【摘要】:据估计,在各汽车制造厂对整体式车身进行的焊接中,有90%~95%都采用电阻定位焊。电阻定位焊还广泛应用于汽车遮阳顶的安装和汽车的改装。电阻定位焊适用于焊接整体式车身上要求焊接强度好、不变形的薄型零部件。电阻定位焊的焊接强度与电极施加在金属件上的压力有直接的关系。电阻定位焊时电流与压力之间是相互关联的,必须注意同时调节,焊接质量才能得以保证。加压时间是电阻定位焊极为重要的因素。
1.应用
电阻定位焊是汽车制造厂在流水线上对整体式车身进行焊接时最常用的一种方法(图3-13)。据估计,在各汽车制造厂对整体式车身进行的焊接中,有90%~95%都采用电阻定位焊。电阻定位焊还广泛应用于汽车遮阳顶的安装和汽车的改装。
电阻定位焊适用于焊接整体式车身上要求焊接强度好、不变形的薄型零部件。常见的应用范围包括车顶、窗洞和门洞、车门槛板以及许多外部壁板。由于整体式车身修理对强度的要求较高,经常要使用挤压式电阻定位焊机,所以修理人员必须知道如何调整焊接机、如何进行试焊和焊接。
2.电阻定位焊的优点
电阻定位焊具有许多优点,主要是:
1)焊接成本低,不消耗焊丝、焊条和气体。
2)清洁。焊接时不产生烟或蒸气。
3)焊接部位灵活,且对镀锌板的焊接有效。
4)焊接质量高,速度快。在1s内便可焊接高强度钢、高强度低合金钢或低碳钢工件,焊接强度高、受热范围小,工件不易变形。
3.电阻定位焊的焊接原理
电阻定位焊是利用电流通过接触点加热,并在外加压力作用下使接触点附近的金属熔化,经冷凝后形成焊点的一种焊接方法。电阻定位焊机如图3-14所示。图中右端有两个电极,通过上面的加压手柄即可获得所需的压力。将两块金属板夹持在电极之间,通电,加压一段时间,即可形成电阻焊点。

图3-13 汽车生产过程中车身上进行电阻定位焊的主要部位
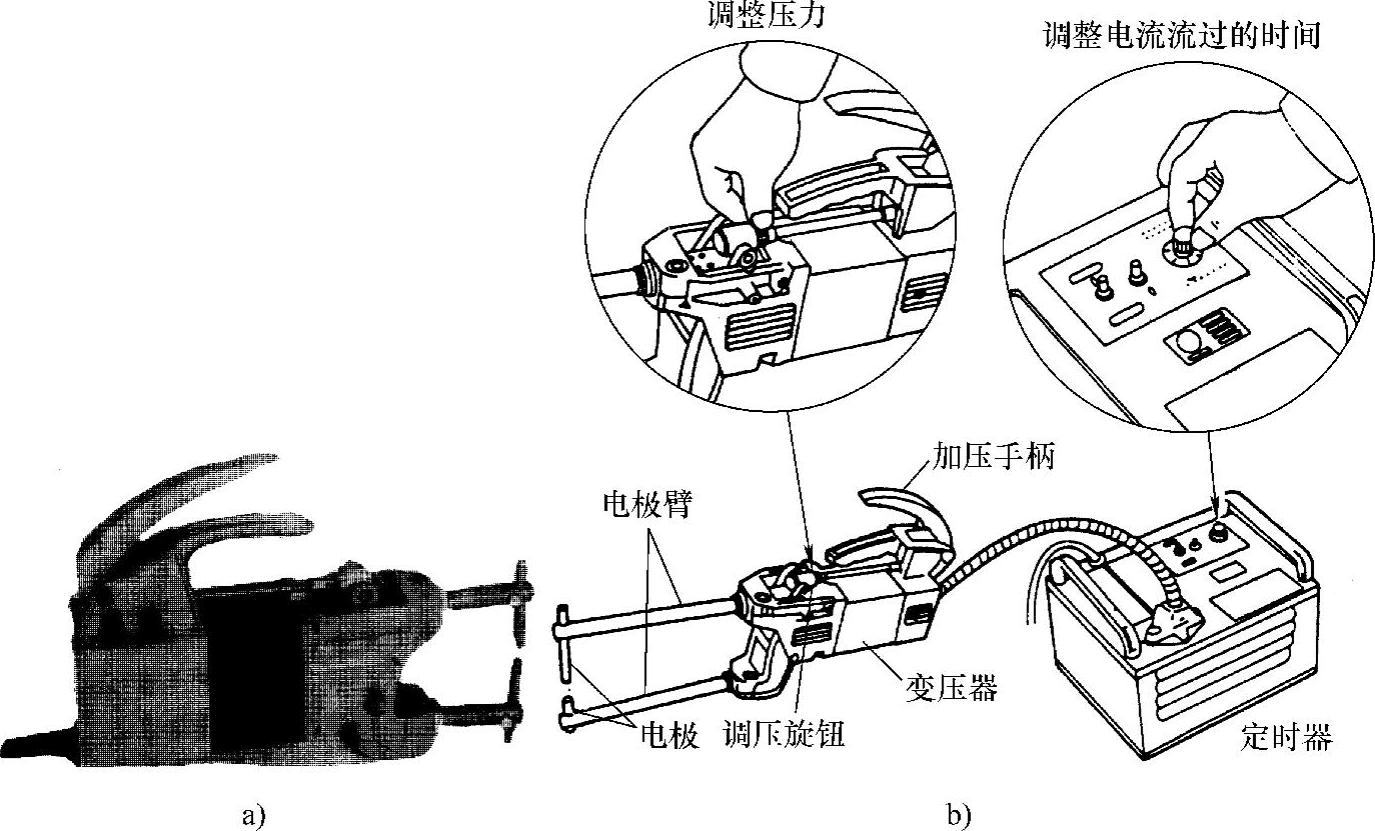
图3-14 电阻定位焊机的组成
a)外形 b)组成
4.电阻定位焊的三要素
通常将压力、电流和加压时间定为电阻定位焊的三要素。

图3-15 电极头的压力
1)压力。电阻定位焊的焊接强度与电极施加在金属件上的压力有直接的关系。压力太小,会产生焊接溅出物;压力太大,会使焊点过小,降低了焊接强度(图3-15)。具体操作时应遵守设备使用规程规定的压力范围。
2)电流。给金属件加压后,通电,一股很强的电流流经两金属接触区,利用电阻作用发热,使温度上升,使金属熔化并且熔合在一起,如图3-16所示。如果电流太大或压力太小,将会产生内部溅出物;减小电流或增加压力,可以使焊接溅出物降低到最小程度,形成良好的焊点。电阻定位焊时电流与压力之间是相互关联的,必须注意同时调节,焊接质量才能得以保证。
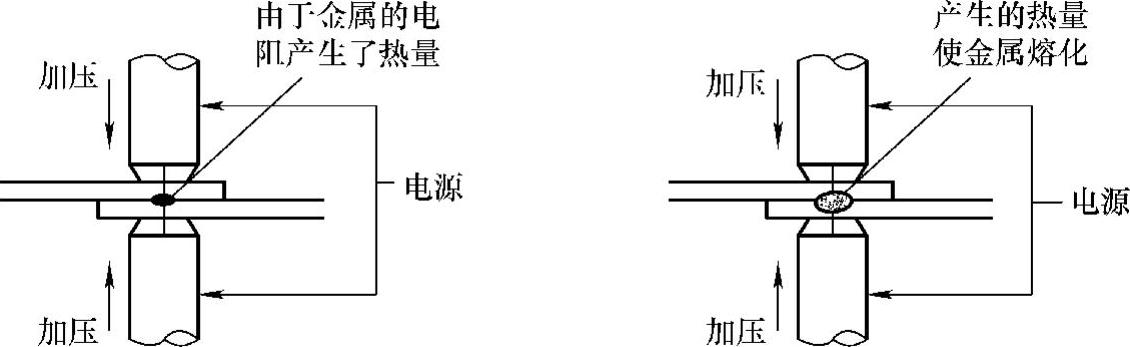
图3-16 电流

图3-17 加压时间
3)加压时间。加压时间是电阻定位焊极为重要的因素。在加压时间内,金属通过电流,熔化和熔合在一起。加压完毕,电流停止,熔化部位开始冷却凝固成圆而且平的焊点,如图3-17所示。加压时间不可少于电阻定位焊机用户使用说明书上的规定值。







相关推荐