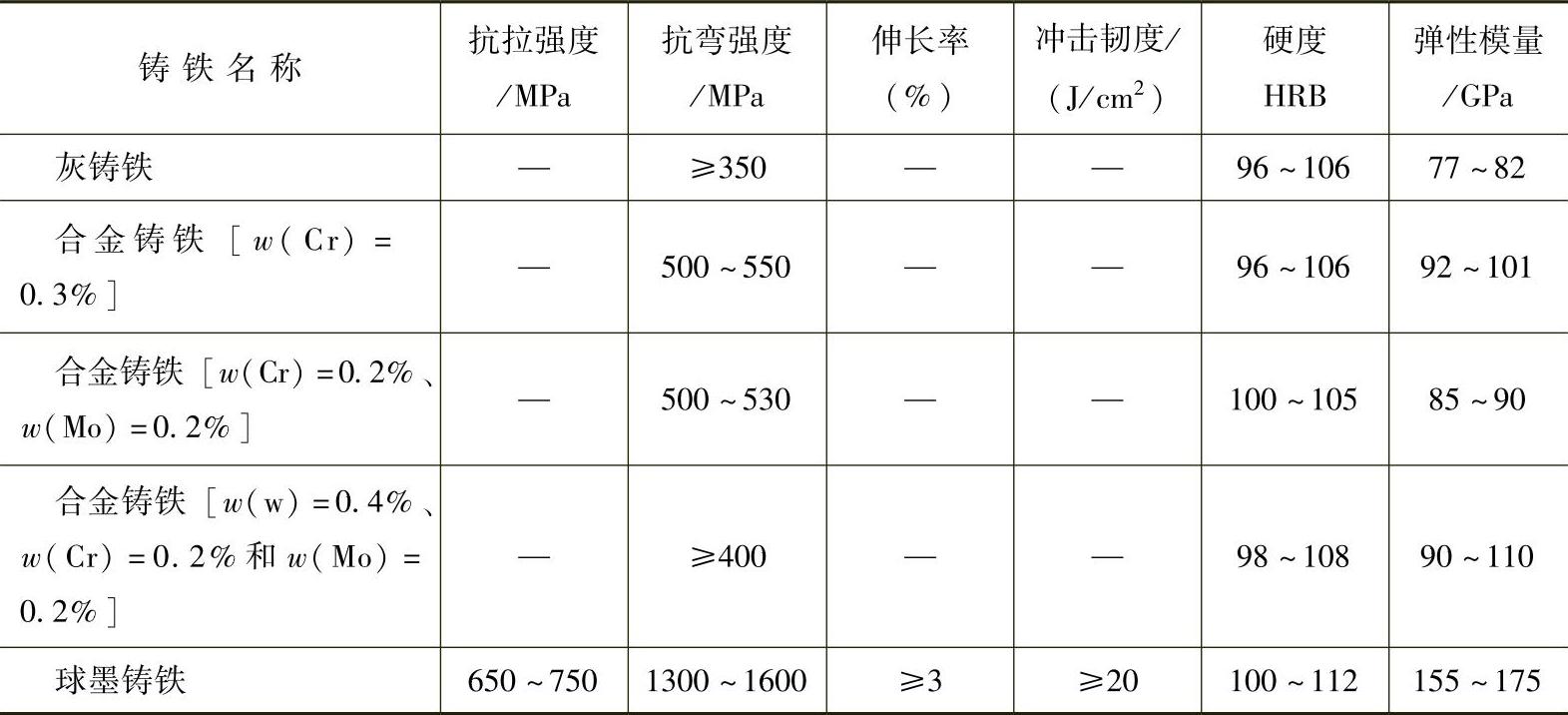
表2-4列出了常见铸铁活塞环的性能对比。
表2-4常见铸铁活塞环的性能对比
活塞环的表面处理在其制造过程中占有十分重要的地位,在生产中大量采用了上述处理工艺方法,提高了活塞环的耐磨性。对要求更高的耐热性和抗粘着活塞环,可进行喷涂钼处理,为便于比较几种表面处理工艺及性能,将其列于表2-5中供参考。
表2-5活塞环表面处理工艺及其性能特点

活塞环镀铬后的硬度比热处理后的硬度约高2.5倍,其耐磨性提高,电解析出的铬层与基体金属具有较高的结合强度,同时镀铬温度在70℃以下,故不会破坏活塞环原来的金相组织,也不会使活塞环产生热应力变形,故其应用十分广泛。
活塞环除了采用镀铬与喷涂钼处理外,其他的表面处理还包括磷化处理与发蓝处理,少数采用渗硫或渗氮处理。磷化处理是以加快活塞环初期磨损、防止擦伤气缸为主要目的表面处理方法,在90~98℃的温度下进行,蒸汽磷化法的磷化时间可缩短到普通的1/10。
(5)钢带活塞环的热处理与表面处理 常用的钢带活塞环材料为50CrVA、65Mn、T8A等,刮环用钢带的热处理是在管式可控气氛炉中进行的,淬火冷却介质为机械油。热处理后的钢带在绕圈机上缠绕后,与定型胎套一起放进热定型筒中密封,在电阻炉中进行定型处理。具体热处理工艺规范见表2-6。
表2-6常用钢带活塞环材料的淬火和回火、定型热处理工艺规范

国外钢制活塞环通常选用Cr13、Cr18等高碳高铬马氏体不锈钢制作,在调质处理后进行氮碳共渗处理(560~580℃×2~3h),渗氮层深度在0.05mm以上,目的是提高活塞环的耐磨性与抗咬合性,进行表面强化处理,但需要采用活塞环专用渗氮工艺装备,防止缩口,以确保自由开口与尺寸稳定。
4.活塞环的热处理工艺分析与操作要点
1)活塞环的热定型包括铸铁热定型与钢带热定型两种,前者采用盐浴炉或电炉进行处理,后者则在电炉中完成。活塞环在心轴上的装配应压紧,垫片与插入的开口定型金属镶块应垂直无变形。加热完毕后空冷即可。
2)应根据活塞环的磨损与润滑条件采用不同的表面处理方法。为提高活塞环的耐磨性,同时降低气缸的磨损,可选用镀铬工艺。为防止干摩擦,提高缸的抗拉能力,则选择喷钼和镶嵌金属氧化物填料的方法。为使环与气缸突出部位相接触而加剧磨损,缩短磨合期,使活塞环进入稳定的工作状态,应选择镀锡、发蓝和磷化处理等。
3)活塞环作为有特殊要求的零件,在镀铬后应进行除氢热处理,目的是使大部分残留氢气排出,减小零件的脆性,提高其疲劳强度。采用的方法有水煮法(煮沸6h)、油煮法(250℃×2h)和空气加热法(180~200℃×2~3h),其中油煮法效果最好,采用空气加热工艺较为普遍。
4)钢带活塞环的热处理回火温度与定型温度是一致的,硬度不会降低,其回火托氏体组织又具有良好的弹性,起到稳定化的作用。质量检验包括以下内容。
①硬度为98~108HRB,同一活塞环上的硬度差不大于3HRB。
②金相组织为细片珠光体(或索氏体)+体积分数为20%的石墨+体积分数为5%的铁素体(应均匀分布)+磷共晶碳化物(细小均布)。
③外观检查包括:不允许有裂纹、毛刺、锈迹和崩缺等,镀铬后的活塞环表面无铬瘤、铬层裂纹、尖锐铬边和崩块等,铬层与活塞环应牢牢结合,无脱落现象;活塞环外圆表面及上下端面无粗加工后的刀痕、振纹以及氧化皮等,退磁彻底,否则将造成活塞环的异常磨损。
有关汽车零件热处理实用技术的文章

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

锻模的退火工艺 锻模是经过锻打成形的,因此在进行机械加工之前,要进行降低硬度、改善组织的退火处理,目的是便于切削加工、为最终热处理做组织准备。当然若有条件最好采用保护气氛炉或真空淬火炉加热,这样可完全消除锻模表面的氧化或脱碳质量缺陷,确保锻模表面的成分和组织不发生改变,事实表明经过处理的锻模的使用寿命和疲劳强度明显提高,资料显示锻模的寿命提高3~5倍。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

气门座失效的主要形式为烧蚀和磨损。图3-29 进气门座热处理工艺曲线4.热处理工艺分析与操作要点1)操作者应严格执行工艺要求,确保仪表与设备正常工作。2)由于进气门座呈薄片圆环状,故气门座应平整加热与冷却。......
2023-08-18

热处理后获得了极细的硬化层组织,显著改善了耐磨性等。激光热处理通过对光斑、扫描速度、激光功率等的调节,来控制零件表面温度、透热深度等,达到快速加热并自冷淬火的目的,原材料的组织状态直接影响到透热深度,通常要求其为上贝氏体。图9-1 激光热处理装置表9-1激光淬火与高频感应淬火硬度的对比激光淬火加热速度和冷却速度快,对晶粒有明显的细化作用,同时,激光淬火层具有一系列优异的力学性能。......
2023-08-18

钢铁件化学热处理的目的是改变表层化学成分与组织结构,以提高表面的力学性能、物理与化学性能。汽车零件的化学热处理包括渗碳、碳氮共渗、渗氮、氮碳共渗、硫氮碳共渗等,应用比较广泛的为渗碳、碳氮共渗、渗氮与氮碳共渗,其中渗碳与氮碳共渗零件所占比例较大。汽车零件的渗碳热处理装备有箱式炉,单排、双排、多排连续炉以及真空炉等多种热处理设备。汽车零件进行渗氮的有活塞环、活塞杆、螺杆、部分齿轮等。......
2023-08-18

感应热处理零件占汽车热处理零件的70%以上,是比较有前途的热处理工艺。表1-4感应淬火的工艺方式与适用范围感应淬火件回火的目的是降低淬火应力,避免产生淬火裂纹或降低硬度,达到零件的热处理技术要求。表1-5感应淬火件的质量检验项目与要求2.火焰淬火火焰淬火的淬火温度比普通的淬火温度要高50~70℃,加热速度快,因此工件经火焰淬火后硬化层不厚,不适合处理十分重要的零件。......
2023-08-18
相关推荐