大型底座浇注系统的设置,主要应根据具体结构特征确定。此时可采用阶梯式浇注系统,如图10-7所示。将内浇道设置在上部分型面上;或将圆形内浇道设置在侧壁上方,采用雨淋式顶注浇注系统。采用顶注式浇注系统虽可提高铸型上部的铁液温度,缩小各部位的温度差,但会对铸型底部造成较大的冲击,并由此产生某些铸造缺陷。......
2023-07-02
阀盖造型、造芯均采用实体模样及芯盒,铸造线收缩率为0.8%。
(1)种类 铸型的种类有两种:一种是采用冷硬呋喃树脂砂造型的砂型,即一次性使用的普通铸型;另一种是一型多铸的造型。该种铸型所使用的造型材料及造型方法与普通树脂砂型完全不同。铸型经使用一次后略加修补,重新刷涂料后,即可再次使用,一般可重复使用4~6次,从而可降低造型成本和提高生产率。口径φ2400mm大型阀盖的一型多铸如图7-5所示。
(2)浇注系统 从图7-4中可以看出,其主要采用底注式浇注系统,内浇道设置在底部法兰处,以使铸型内铁液平稳地上升。因铸件较高,故设置了上层浇注系统2,适当提高铸型上部的铁液温度,有利于铁液中的气体及夹杂物上浮排出。
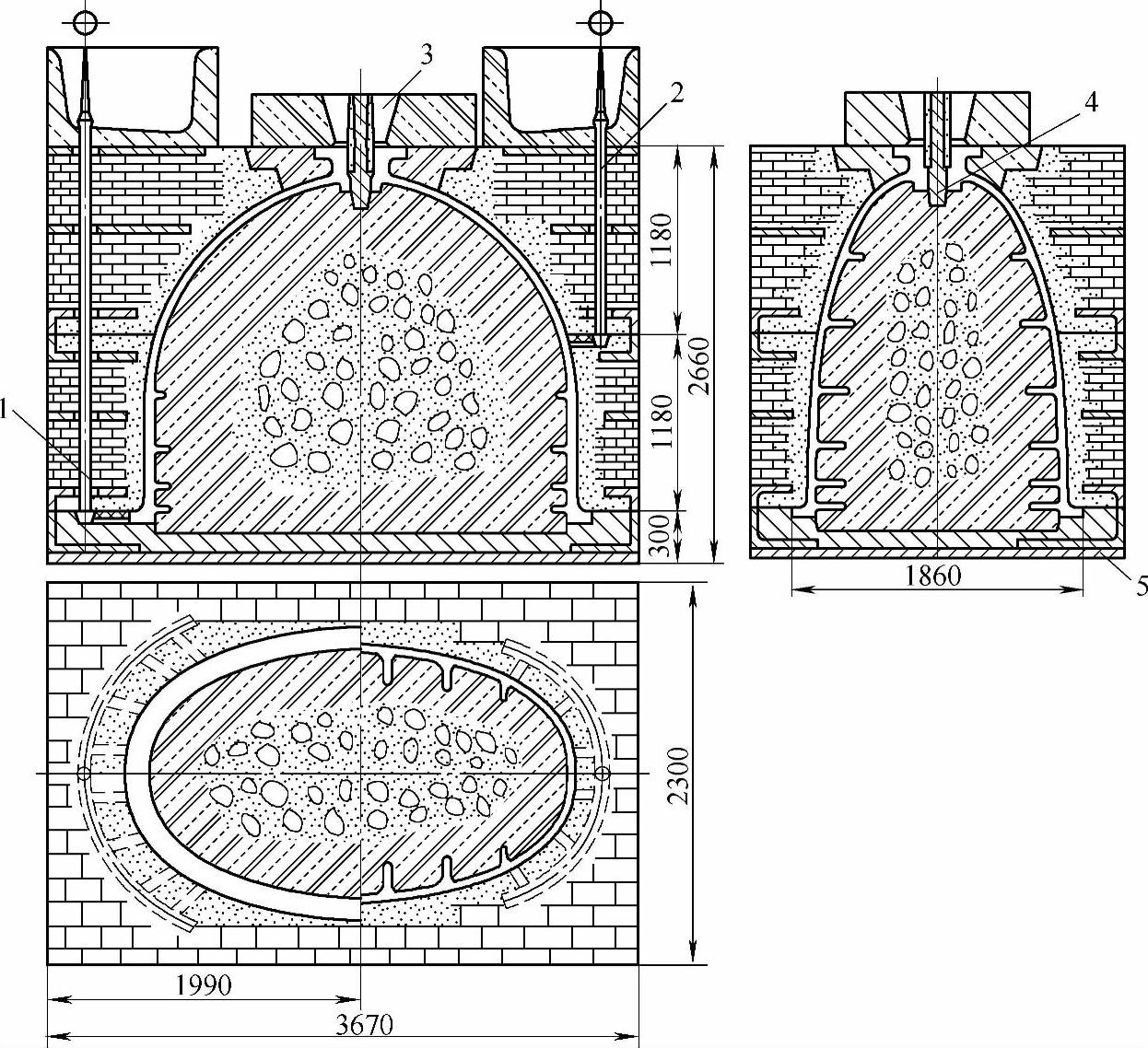
图7-4 口径φ2400mm大型阀盖铸造工艺简图
1—底层浇注系统 2—上层浇注系统 3—顶冒口 4—冷铁 5—底板
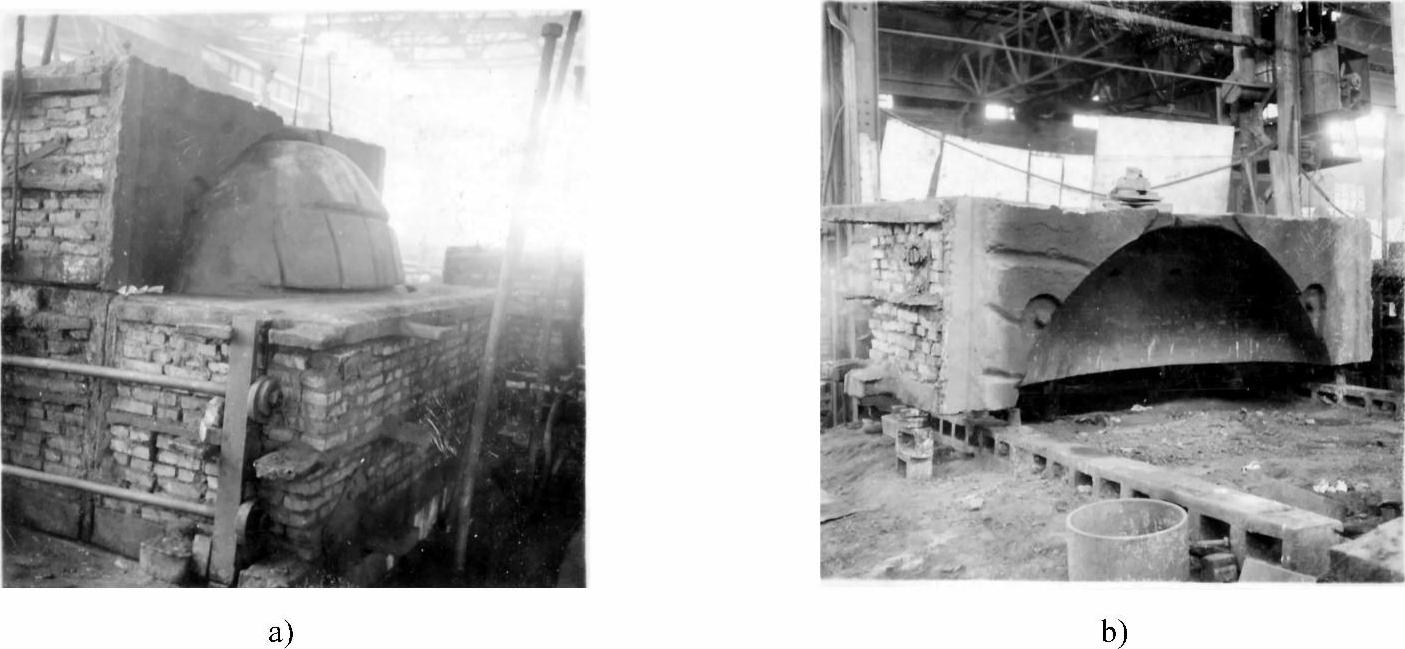
图7-5 口径φ2400mm大型阀盖一型多铸
a)组型过程 b)上部半节铸型
在铸件最上方设置顶冒口3,适当增强对该部位的补缩。
(3)冷铁的应用 阀盖顶部中央设有φ105mm阀杆孔,因孔壁较厚,散热条件较差,冷却速度缓慢,容易产生内部缩松缺陷,故设置了φ75mm冷铁,适当加快了该部位的冷却速度,获得了良好的效果。
有关典型铸铁件铸造实践的文章

大型底座浇注系统的设置,主要应根据具体结构特征确定。此时可采用阶梯式浇注系统,如图10-7所示。将内浇道设置在上部分型面上;或将圆形内浇道设置在侧壁上方,采用雨淋式顶注浇注系统。采用顶注式浇注系统虽可提高铸型上部的铁液温度,缩小各部位的温度差,但会对铸型底部造成较大的冲击,并由此产生某些铸造缺陷。......
2023-07-02

浇注系统的设计正确与否是注射成型能否顺利进行,以及能否得到高质量塑料制件的关键。设计浇注系统时应遵循以下原则。2)应根据塑料制件的结构形状、尺寸、壁厚和技术要求,确定浇注系统的结构形式、浇口的数量和位置。3)浇注系统在分型面上的投影面积应尽量小。......
2023-06-30

注塑模的浇注系统分析是影响分流管能否成型,以及分流管的成型变形和成型加工缺陷的因素。如图4-21a所示,该注塑模的浇注系统由直流道2、拉料结3和点浇口4组成,点浇口4所留下的痕迹很小,可使分流管满足外形要求。直流道是在浇口套中加工而成,为使注塑后所形成的直流道的料把,能够随着动、定模开模运动被拉出浇口套,图4-21中的浇注系统采用了拉料结的形式。这种浇注系统形式的设计省去了冷凝料的拉料杆,同时也无法设置拉料杆。......
2023-06-30
通过以下几个例子的学习,读者可尝试自行进行浇注系统产生缺陷的分析。但因模具二模板要改成三模板,模具的改动量过大,整个浇注系统要重新制造,会造成经济损失。这三种浇口设计形式都会造成熔体料流的失稳填充,使平板型注塑件产生内应力,进而造成平板型注塑件的变形。总之,浇注系统的设置对注塑件成型加工痕迹的影响很大。......
2023-06-30

下面以图11.4.1所示的旋钮模型为例,介绍在模具中创建分流道和浇口的一般过程。Task5.模具分型Stage1.设计区域Step1.在“注塑模向导”工具栏中单击“模具分型工具”按钮,系统弹出“模具分型工具”工具栏和“分型导航器”窗口。Step2.在“模具分型工具”工具栏中单击“区域分析”按钮,系统弹出“检查区域”对话框,并显示开模方向。图11.4.4 完成创建的模具工件Step4.在对话框的未定义的区域中选中复选框,然后选中单选项,单击按钮。......
2023-11-20
本系统具有一些螺纹插装阀的系统设计特点。在系统中还采用了节流孔12,节流孔的直径大约0.35mm。在系统中控制支腿动作的电磁阀4、5采用了O型中位机能,符合支腿的工作要求。而其余主要动作都有负负载的情况,因此均采用为Y型中位机能的电磁阀,同时还有超载溢流阀13~19。综上所述,采用插装阀组的随车吊能大幅降低液压系统的成本。另外,插装阀组能够提供较为复杂的逻辑控制,这点能在很大程度上提升随车吊的安全性和灵活性。......
2023-06-22

图18.3.4 抽壳特征图18.3.4 抽壳特征图18.3.5 定义移除面图18.3.5 定义移除面Step4.创建图18.3.6所示的零件特征——拉伸1。单击按钮,选取XY基准平面为草图平面,单击按钮,进入草图环境,绘制图18.3.9所示的截面草图,单击按钮,退出草图环境;在“拉伸”对话框区域的下拉列表中选择选项,并在其下的文本框中输入值0;在区域的下拉列表中选择选项。Step5.创建图18.3.8所示的零件特征——拉伸2。......
2023-06-22
图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2023-06-15
相关推荐