基本原理CO2气体保护焊是利用CO2作为保护气体的一种熔化电极气体保护焊焊接方法,简称CO2焊。图6.21锯齿形的横向摆动图6.22弯月形的横向摆动2)引弧及收弧技术半自动CO2气体保护焊常采用短路引弧法。4)定位焊CO2气体保护焊时,热输入比焊条电弧焊时大,这就要求定位焊缝有足够的强度;同时,由于定位焊缝将保留在焊缝中,因此,要求焊工采用与正式焊缝相同的工艺,并且不能有缺陷。......
2023-06-27
1.组成
惰性气体保护焊是利用惰性气体将电极、电弧区以及焊接熔池置于其保护之下的电弧焊接方式,简称为气体保护焊。用于保护焊的惰性气体主要有氩气和二氧化碳气两种。前者俗称为氩弧焊,后者称为CO2气体保护焊。图3-7所示为CO2气体保护焊的示意图。
惰性气体保护焊的组成如图3-8所示。惰性气体保护焊使用一根焊丝,焊丝和电极以一定的速度自动进给,在母材和焊丝之间出现短弧,短弧产生的热量使焊丝熔化,因而将母材连接起来。由于焊丝以稳定的速度自动送丝,这种方法又可称为半自动电弧焊接法。在焊接过程中(图3-8),用惰性气体对焊接部位进行保护,以免母材受到空气的氧化。所使用的惰性的种类由需要焊接的母材而决定。大多数钢材都用二氧化碳(CO2)进行气体保护(图3-8)。而对于铝材,则根据铝合金的种类和材料的厚度,分别采用氩气或氩、氮混合气体进行保护。在氩气中加入4%~5%(体积分数)的氧气,用这种气体进行保护时,甚至可以焊接不锈钢。
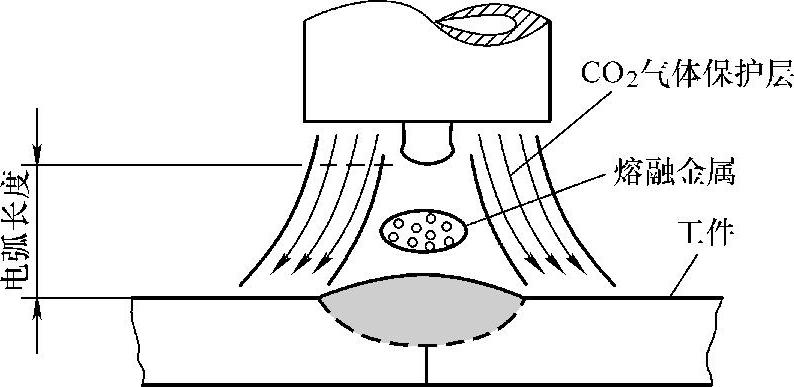
图3-7 CO2气体保护焊
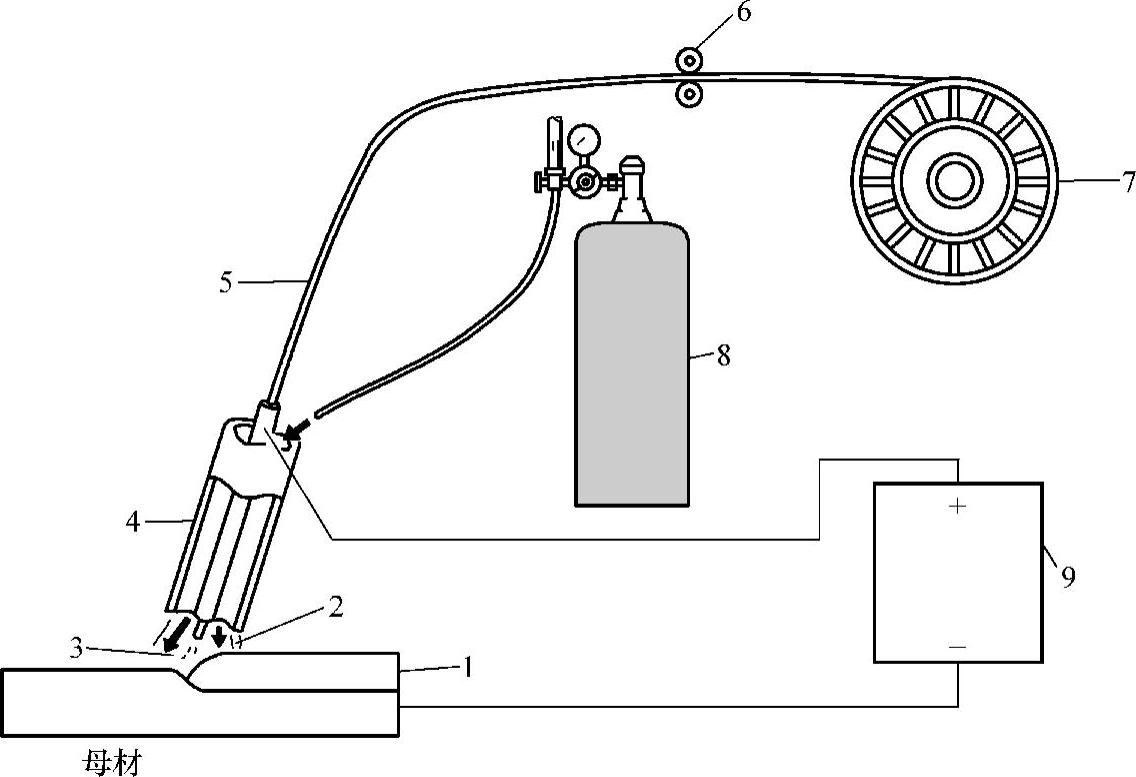
图3-8 惰性气体保护焊的组成
1—焊缝金属 2—CO2气体 3—电弧 4—焊枪喷嘴 5—焊丝 6—送丝滚轴 7—焊丝卷轴 8—CO2气瓶 9—焊机电源
2.焊接位置
与电弧焊、气焊相同,气体保护焊焊接位置也有平焊、横焊、立焊和仰焊四种,如图3-9所示。
平焊一般容易进行,焊接速度较快,焊接质量易于保证,只要不是在汽车上施焊,应尽量采用平焊。
水平焊缝进行横焊时,应使焊炬向上倾斜,以尽可能避免重力对熔池的影响。
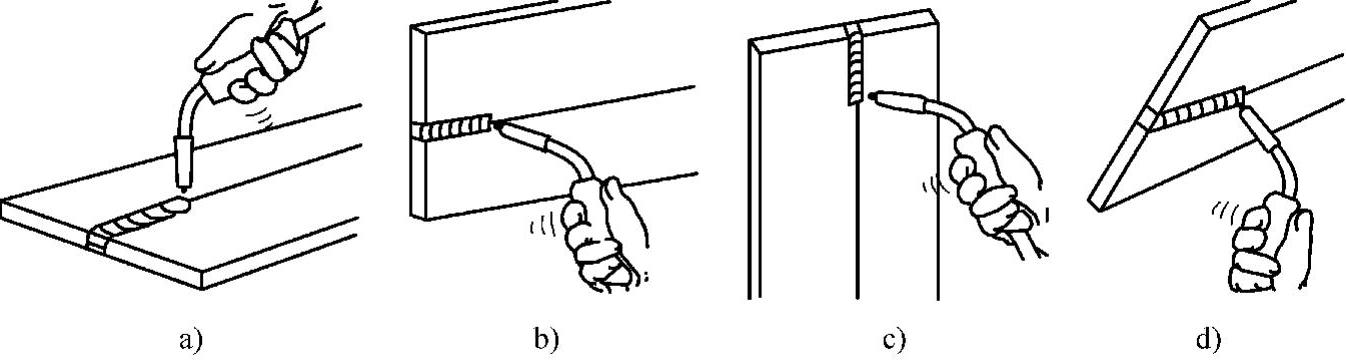
图3-9 惰性气体保护焊的焊接位置
立焊时,可根据具体情况选用向上立焊法、向下立焊法或立角焊法。对于气体保护焊应以向上立焊法为主,手工电焊则以向下立焊法为主。
仰焊是最难掌握的,为避免熔化金属脱落引起事故,一定要用较低的电压、短电弧和小熔池相配合。施焊时,将喷嘴推向工件,防止焊丝向熔池之外移动。
3.焊接形式
二氧化碳气体保护焊的焊接形式有六种,如图3-10所示。
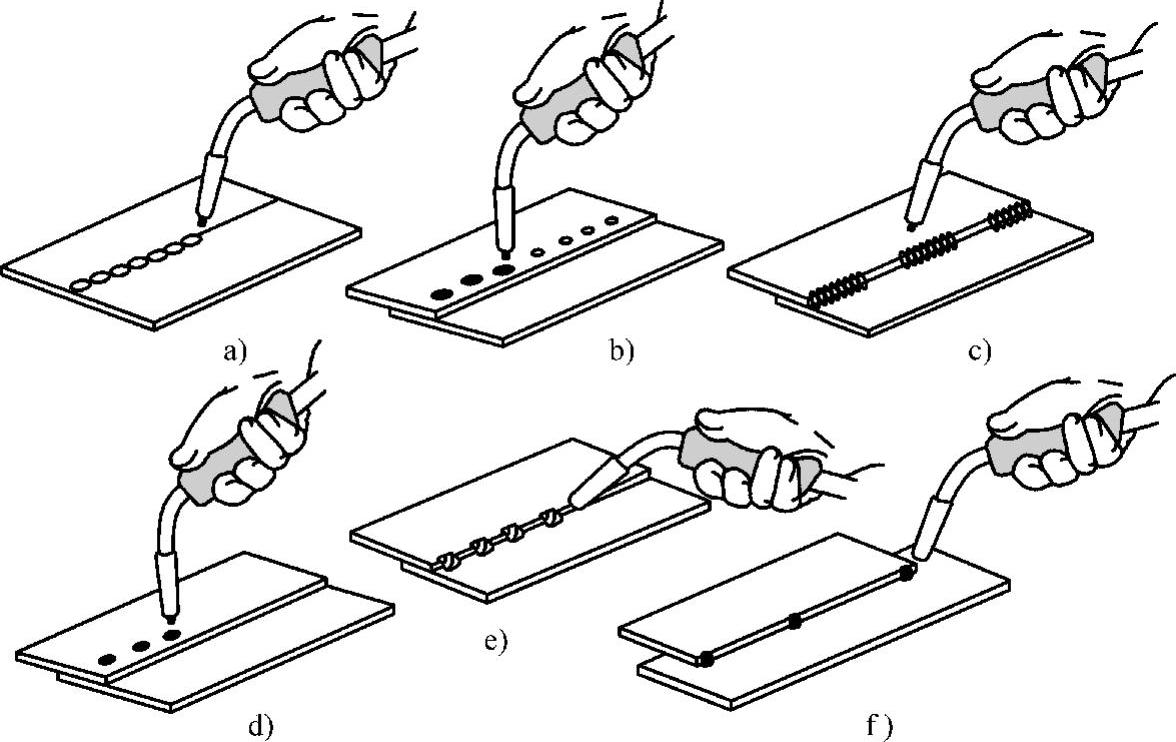
图3-10 二氧化碳气体保护焊的焊接形式
a)连续焊 b)塞焊 c)连续定位焊 d)、f)定位焊 e)搭接定位焊
1)定位焊。定位焊实际上是临时定位焊,用于保持两焊件相对位置固定不变的一种替代措施。定位焊各焊点之间的距离与母材厚度有关,大致是厚度的15~30倍,如图3-11所示。
2)连续焊。焊炬连续、稳定地沿焊缝移动形成连续焊缝,图3-12所示为连续焊示意图。
3)塞焊。两块金属板叠在一起,在其中一块板上钻有通孔,将电弧穿过此孔并被熔化金属所填满而形成的焊点称为塞焊。用塞焊替代铆接、螺钉连接是使用非常广泛的工艺方法。
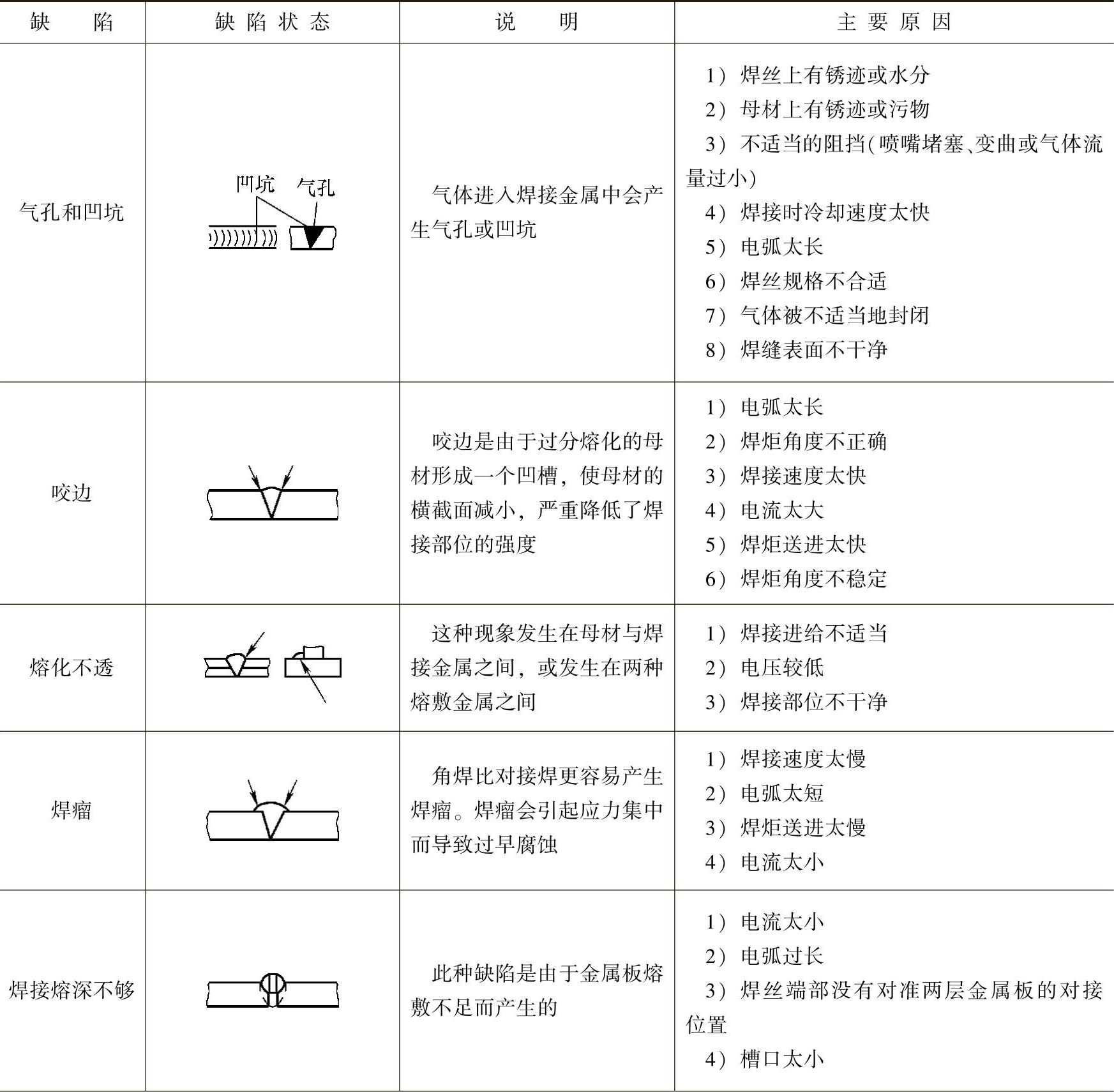
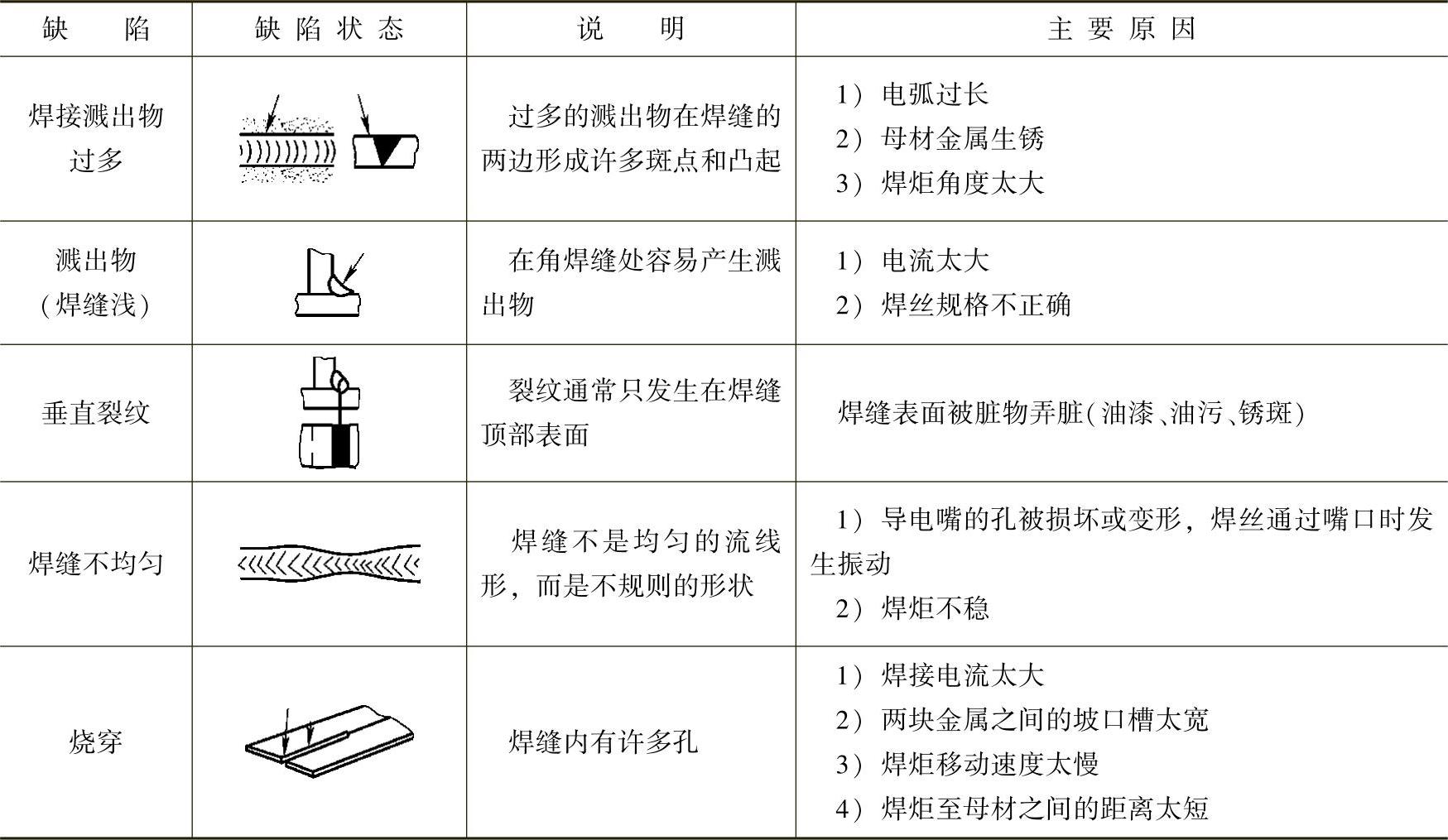
4.焊接缺陷及原因分析
惰性气体保护焊常见的焊接缺陷及产生的原因见表3-1。

图3-11 定位焊接
图3-12 连续焊接
表3-1 惰性气体保护焊常见的焊接缺陷及产生原因
(续)
有关车险理赔查勘与定损的文章

基本原理CO2气体保护焊是利用CO2作为保护气体的一种熔化电极气体保护焊焊接方法,简称CO2焊。图6.21锯齿形的横向摆动图6.22弯月形的横向摆动2)引弧及收弧技术半自动CO2气体保护焊常采用短路引弧法。4)定位焊CO2气体保护焊时,热输入比焊条电弧焊时大,这就要求定位焊缝有足够的强度;同时,由于定位焊缝将保留在焊缝中,因此,要求焊工采用与正式焊缝相同的工艺,并且不能有缺陷。......
2023-06-27
用外加气体作为电弧介质并保护电弧和补焊区的电弧焊称为气体保护焊。5)CO2气体保护焊焊丝有效利用率可达95%以上,而焊条电弧焊焊条的有效利用率一般为55%,表面缺肉堆焊时最多能达到65%。最适宜半自动CO2气体保护焊操作的焊丝直径是1.2mm,少量焊接时也可采用直径1.6mm的焊丝。CO2气体保护焊需采用必要的措施进行脱氧。......
2023-06-28

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

图5-85 药芯焊丝CO2气体保护焊时熔池中气体逸出飞溅的照片样品名称:3YC50204.07.08.,φ1.2mm;预置焊接参数:28.5V/110A;拍摄速度:3000f/s。图5-88和图5-89所示为CO2气体保护焊细熔滴过渡时熔池中的飞溅现象,可以看出图5-88第8、9帧照片发生了明显的飞溅现象。......
2023-06-30

图3-66 半自动熔化极气体保护焊设备构成1.焊接电源CO2气体保护电弧焊电源有旋转式和整流式两种,但由于旋转式焊机能耗、噪声大且适用性差,所以目前已很少采用。焊丝直径大于2.4mm采用与埋弧焊设备相同的弧压反馈送丝法。......
2023-06-23
无论是焊条电弧焊还是CO2气体保护焊,短路电爆炸飞溅现象都是主要的飞溅形式。图5-62是实心焊丝样品在CO2气体保护焊时发生激烈的瞬时短路电爆炸飞溅的高速摄影画面。......
2023-06-30
表5-7列出了焊条电弧焊和CO2气体保护焊飞溅类型、导因、形成条件及对工艺性的影响。表5-7 焊条电弧焊与CO2气体保护焊飞溅类型、导因、形成条件及对工艺性的影响图5-100 焊条电弧焊和CO2气体保护焊飞溅类型示意图a)短路电爆炸飞溅 b)瞬时短路飞溅 c)再引弧飞溅 d)熔滴的爆炸飞溅 e)熔滴的气体逸出飞溅 f)熔池气体逸出飞溅 g)焊条电弧焊飘离飞溅 h)CO2气体保护焊飘离飞溅 i)细颗粒火花飞溅 j)CO2气体保护焊的熔渣飞溅......
2023-06-30

③清理坡口及其两侧20mm范围内的铁锈、油污、氧化物等,使其露出金属光泽。通过焊缝检验尺寸或其他测量工具来保证反变形量。如图6.50所示,保持电弧在离坡口根部2~3mm处燃烧,并控制打底层焊道厚度不超过4mm。图6.49平焊时熔孔的控制图6.50打底焊道3)填充焊①焊前清理将打底层的飞溅和熔渣清理干净,凸起不平的地方磨平。③控制焊道厚度如图6.51所示,焊道高度低于母材1.5~2mm。......
2023-06-27
相关推荐