浇注系统 从图7-4中可以看出,其主要采用底注式浇注系统,内浇道设置在底部法兰处,以使铸型内铁液平稳地上升。因铸件较高,故设置了上层浇注系统2,适当提高铸型上部的铁液温度,有利于铁液中的气体及夹杂物上浮排出。图7-4 口径φ2400mm大型阀盖铸造工艺简图1—底层浇注系统 2—上层浇注系统 3—顶冒口 4—冷铁 5—底板图7-5 口径φ2400mm大型阀盖一型多铸a)组型过程 b)上部半节铸型在铸件最上方设置顶冒口3,适当增强对该部位的补缩。......
2023-07-02
大型底座浇注系统的设置,主要应根据具体结构特征确定。为使铁液在铸型内平稳上升,减小对铸型壁、砂芯的冲击及使铸件各部位的温度分布较均匀等,一般采用底注式浇注系统,从两端同时进行浇注,如图10-8所示。该大型底座的轮廓尺寸为5700mm×1900mm×265mm(长×宽×高),材质为HT250,毛重9.5t。φ32mm内浇道设置在铸型底部,铁液从两端同时引入型腔。
对于高度较大的底座,如果铁液仅从铸型两端底部引入,会使铸型内上、下部位铁液的温差过大,从而增加变形倾向。此时可采用阶梯式浇注系统,如图10-7所示。在底层与上层两端各设4道φ38mm内浇道,浇注时铁液先从两端底层流入型腔,当上升至一定高度后,再由上层内浇道引入。这样可缩小上、下部位的温度差。
根据底座的具体结构特征,也可采用顶注式浇注系统。将内浇道设置在上部分型面上;或将圆形内浇道设置在侧壁上方,采用雨淋式顶注浇注系统。采用顶注式浇注系统虽可提高铸型上部的铁液温度,缩小各部位的温度差,但会对铸型底部造成较大的冲击,并由此产生某些铸造缺陷。
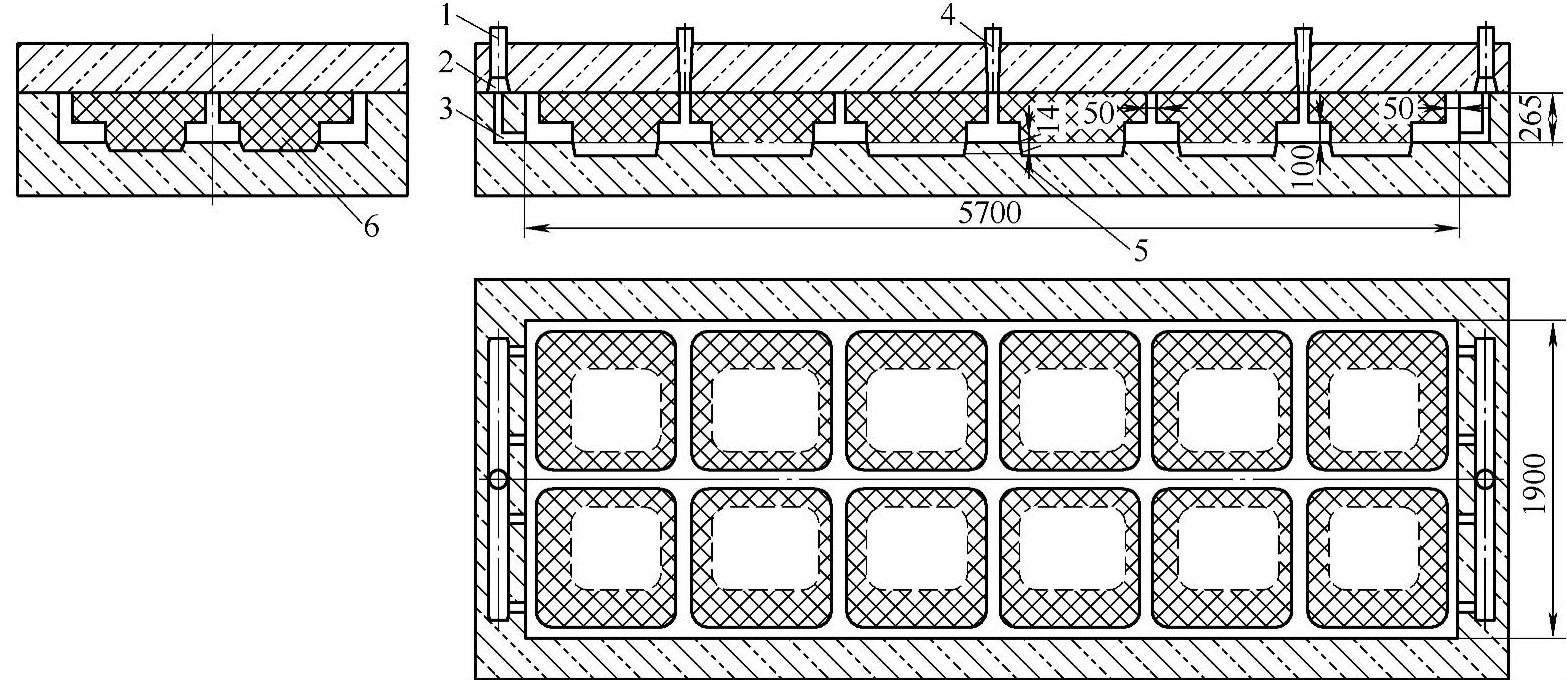
图10-8 大型工程底座铸造工艺简图
1—直浇道(2×φ65mm) 2—横浇道 3—内浇道(8×φ32mm) 4—冒口 5—反变形量 6—筋板砂芯(共12块)
3—内浇道(8×φ32mm) 4—冒口 5—反变形量 6—筋板砂芯(共12块)
有关典型铸铁件铸造实践的文章

浇注系统 从图7-4中可以看出,其主要采用底注式浇注系统,内浇道设置在底部法兰处,以使铸型内铁液平稳地上升。因铸件较高,故设置了上层浇注系统2,适当提高铸型上部的铁液温度,有利于铁液中的气体及夹杂物上浮排出。图7-4 口径φ2400mm大型阀盖铸造工艺简图1—底层浇注系统 2—上层浇注系统 3—顶冒口 4—冷铁 5—底板图7-5 口径φ2400mm大型阀盖一型多铸a)组型过程 b)上部半节铸型在铸件最上方设置顶冒口3,适当增强对该部位的补缩。......
2023-07-02

调整后的注塑模结构方案,仍需要进行注塑模浇注系统的分析。在对注塑模结构方案分析时,要求注塑模的设计者,应该分成上述两部分平行地进行分析。......
2023-06-30

通过以下几个例子的学习,读者可尝试自行进行浇注系统产生缺陷的分析。但因模具二模板要改成三模板,模具的改动量过大,整个浇注系统要重新制造,会造成经济损失。这三种浇口设计形式都会造成熔体料流的失稳填充,使平板型注塑件产生内应力,进而造成平板型注塑件的变形。总之,浇注系统的设置对注塑件成型加工痕迹的影响很大。......
2023-06-30
从Windows开始菜单选择“所有程序”→“Altium”→“Protel DXP 2004”。当打开Protel DXP 2004后,将显示最常用的初始任务,如图0-10所示。Protel DXP 2004将所有的设计文件和输出文件都作为个体文件保存在硬盘。在Protel DXP 2004中,一个项目包括所有文件夹的连接和与设计有关的设置。......
2023-06-23
Creo提供缺省的系统颜色,利用它可轻松地标识模型几何、基准和其他重要的显示元素。3)单击下面前的按钮,打开如图1-9所示的,选择所需颜色并单击对话框右下角的按钮,即可完成对基准轴中心线颜色的设定。5)单击对话框下方的按钮,可将系统颜色设置保存到指定位置,保存格式为.scl文件。6)再次启动Creo软件时,可打开对话框并单击选项,右侧将弹出。......
2023-06-19
浇注成型是在不加压或稍加压的情况下,将液态单体、树脂或其混合物注入模内并使其成为固态制品的方法。浇注成型分为静态浇注、嵌注、离心浇注、搪塑、旋转注塑、滚塑和流延注塑等。静态浇注 静态浇注是浇注成型中较为简便和使用较为广泛的一种方法。离心浇注 离心浇注是利用离心力成型管状或空心筒状制品的方法。在成型增强塑料制品时还可同时加入增强性的填料。......
2023-06-28

图12.3.1 零件模型及模型树Step1.在装配体中创建底座下盖。选取图12.3.2a所示的面,选择下拉菜单命令,定义实体化方向如图12.3.2a所示。选择下拉菜单命令;选取图12.3.10a所示的边线为圆角放置参照,圆角半径值为0.5。说明:图12.3.15所示的轴线A_5为拉伸2特征所生成的轴线。Step14.创建图12.3.19所示的拉伸特征──拉伸3。选择下拉菜单命令;选取图12.3.12所示的面为草绘平面,选取ASM_TOP基准平面为参照平面,方向为;绘制图12.3.20所示的截面草图;选取深度类型为,输入深度值15.0。......
2023-06-26

拉伸后删除还是保留原对象,取决于“DELOBJ”系统变量的设置。说明:如果要使创建的拉伸实体具有倾斜面(拔模面),如图9-23所示,那么在执行拉伸操作过程中,在“指定拉伸的高度或[方向/路径/倾斜角/表达式]”提示下选择“倾斜角”选项,并指定倾斜角度,最后才是指定拉伸高度。图9-22 创建一个拉伸实体图9-22 创建一个拉伸实体图9-23 具有倾斜面的拉伸实体图9-23 具有倾斜面的拉伸实体......
2023-06-20
相关推荐