若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02
1.浇注位置
根据进气涡壳体的结构特征,只能采用水平浇注位置。
2.分型面
在浇注位置确定以后,根据外形特点,分型面依涡壳体的冷却水腔外形而定,呈不规则的漩涡状上升形态。这种异形分型面的造型操作较为困难。
3.主要工艺参数的选择
(1)加工量 进气涡壳体的结构较复杂,影响了铸造尺寸精度。根据涡壳尺寸的大小,加工量一般为5~7mm。
(2)铸件线收缩率 铸件实际线收缩率的大小受金属种类和收缩过程中受机械阻碍收缩的程度等诸多因素的综合影响。涡壳体的结构复杂、壁薄,在固态收缩过程中,受机械阻碍收缩的程度较大,线收缩率一般为0.7%~0.8%。
4.造型
(1)模样 根据涡壳体结构复杂、壁薄等特征,须做实体模样,且对其质量要求高,须确保壁厚均匀,形状及尺寸准确。
(2)型砂 采用强度高、通气性能好及有着良好溃散性的冷硬呋喃树脂砂。
(3)芯骨 涡壳体的冷却水腔砂芯(图6-7中的件1)形状复杂、面积大、厚度小(35mm),制造难度最大,是影响该铸件质量的最主要部分之一。它应具有足够的强度、良好的通气性和溃散性、便于清理等,尤其应具有最大的刚性,以防止变形,确保壁厚均匀。因此对芯骨的刚性有特殊要求。实践证明,芯骨不宜采用圆钢丝编制成形,最宜采用铸铁材质整体铸造而成。
该芯骨的形状复杂、轮廓尺寸较大、厚度较小(10mm),要整体铸造成功并非易事,容易出现形状不符和浇不足等缺陷。可利用涡壳体模样,采用“贴皮”方法及通过提高浇注温度等措施精制而成。
要从工艺设计上采取相应措施,组芯时避免使用型芯撑,因它容易引起漏水。
冷却水腔夹层砂芯,为便于组芯,须分为上下两部分,如图6-7所示。
5.浇注系统
根据涡壳体的结构特征,宜采用底注式浇注系统,内浇道均匀地分布在底部周围,如图6-7所示,使铁液在铸型中平稳地上升。必须指出:在图6-7中,冷却水腔砂芯1中必须较均匀地分布适量φ20~φ25mm小孔(铁液导流道3),供铁液流通。因壳体壁薄,且结构形状复杂,在浇注过程中,铁液的降温幅度较大,故应适当增加浇注系统面积,缩短浇注时间。尤其要注意提高浇注系统的挡渣能力,如设置过滤网等,以防止产生夹渣等缺陷。
图6-8所示增压器进气涡壳体的轮廓尺寸为1500mm×1400mm×750mm(长×宽×高),材质为HT250低合金铸铁,毛重约1.5t。采用反雨淋式底注浇注系统,设置22道φ15mm内浇道,分为内、外两圈均匀地分布于铸件底平面。采用封闭式浇注系统,各部分的截面积比例为
A3∶A2∶A2=38.72cm2∶60cm2∶44cm2=1∶1.55∶1.14
并在系统中设置了过滤网来提高挡渣能力,获得了较好效果。
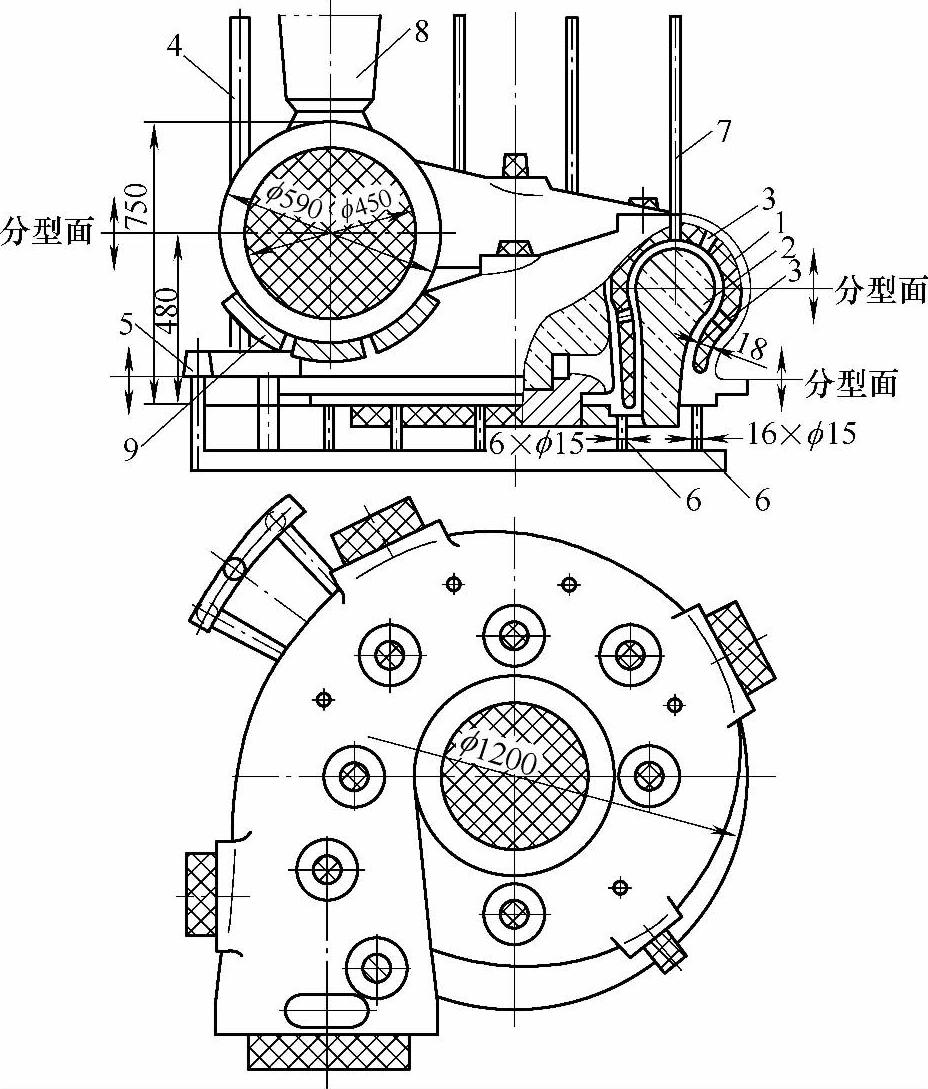
图6-8 增压器进气涡壳体铸造工艺示意图
1—冷却水腔砂芯 2—进气道砂芯 3—导流孔 4—直浇道(φ75mm) 5—横浇道 6—内浇道(22×φ15mm) 7—出气孔 8—冒口 9—外冷铁
6—内浇道(22×φ15mm) 7—出气孔 8—冒口 9—外冷铁
6.化学成分
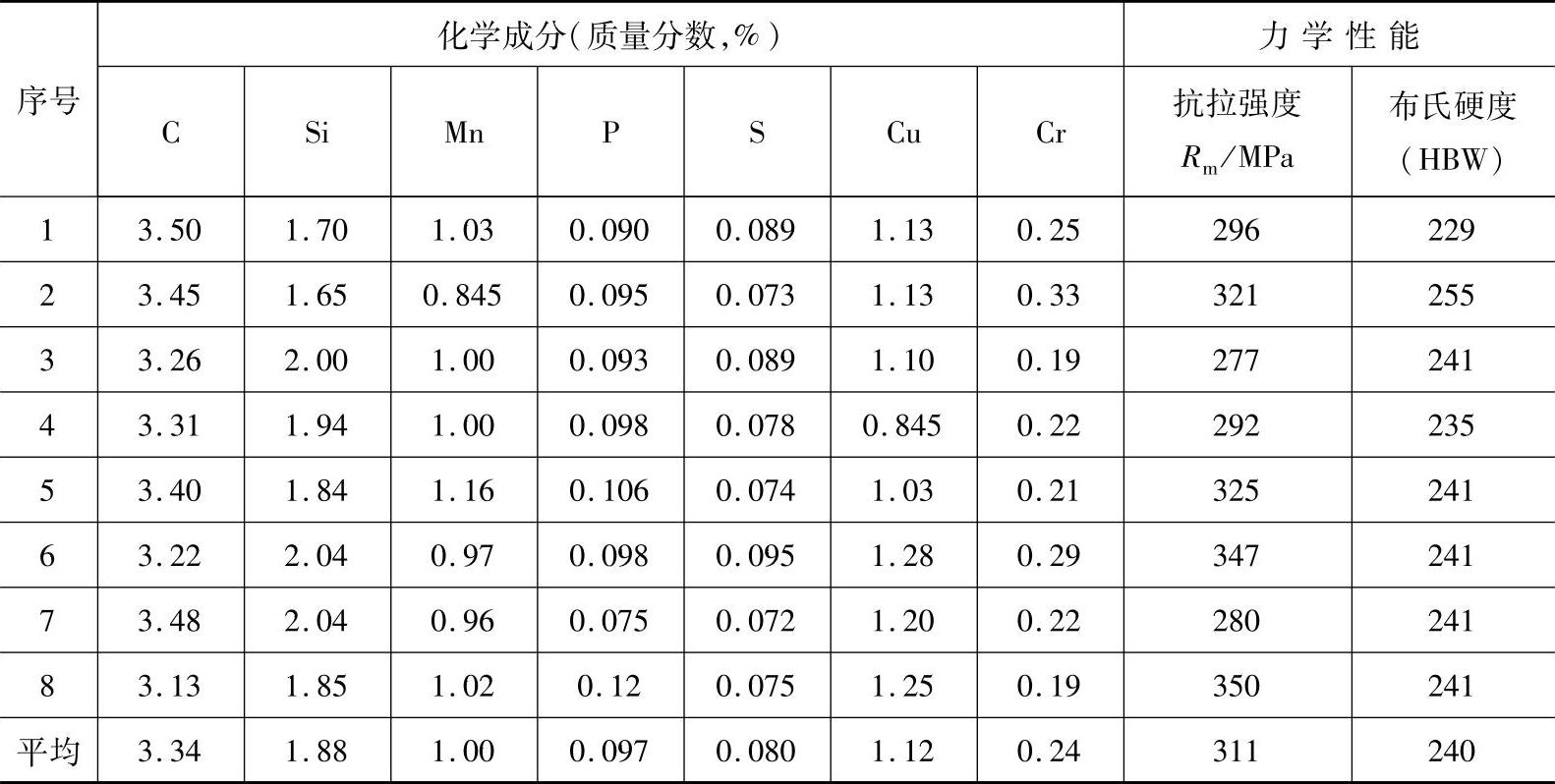
为满足进气涡壳体结构强度及使用性能的要求,一般选用低合金灰铸铁。图6-7所示实例使用的是铜铬合金铸铁HT250,其化学成分如下,可供参考:w(C)=3.1%~3.3%,w(Si)=1.6%~1.9%,w(Mn)=0.7%~1.0%,w(S)≤0.10%,w(P)≤0.15%,w(Cu)=0.6%~1.0%,w(Cr)=0.2%~0.35%。也有单位采用铜铬钼合金铸铁,合金成分为:w(Cr)=0.20%~0.35%,w(Mo)=0.2%~0.35%,w(Cu)=0.5%~1.0%。表6-3中所列为某厂部分实际资料,供参考。
表6-3 部分增压器进气涡壳体的化学成分及力学性能资料
7.铁液状态
铁液状态对具有独特结构特征的进气涡壳体类铸件的质量有着极其重要的影响。首先要适当提高铁液的过热程度,即适度提高过热温度和在此温度下的停留时间。冲天炉熔炼要达到1460~1480℃,电炉熔炼为1500~1520℃。将铁液进行精炼,清除夹杂物,提高其力学性能及结晶组织的致密性等,防止出现渗漏等缺陷。
因涡壳体的结构形状特殊,铁液在型腔内上升过程中的降温幅度较大,故应适当提高浇注温度,一般为1360~1380℃。
有关典型铸铁件铸造实践的文章

若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02

图9-5 雨淋式铸造工艺示意图1—内浇道 2—大型集渣槽3—出气冒口图9-6 小型锅件铸造工艺示意图a)直接从中央浇道注入 b)从多道浇道注入2.底注式中小型锅形铸件多采用将锅底朝下的浇注位置,设置底注式浇注系统,铁液在铸型内上升较平稳,对型壁的冲击力较小,中央砂芯的排气畅通。......
2023-07-02

12道φ35mm内浇道均匀地分布在铸型底部,可尽量减小铁液对铸型的冲击等。对于高度尺寸较小的调频轮,浇注系统也可设置在轮的中央内法兰部位;小型调频轮的浇注系统也可设置在分型面上。......
2023-07-02

造芯时,纵横设置通气绳,芯砂的强度等性能必须符合要求。舂砂造芯全过程须精心操作,使整个砂芯有足够均匀的紧实度,达到所需的强度、刚度、通气性及溃散性等性能要求。砂芯采用醇基铸铁涂料,主要成分为石墨粉。涂料层厚度为0.8~1.5mm。......
2023-07-02
故铸造线收缩率常取0.6%~0.8%,对铸件的不同方向,可采用不同的铸造线收缩率。为了防止这些问题的产生,在进行铸造工艺设计时,可根据经验在铸件的局部采用适当的工艺补正量,其值要根据具体情况决定,例如多联气缸体两侧的连接法兰,为防止在固态收缩过程中因受到砂芯的机械阻碍作用而造成法兰厚度尺寸不够,可在法兰背面加上适当的工艺补正量。......
2023-07-02

图8-2所示为大型飞轮模样结构及铸造工艺示意图。轮缘铸齿部位共由10块铸齿砂芯3组成。在整个造型过程中,必须注意防止刮板、活页及轴杠有任何松动,以确保刮制成的砂型尺寸准确。全部铸齿砂芯组装并调整尺寸后,要用型砂将对接缝隙及芯头间隙填紧,严防砂芯发生径向移动。3)铸齿砂芯经充分硬化后才能起模,然后平放在平板上。......
2023-07-02

冒口 根据铁素体球墨铸铁呈糊状凝固的结晶特征,碳、硅含量较高,凝固过程中将析出大量石墨而产生较大的体积膨胀。提高冷却速度的主要有效措施为:1)在上、下平面设置外冷铁,如图6-18中的件5。2)在上、下平面设置暗冷铁,即采用厚度较大的铸铁冷铁,在冷铁的工作表面上保持厚度为8~12mm的砂层。根据上述工艺生产的铸态铁素体球墨铸铁分配器壳体,获得了优质效果,具有良好的铸态力学性能和金相组织。......
2023-07-02

浇注系统的特殊设计是采用底注式与雨淋式顶注相结合的联合浇注系统。在常见的缺陷中,多数情况是因为浇注系统设置不合理而造成的。要根据气缸套的种类、大小、结构、壁厚及铸造工艺等情况而定。......
2023-07-02
相关推荐