装夹后的活塞环可在可控气氛炉中加热,温度的选择以不破坏铸铁的组织为原则。图2-2 铸铁活塞环热定型工艺规范图2-3 球墨铸铁活塞环调质处理的工艺规范钢带活塞环的热处理 钢带活塞环的热处理工艺规范如图2-4所示。......
2023-08-18
1.工作条件和性能要求
活塞为曲柄连杆机构的主要部件,活塞的功能是与气缸盖、气缸壁共同组成燃烧室,承受气缸中气体的压力并通过活塞销和连杆传给曲轴。
活塞在工作过程中受力比较复杂:活塞交替地压向气缸壁,侧向压力作用于活塞裙部;活塞裙、活塞环槽和活塞销孔凸部都受到摩擦力的作用;混合气的燃烧使气缸内产生2500K以上的高温,通过活塞顶、活塞环带和活塞环将大量的热传给气缸壁。可见,活塞承受不同类型的应力与应变,故应具有低的密度、足够的强度与刚度、良好的耐热性、优异的传热性、摩擦力小以及良好的耐磨性、温度变化时尺寸及形状变化小等特性,满足其服役需要。引起活塞损坏的原因包括发动机装配和安装操作不当(如气缸盖螺栓拧紧不均匀引起的气缸变形、活塞销在连杆孔中装配过紧、气缸套不规则等)。常见的失效方式为活塞拉伤(无油运行拉伤)、活塞顶穿孔、烧蚀、变形与断裂等。
2.活塞材料的选用
为满足活塞的以上技术要求,发动机广泛采用的活塞材料是铸造铝合金,常采用ZL108、ZL109、ZL110、ZL201等,它们具有较高的高温强度和低膨胀系数,适于制作发动机活塞、气缸头以及高温零件。有的柴油机也采用高级铸铁或耐热钢制造活塞。另外可采用铝硅合金(AlSi12CuNi)制造活塞,更高负荷则采用AlSi18CuNi、AlSi25CuNi制造活塞。铝合金活塞具有导热性好、质量轻、易于加工等特点,均是铸造加工的,应用比较广泛。
3.活塞的热处理
(1)活塞的技术要求 铸造铝合金经过热处理后,同一活塞中的硬度差应不大于10HBW,其力学性能与体积稳定性见表2-1。金相组织应符合JB/T 6289—2005《内燃机 铸造铝活塞 金相检验》的规定。
表2-1活塞的力学性能与体积稳定性
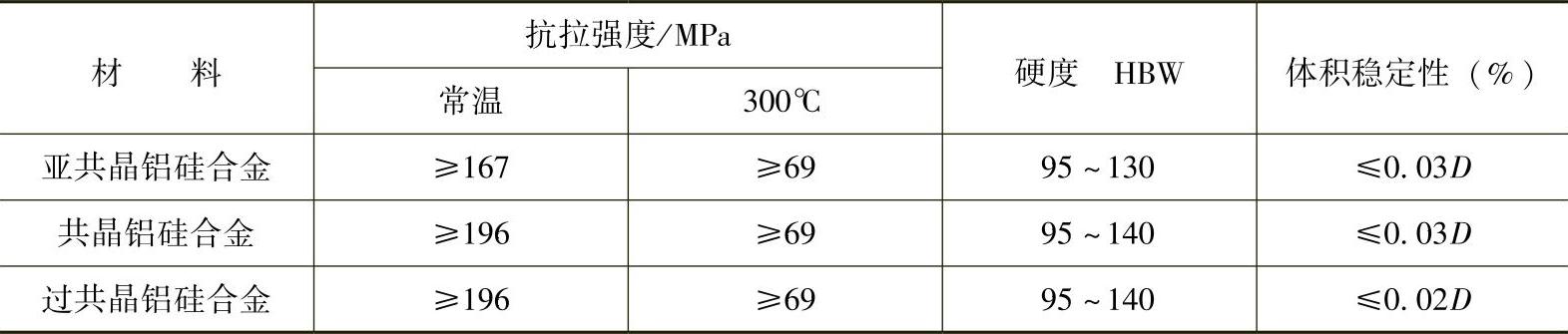
注:其中D为活塞的直径。
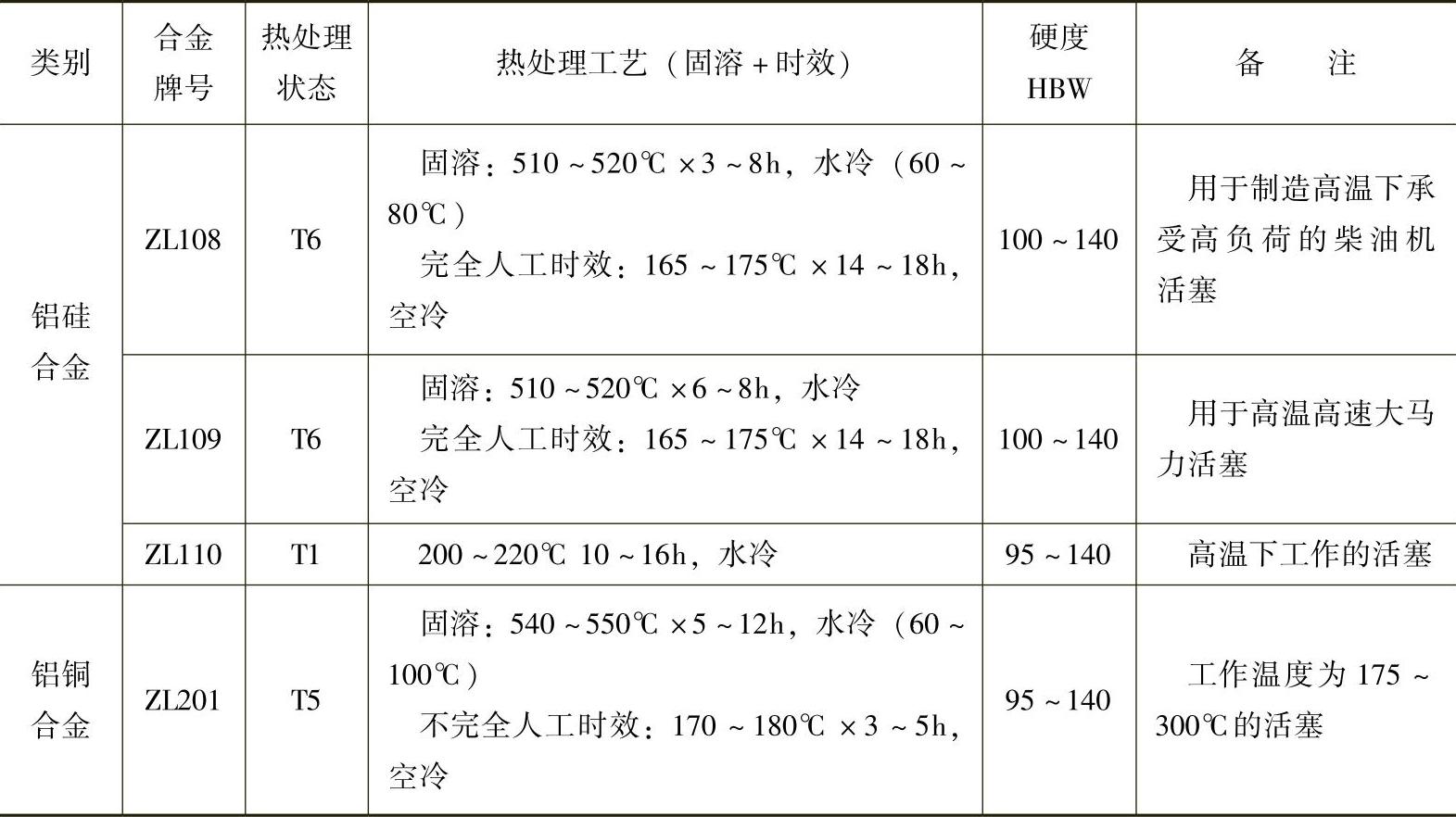
(2)活塞的热处理工艺 活塞常用铸造铝合金的热处理工艺规范见表2-2。
表2-2活塞常用铸造铝合金的热处理工艺规范
(3)表面处理 表面处理包括镀铬、喷钼、镀锡以及渗氮等。
4.活塞的热处理操作与质量检验
1)活塞采用吊装或装夹具加热,铸件要均匀分层摆放,避免叠压,在加热温度下装炉,不要接触炉壁。
2)固溶加热设备的控温精度不大于±5℃,时效处理控温精度应不大于±10℃,否则会造成活塞硬度与体积稳定性不符合要求。
3)固溶处理的转移时间应不超过15~20s,活塞淬入水中要不停运动,在水中的冷却时间不少于5min,并立即在油中或硝盐中进行时效处理。
4)活塞的热处理质量检验包括硬度、抗拉强度等,在本体上取样进行性能检测。
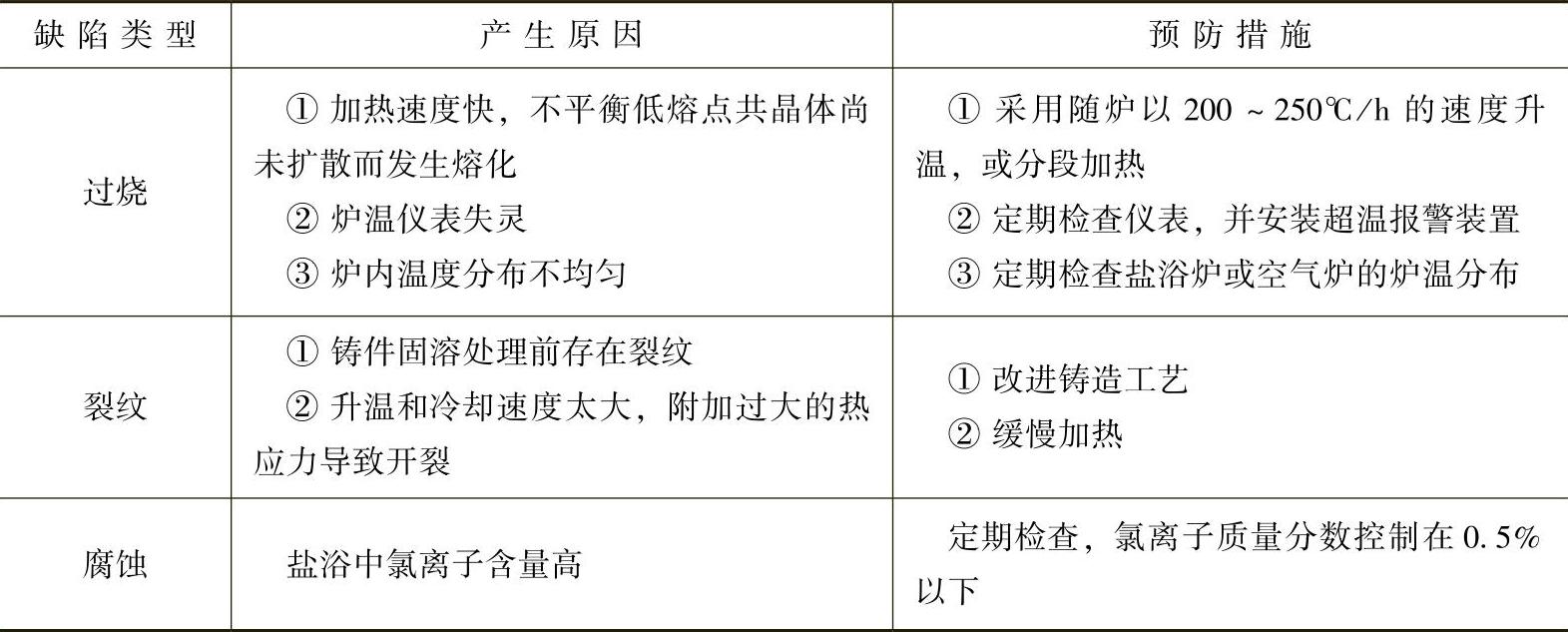
5.铝合金活塞的热处理缺陷分析与对策(表2-3)
表2-3铝合金活塞的热处理缺陷分析与对策
有关汽车零件热处理实用技术的文章

装夹后的活塞环可在可控气氛炉中加热,温度的选择以不破坏铸铁的组织为原则。图2-2 铸铁活塞环热定型工艺规范图2-3 球墨铸铁活塞环调质处理的工艺规范钢带活塞环的热处理 钢带活塞环的热处理工艺规范如图2-4所示。......
2023-08-18

采用钢铁材料与非铁金属制造零件时加热是离不开加热设备和加热介质的,加热过程中热量的基本传递方式有传导、对流和辐射等,不同的热处理设备热量传递方式有所差异。因此从提高零件表面状态的要求出发,选择在中性气氛或保护气氛的介质中完成工件的加热,是目前汽车零件热处理的发展方向。2)热处理加热炉的炉顶和侧壁尽可能选用陶瓷纤维炉衬,这样既降低了设备制造成本,又缩短了加热升温时间,节约能源。......
2023-08-18

要求紧固件中硫、磷、锰和硅的含量要低,质量要求十分严格,成形后采用再结晶退火处理,以消除冷拔过程中的加工硬化,恢复材料冷拔前的塑性和获得细晶粒的组织,即获得需要的力学性能。2)冷镦、冷挤件的热处理。3)常见35钢、45钢螺栓和螺母的热处理工艺见表7-24。......
2023-08-18

锻模的退火工艺 锻模是经过锻打成形的,因此在进行机械加工之前,要进行降低硬度、改善组织的退火处理,目的是便于切削加工、为最终热处理做组织准备。当然若有条件最好采用保护气氛炉或真空淬火炉加热,这样可完全消除锻模表面的氧化或脱碳质量缺陷,确保锻模表面的成分和组织不发生改变,事实表明经过处理的锻模的使用寿命和疲劳强度明显提高,资料显示锻模的寿命提高3~5倍。......
2023-08-18

解决的途径是采用表面热处理或化学热处理等表面强化处理。只对钢件表层进行加热、冷却,以改变其组织和性能的热处理工艺称为表面热处理,分为表面淬火和化学热处理两类。根据电流频率不同,感应加热表面淬火分为三类:高频感应加热表面淬火、中频感应加热表面淬火和工频感应加热表面淬火。由于渗入元素的不同,工件表面处理后获得的性能也不相同。目前在机械制造业中,最常用的化学热处理是渗碳、渗氮和碳氮共渗。......
2023-06-26

曲轴的主轴径、连杆轴径和曲轴臂各处受到较严重的磨损,受力各不相同。曲轴的热处理1)45钢曲轴的热处理。图2-10 各种表面处理对曲轴弯曲疲劳强度的影响2)球墨铸铁曲轴的热处理。表2-23常见曲轴用材料的预备热处理和最终热处理工艺规范曲轴的感应淬火是热处理工艺中的重要工序,是曲轴轴径硬化的必备措施。......
2023-08-18
为提高活塞杆的使用寿命,其表面应进行强化处理,以满足其表面耐磨、耐蚀、摩擦因数小的技术要求。目前用中频感应淬火来代替活塞杆的离子渗氮,实际使用效果不错。......
2023-08-18
感应热处理零件占汽车热处理零件的70%以上,是比较有前途的热处理工艺。表1-4感应淬火的工艺方式与适用范围感应淬火件回火的目的是降低淬火应力,避免产生淬火裂纹或降低硬度,达到零件的热处理技术要求。表1-5感应淬火件的质量检验项目与要求2.火焰淬火火焰淬火的淬火温度比普通的淬火温度要高50~70℃,加热速度快,因此工件经火焰淬火后硬化层不厚,不适合处理十分重要的零件。......
2023-08-18
相关推荐