等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23
氧乙炔焊俗称为气焊,它是熔化焊的一种形式。气焊是利用乙炔和氧气在一个腔内混合,通过喷嘴点燃产生高温,将焊条和母材金属熔化焊接在一起的。
尽管采用气焊难免会使被焊钣金件产生变形,就目前多数汽修厂家而言,气焊仍然是一种通用的焊接方法。某些特殊的钣金工艺,气焊还是必不可少的。
1.组成
氧乙炔焊主要由气瓶、减压阀、气管、焰炬等组成(图3-18)。
1)气瓶。用来盛装氧气和乙炔气。
2)减压阀。用来将从储气罐来的气压降至所需压力和保持气流量稳定。每个减压阀上有—个气瓶压力表和工作压力表。氧气的工作压力为34.5~690kPa(5~100psi),乙炔气的工作压力为6.9~82.7kPa(1~12psi)。
3)气管。用来连接焰炬与气瓶上的减压阀。
4)焰炬。把来自气瓶的氧气和乙炔气按适当比例混合起来,并产生熔化钢的火焰。焰炬主要有焊炬和割炬两种。
使用焊炬之前,应根据焊件的板厚、焊接方法选择适用的焊嘴。一般薄板选用小号焊嘴,厚板选用大号焊嘴。焊嘴装在焊炬端部时应拧紧。
点燃焊炬之前,应先检查焊嘴、气阀及其管道有无漏气现象。检查方法是先打开氧气阀1/4圈,再打开乙炔阀门1圈,检查有无堵塞和漏气,确认其可靠之后再点燃火焰。点火后,焊嘴应朝下方,并远离可燃物。此时,缓慢开启氧气阀,火焰将由黄色的乙炔焰变成蓝色的火焰,称为碳化焰,如图3-19b所示。碳化焰焰芯是蓝白色的,外围包着一层蓝色的火焰,轮廓不十分清楚,外焰呈橘红色。慢慢关闭乙炔阀直到焊嘴处呈现一个很清晰的内焰芯,这时称为中性焰,如图3-19a所示。中性焰的焰芯也是蓝白色的,轮廓清晰,外焰呈淡橘红色。继续关闭乙炔阀门或打开氧气阀门,焊嘴处将出现一个更小的淡蓝色焰芯,此时称为氧化焰,如图3-19c所示。氧化焰内芯看不清楚,焊接时会发出急剧的“嗖嗖”声。
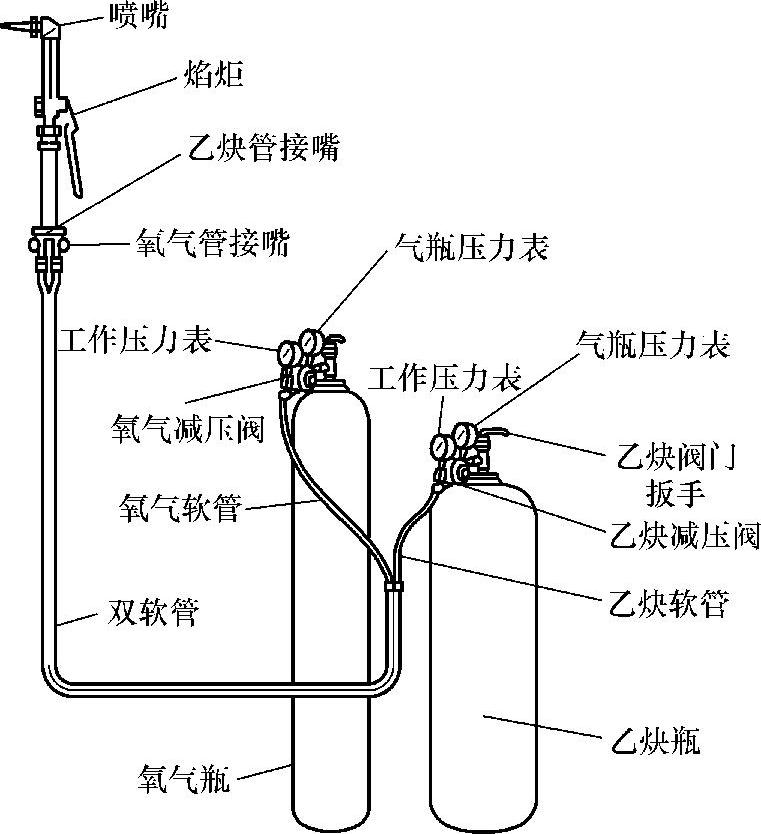
图3-18 氧乙炔焊接设备的组成
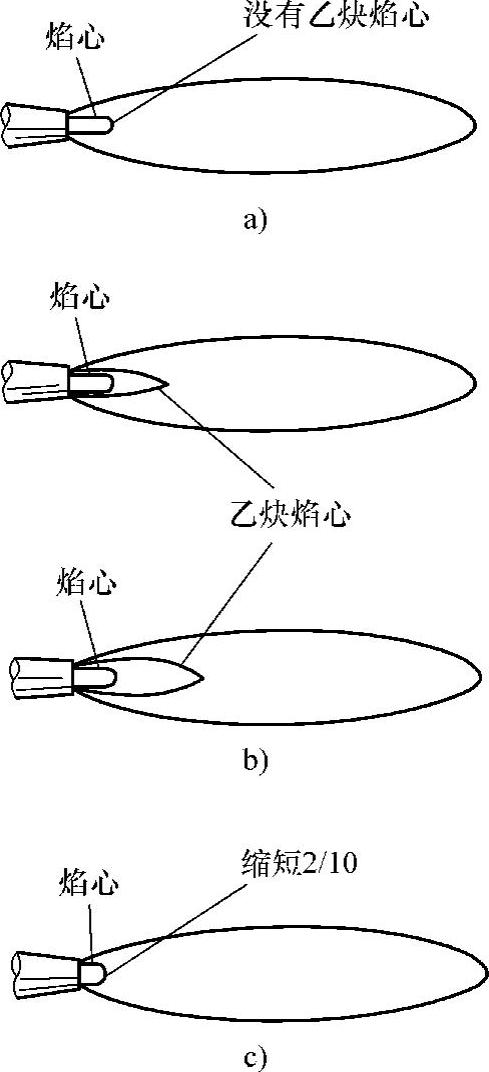
图3-19 各种氧炔火焰示意图
a)中性焰 b)碳化焰 c)氧化焰
2.气焊的操作方法
气焊的操作方法有左焊法和右焊法两种。焊炬从右向左移动的焊接方法称为左焊法;焊炬从左向右移动的焊接方法称为右焊法,如图3-20所示。
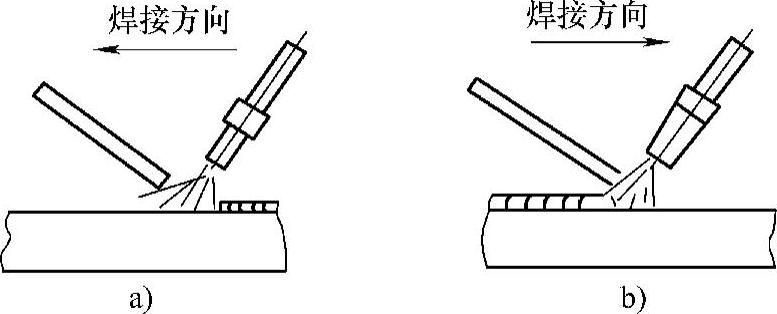
图3-20 气焊的操作方法
a)左焊法 b)右焊法
左焊法操作简单,适于薄板及低熔点材料的焊接。右焊法火焰指向焊缝,熔池保护效果好,不易产生气孔、夹渣,热量利用效率高,焊缝冷却较慢,适用于焊接较厚的或高熔点材料。
开始起焊时,由于焊件温度较低,可加大焊嘴与焊件的倾角,加快预热速度;当起焊处形成白亮的熔池时,再减小倾角进入正常焊接;焊接收尾时,焊件温度较高,应减小倾角,加快送焊丝速度和焊接速度,直到熔池填满,火焰再慢慢离开。
3.汽车钣金气焊注意事项
为了获得良好的焊接质量,用气焊焊接时一定要做到焊丝和焊缝两边的金属材料三者同时熔化,并及时移动焊炬和填充焊丝。由于汽车钣金件的厚度较小,都在1mm左右,焊接时,焊炬停留稍久,板料就会被烧穿;焊炬移动过快,焊件熔化不良。过早填充焊丝焊件熔化不良,焊接不牢固;焊丝填充稍迟,焊件难免被烧穿。为避免出现这些不良结果,钣金气焊应注意如下事项:
1)考虑到汽车钣金件的特性,气焊时应选用小号焊炬、3号以下的焊嘴,焊丝直径为2mm左右的焊丝,采用中性火焰。
2)焊缝一次完成,焊接速度要快,绝不可反复烧焊。
3)焊炬的移动要平稳,焊丝则以涂抹形式的动作熔于熔池之中。
4)部件边缘裂缝的焊接应从裂缝尾部(裂缝止端)开始起焊,焊嘴应指向焊件外面,减少部件受热,防止前焊后裂。
5)长焊缝的焊接,事先应将连接处修整对齐,并按要求间隔定位焊后再行焊接。焊接长焊缝,—般应从中间向两端依次交替焊接而成。
6)挖补焊接,事先应将补丁板料在平台上普遍捶击一遍,可以减小焊接变形。
有关车险理赔查勘与定损的文章

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23
在现代生产的TIG焊设备中,引弧和稳弧装置以及焊接程序控制装置已经和弧焊电源合为一体。如图1-6-2所示为手工TIG焊设备组成示意图。专用自动TIG焊机是根据待焊产品结构、尺寸大小、焊缝接头形式和装夹方式等焊接工艺要求而专门设计和制造的专用焊接设备。......
2023-06-26

图3-66 半自动熔化极气体保护焊设备构成1.焊接电源CO2气体保护电弧焊电源有旋转式和整流式两种,但由于旋转式焊机能耗、噪声大且适用性差,所以目前已很少采用。焊丝直径大于2.4mm采用与埋弧焊设备相同的弧压反馈送丝法。......
2023-06-23

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23

埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25

激光器是激光焊焊接设备中的重要组成部分,提供焊接加工所需的激光热源。图4-1-1 激光焊焊接设备的组成光路系统实现对激光束的传输和聚焦,有些场合还需对激光束进行分光。其运动精度在很大程度上影响了激光焊接的精度,需采用精密机械和CNC数控。安装He-Ne激光器时,使红色的He-Ne激光与焊接用激光同轴,依此可进行光路调整和与工件对中。以下将进一步介绍激光焊接设备中的激光器、光路系统和工艺介质输送系统。......
2023-06-26

相关推荐