4)球化剂和孕育剂应保持干燥。处理时反应平稳、安全。复包球化处理可提高球化剂的回收率,减少火光,改善劳动条件,但修包工作量较大。......
2023-06-24
随着现代球墨铸铁生产技术的迅速提高,且由于铸态高性能球墨铸铁具有能耗低、保护环境、生产周期短、效率高、成本低等独特优点,而获得了日益广泛的应用。化学成分和球化处理是影响球墨铸铁性能的重要因素,必须严格控制。
一、铸态珠光体球墨铸铁生产机理
从铁碳相图可以看出,如果铸件的冷却速度不过快且化学成分适当,不考虑产生共晶渗碳体,则决定球墨铸铁最终基体组织的是共析相变。共析相变有两种形式:由奥氏体转变为珠光体,以及由奥氏体分解为石墨与铁素体。在一般的铸造生产条件下,铸态球墨铸铁的常温基体组织为牛眼状铁素体和珠光体混合组织。
由以上分析可知,获得铸态珠光体球墨铸铁的途径有两条:促进珠光体的形核与长大,以及阻碍铁素体的形成。铸件的冷却速度对铸铁组织有着很大的影响,相同化学成分的铸铁在不同的冷却条件下可获得不同的铸态组织。所以,控制铸铁各部分的冷却速度是很重要的。
改变铸铁的化学成分是获得不同组织的根本途径。采用由强珠光体元素(如Cu、Sn等)和强石墨化元素组成的复合孕育剂是生产铸态珠光体球墨铸铁的重要方法之一。使之既能充分发挥出强珠光体化的作用,又能抑制自由渗碳体的生成,防止产生“白口”,这对薄壁球墨铸铁的生产尤为重要。合金化元素的选择除了考虑价廉、珠光体化能力、铸件的特征、生产控制的稳定性等以外,还要考虑多元合金化及其相互影响问题,力求使多元合金元素的珠光体化能力呈叠加作用。
二、化学成分的选择
球墨铸铁力学性能的高低,主要取决于基体组织(珠光体的数量及细化程度、铁素体数量)和石墨形状、球径大小、数量及分布情况等。
球墨铸铁曲轴,特别是大型曲轴的技术要求高,结构复杂,铸件截面厚,冷却速度慢,曲拐多,“热节”分散,尤其是主轴颈与连杆颈重叠处的颊部,容易产生内部缩松、黑点等铸造缺陷。化学成分是影响球墨铸铁力学性能、铸造性能和切削性能等的重要因素之一。
1.碳
铸造球墨铸铁时的铁液主要是高熔点非金属相碳与低熔点金属相铁所构成的悬浊液。其中不熔的碳颗粒直接充当石墨生长时的自生晶核,其他碳原子则作为晶核生长的组元。碳颗粒的多少取决于碳含量的高低。高的碳当量因含碳量高,球墨核心必然多于低碳当量的情况。而颗粒多、核心多,可使其周围基体中被溶入的碳原子能就近析出,从而使颗粒变成核心而长成球墨。因此,含碳量高是促使铁碳合金按稳定系转变的决定性因素。所以适当提高碳当量是获得高强度、高韧性铸态球墨铸铁的必要条件。
碳是强烈促进石墨化的元素。碳当量高,析出石墨的数量就多,球径小,圆整度增加;同时,镁的吸收率高,即在同样条件下,加入少量的镁就可以发生球化。另外,适当增加含碳量对提高铸铁的流动性和铸件的致密性等有良好的影响。如果铸型有足够的刚度,可充分利用石墨化膨胀所产生的自补缩作用,减少铸件的内部缩孔、缩松体积,消除缩松缺陷,使铸件更加致密,这对于提高曲轴质量具有很重要的作用。
2.硅
硅是促石墨化元素。随着含硅量的提高,金属基体中的铁素体量将增加,珠光体量减少,抑制了渗碳体的形成,减小了铸件的“白口”倾向。尤其是当硅以孕育剂的方式在球化处理后加入时,其作用更为强烈。另外,硅还能增加球状石墨的圆整度,细化石墨和使其分布得更加均匀,可提高球墨铸铁的韧性。但是,硅能固溶于铁素体中,并提高铸件塑性——脆性转变温度,故过高的含硅量反而会使铸件发脆,力学性能降低。因此,必须严格控制终硅量。对于铸态铁素体球墨铸铁,宜取原铁液中碳的质量分数为3.7%~3.9%,终硅量为2.7%~2.85%;铸态珠光体球墨铸铁的原铁液中碳的质量分数为3.6%~3.8%,终硅量为2.0%~2.4%。
必须指出:为了充分发挥孕育处理对提高铸件力学性能的良好影响,均采用加大孕育量的方法,而将原铁液中的含硅量控制在较低值。无论哪一种球墨铸铁,均应严格控制原铁液中硅的质量分数,一般宜取1.0%~1.5%。当含硅量确定以后,再配以适当的含碳量。
根据碳、硅含量对保证球化、减少缩松、防止产生渗碳体和提高力学性能等的有利影响,应采用较高的碳当量。但碳当量过高又会析出大量石墨,产生石墨漂浮缺陷和降低力学性能。导致石墨漂浮的出现,有一个临界碳当量值,该值与铸件的冷却速度、壁厚及浇注温度等因素有关。随着铸件的冷却速度降低、壁厚增加及浇注温度提高等,临界值会降低。石墨漂浮的程度,随着碳当量的提高(尤其是含碳量的提高)、铸件冷却速度的降低(如铸件壁厚增加等)及浇注温度的提高而增加。
碳当量选在共晶点附近较为合适,因为此时的流动性最好,集中缩孔倾向较大,易于补缩,分散性缩松倾向较小。具体碳当量的选定,要根据铸件的技术要求、结构特性(铸件大小、质量及结构特点等)、生产工艺及生产条件等因素而定。综合碳当量的上述影响,一般应将其控制在4.6%以下。对于珠光体基体球墨铸铁,在不产生石墨漂浮、铁素体和渗碳体的前提下,一般采用过共晶成分,碳当量值为4.3%~4.55%;铁素体基体球墨铸铁可取4.55%~4.75%;对于厚大断面的球墨铸铁,宜取4.3%~4.4%。
3.锰
锰与铁液中的氧作用生成氧化锰,与硫作用形成硫化锰。锰的氧化物和硫化物在铁液中的溶解度很小,可以炉渣的形式被除掉。故锰能起到脱氧、脱硫的作用。
锰又是形成碳化物较强的元素。含锰量高,则铸件的缩松倾向较大。锰能降低铸铁的共析转变温度,稳定并细化珠光体组织,增加珠光体数量。当球化率相同时,球墨铸铁的力学性能主要由金属基体中的珠光体量决定:珠光体量增加时,强度和硬度增加,伸长率下降。当锰的质量分数为0.4%~0.9%时,其对铸件强度、硬度和珠光体量的影响是十分明显的。在碳、硅含量一定的条件下,改变含锰量,可以改变球墨铸铁的力学性能。例如:当w(Mn)=0.3%时,Rm=511MPa,A=15%;当w(Mn)=0.9%时,Rm=678MPa,A=10%。
因锰是稳定碳化物的元素,随着含锰量的增加,石墨的数量减少,球径增大,石墨形态有变得不规则的趋势,晶间偏析倾向较大。因此,锰含量较高的球墨铸铁难以得到较好的韧性。为了抑制锰对铸态球墨铸铁的不利影响,一般应控制锰的质量分数小于0.4%。只有采取相应措施消除由锰含量高所造成的晶间偏析及晶间碳化物,才能充分发挥锰对促进珠光体化的良好作用。至于锰能细化珠光体组织的有利影响,可采用加入其他低合金元素的方法来达到。除了对耐磨性有特殊要求的球墨铸铁以外,锰对各种球墨铸铁都是一种有不利影响的元素,最适宜的质量分数为不大于0.3%。
4.磷
尽管磷对球化没有不利的影响,但其能形成坚硬且脆的磷共晶体分布在晶界上,将非常显著地降低球墨铸铁的塑性、韧性,增加其硬度及耐磨性,对强度的影响不是特别显著。另外,磷有促进形成缩孔、缩松的倾向。因此若无其他特殊要求(如要求耐磨而力学性能要求不太高),含磷量越低越好。一般原铁液中磷的质量分数应小于0.05%。在生产实践中,目前尚无有效的脱磷措施,一般只能依靠采用优质球墨铸铁生铁等原材料来实现。
5.硫
硫与球化剂镁、稀土元素等有很强的亲和力。原铁液中的含硫量越高,球化剂消耗在脱硫上的量越多,为保证球化所需的球化剂加入量及残余量就越高,这往往会造成球化不良及球化衰退现象。含硫量高及球化剂用量的增加,使铁液温度降低很多,流动性变差,并会形成很多硫化镁等夹杂物。形成的熔渣很稠,很难清除干净,使铸件容易产生缩孔、缩松、夹杂和皮下气孔等缺陷。综上所述,硫会使球墨铸铁的力学性能显著降低,严重恶化了铸造性能,是一种很有害的元素。因此,原铁液中的含硫量越低越好。
为了尽量降低含硫量,在球化处理前应采取脱硫措施。目前,主要有包内冲入法、摇包法、吹气搅动法和喷粉法等。例如:在包内加入1.0%~1.5%的粉状或细粒状碳化钙进行脱硫;用包底透气砖通氮气搅拌脱硫;用包芯线法脱硫,即将脱硫剂(碳化钙)制成粉粒状,然后用钢带包制成芯线,再用喂线机以适当的输入速度将芯线喂到感应电炉内的铁液深部熔化,并用电磁搅拌,使脱硫剂与铁液中的硫充分接触、反应而起到脱硫作用,使原铁液中硫的质量分数不大于0.02%。经球化处理后,铸件中硫的质量分数不大于0.01%。
为了进一步提高铸态球墨铸铁的强度,达到所需的高性能要求,须添加少量合金元素。
6.铜
铜属于促进石墨化元素,在铸铁中可呈铜铁固溶体分散状态存在。当含铜量增加时,将析出超显微分散性的多余铜相,在石墨球与基体晶面上有一富集层。铜的富集层有阻碍铁素体生核与碳原子扩散的作用。而生成铁素体比生成珠光体更需要碳原子扩散,因而铜的加入能促进珠光体化,使结晶组织致密,并能增加石墨球数量,减小球径和改善石墨形态,提高球墨铸铁的强度、硬度和耐磨性。同时,铜的加入能降低球墨铸铁对断面的敏感性,使曲轴的厚壁处也能有较高的珠光体含量。所以铜是首选的合金元素。小型球墨铸铁曲轴中铜的质量分数可取0.5%~0.7%,大型球墨铸铁曲轴宜取0.7%~1.0%。
7.锡
由于铁素体的晶格与石墨球晶格的某些晶面之间存在着原子排列的共格关系,因而铁素体以石墨球为基底生长、长大。在含锡的球墨铸铁中,由于锡的富集层的存在,石墨球与基体之间将形成一个隔离层。而锡与铁在元素周期表中的位置相距很远,且锡又是很复杂的不全金刚石晶格结构。因此,富锡层不能成为牛眼状铁素体生核的基底,阻碍了碳原子向石墨球扩散,从而可阻碍铁素体的形成,促使形成珠光体并细化结晶组织,提高了铸件的强度、硬度和伸长率。对于稳定珠光体的能力,Sn约为Cu的10倍。一般认为,锡的质量分数达到0.10%就可使球墨铸铁在铸态时得到全部珠光体组织。另外,一些研究指出,当铜的质量分数小于2.0%或锡的质量分数小于0.10%时,不会影响石墨球化,且可以细化石墨球。锡的质量分数一般取0.10%,就可获得很好的效果。如与适量的铜配合使用,则效果更好。
8.钼
钼是阻碍石墨化、稳定碳化物的元素。它能促使生成并稳定珠光体,细化晶粒,提高强度、硬度和耐磨性,还能提高热处理时的淬透性,改善回火脆性,对提高曲轴质量起良好的作用。但若含量过高,则会降低球墨铸铁曲轴的韧性和塑性指标。为提高球墨铸铁的伸长率和冲击韧性,将钼的质量分数控制为0.2%~0.4%,小型曲轴取0.2%~0.3%,大型曲轴取0.25%~0.40%。钼一般与适量的铜配合使用,在球墨铸铁曲轴生产中被较广泛采用,效果较好。
9.铌
铌是强碳化物形成元素,与碳、氢有极强的亲和力,容易形成稳定的硬度相NbC。铌对石墨化的作用甚微。有文献指出,当球墨铸铁中铌的质量分数超过0.15%时,有反球化作用。但也有文献认为,铌的质量分数达到0.35%时仍球化良好。可见,铌的反球化作用并不明显。铌具有使石墨细小、圆整、数量增多、分布均匀和细化基体组织等作用,可以提高强度、硬度、耐磨性、热稳定性、耐蚀性和低温性能等。铜、铌奥-贝球墨铸铁是一种有待进一步研究的新型金属材料。根据铌的综合影响,应将铌的质量分数控制在0.15%以内。
10.锑
锑是反球化干扰元素。但在稀土球墨铸铁中加入适量的锑,则无论是普通球墨铸铁还是厚断面球墨铸铁,均有较明显的良好作用。锑在稀土球墨铸铁中生成稳定的复杂化合物,可促进大量的石墨异质核心形成,起到了良好的孕育作用,使石墨球数量显著增加,石墨球更加细小、圆整。同时,能更有效地消除厚断面球墨铸铁中的畸变石墨,相应地提高强度,特别是可使塑性明显提高。锑的质量分数一般小于0.02%。在小型球墨铸铁曲轴的生产中,锑与适量的铜配合使用,效果更好。
11.微量干扰元素
在球墨铸铁生产中,还必须注意微量干扰元素的影响,它能起到反球化或引起石墨畸变的作用。因此选用原材料时,应注意限制其使用。但微量干扰元素的作用并非孤立的存在,在某种条件下,它不但不起反球化作用,还可能对铸态球墨铸铁的组织和性能起有益作用。如微量(0.005%)的铋元素有明显的孕育作用,可细化共晶团,显著增加石墨球数量,并能使石墨更加细小、圆整,对消除石墨畸形是有利的。同时,它也可使铁素体量增加,使相应的力学性能有所提高,尤其可使塑性明显增加。
综上所述,球墨铸铁曲轴化学成分的选择,要考虑曲轴的结构特性(质量、壁厚、复杂程度等)、技术要求、铸造工艺方法和生产条件(熔化设备等)等诸多因素的综合影响。表4-1所列为部分球墨铸铁曲轴的材质,可供参考。
12.相关试验
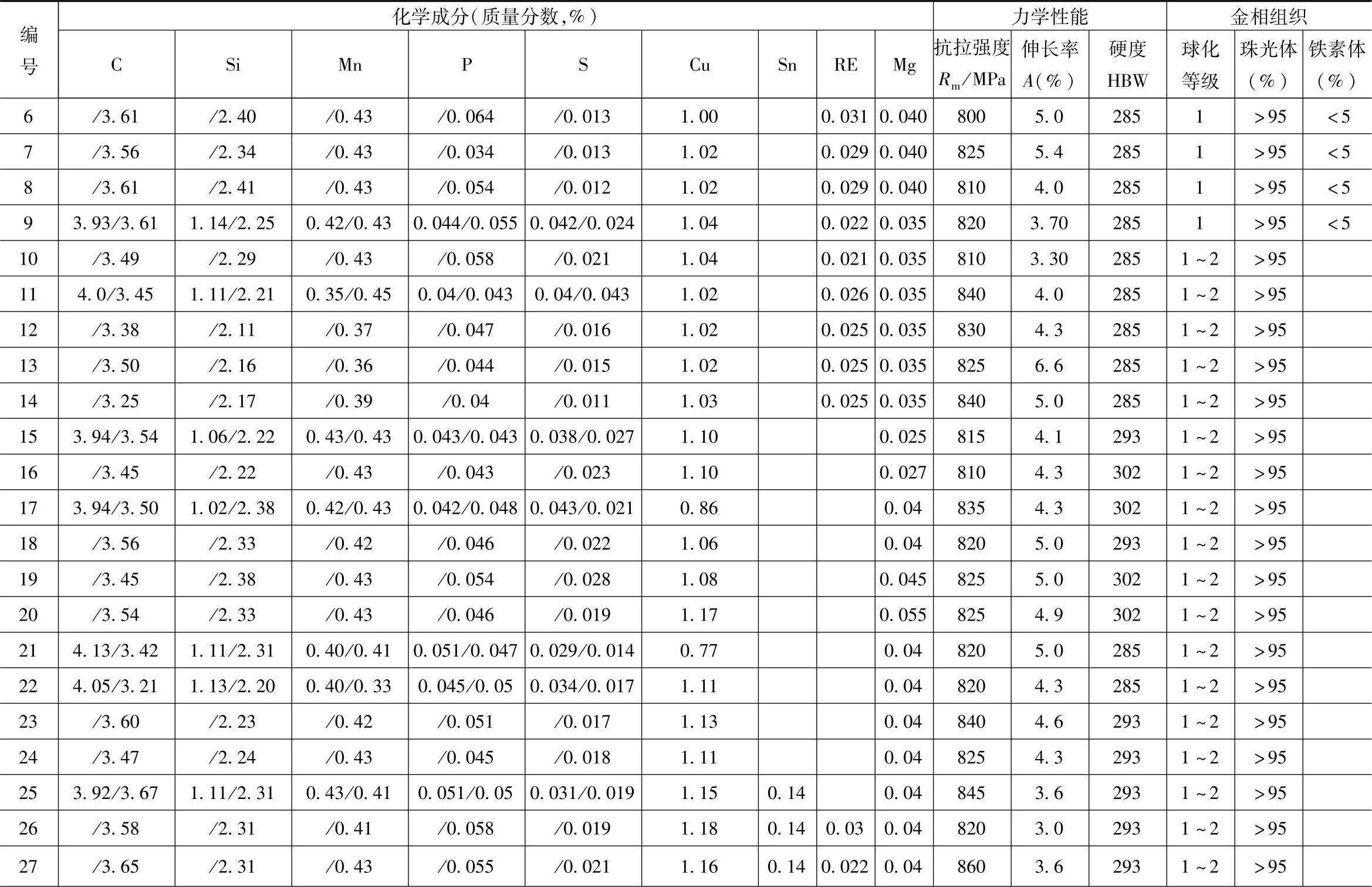
为了研究推广应用铸态高强度球墨铸铁,并为在曲轴等耐磨零件上应用提供参考,选定如下化学成分进行了试验:w(C)=3.8%~4.1%(原铁液),w(Si)=2.0%~2.4%[原铁液w(Si)=1.0%~1.2%],w(Mn)<0.5%,w(P)<0.05%,w(S)<0.03%,w(Cu)=0.8%~1.1%,w(Sn)=0.10%。试验结果见表4-2。
表4-1 部分球墨铸铁曲轴材质
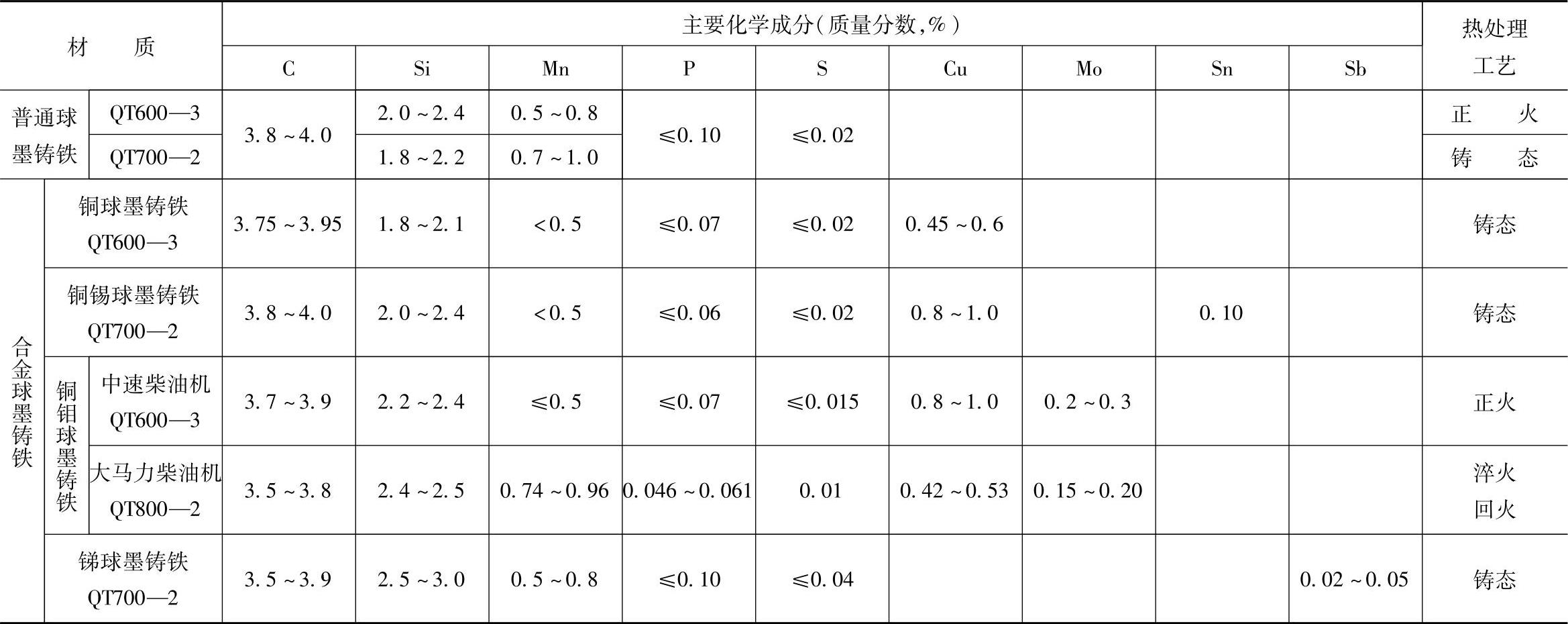
表4-2 铜锡低合金铸态高强度球墨铸铁的化学成分、力学性能和金相组织检验结果

(续)
(续)
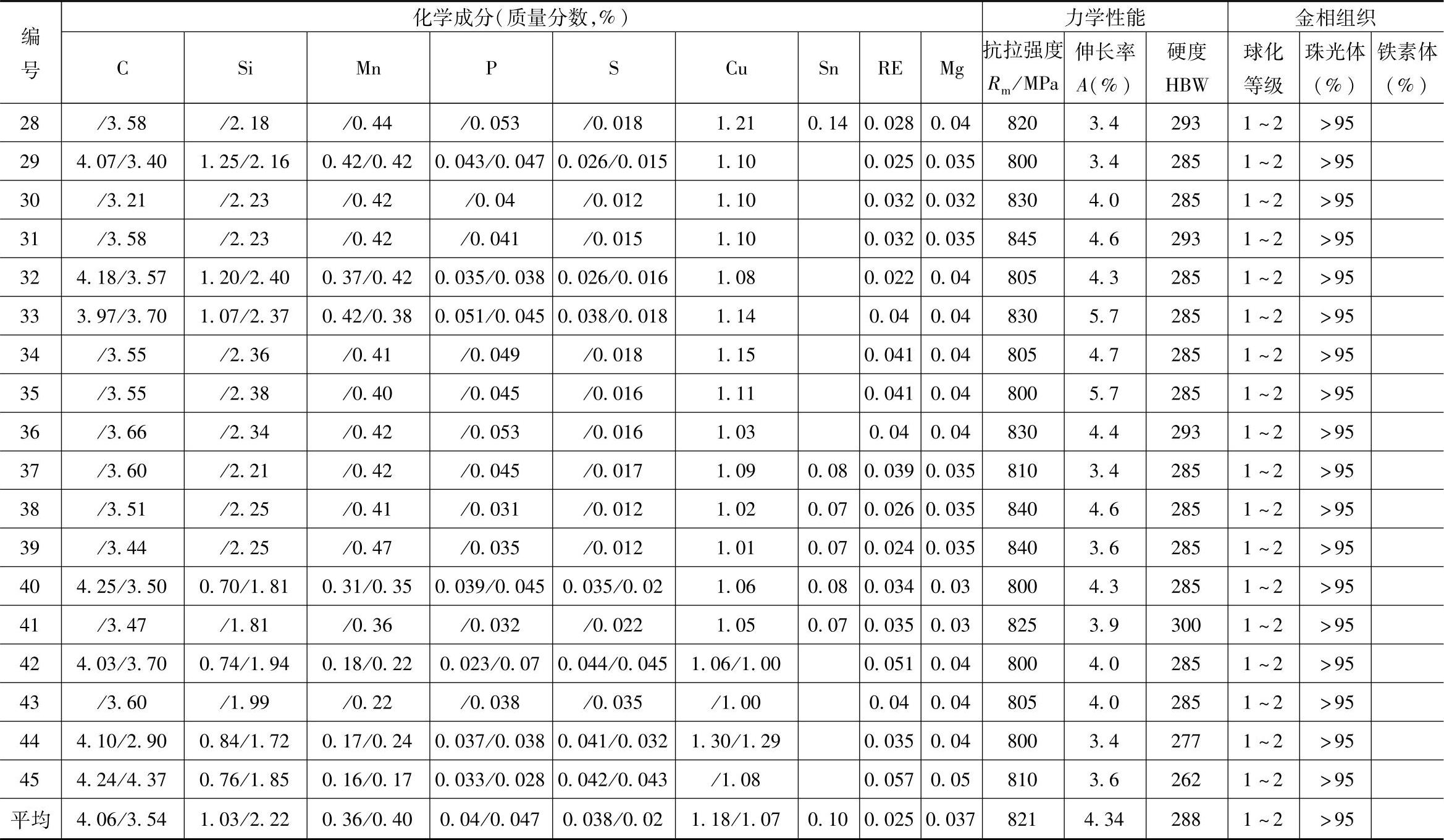
注:1.表中数值为单铸试样的力学性能。
2.分数表达式中的分子为原铁液成分,分母为终铁液成分。
从表4-2中可以看出,铜锡低合金球墨铸铁的铸态力学性能较好,45炉次的平均抗拉强度Rm=821MPa,伸长率A=4.34%,布氏硬度为288HBW,相当于QT800-2的性能。
为了对这种具有较好铸态力学性能的铜锡低合金球墨铸铁进行分析,第一次选择了其中的四个炉次作金相检验,试样编号分别为36、39、40和41。首先用NEDPH0T-21型金相显微镜测试石墨分布,即测试单位面积含有多少个石墨球。测试方法是显微镜放大100倍,在显微镜投影屏上规定一定的范围(112mm×82mm)。然后在该范围中数出若干个大小不同的石墨数。在相同面积下数出三个若干数,取其平均值,即可换算成每平方毫米面积中有多少个石墨球。按下面的公式计算
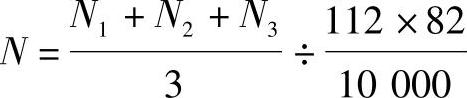
式中 N——每平方毫米面积中所含的石墨球数(个/mm2);
N1、N2、N3——三个相同面积中各含的石墨球数。
然后用BS-540型透射电子显微镜,在放大5000倍的条件下,选择三个比较典型的视场对珠光体组织进行拍照。分别在三张照片上测出珠光体的片间距(S1、S2、S3),并取其平均值。再按下式换算成珠光体片间距的真实尺寸s
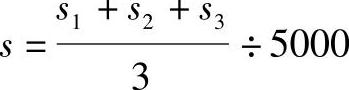
石墨球数N和珠光体片间距的检测结果见表4-3,金相组织分别如图4-14、图4-15、图4-16和图4-17所示。从图中可以看出,金属基体均为致密层状珠光体组织。
表4-3 石墨球数(N)及珠光体片间距(s)
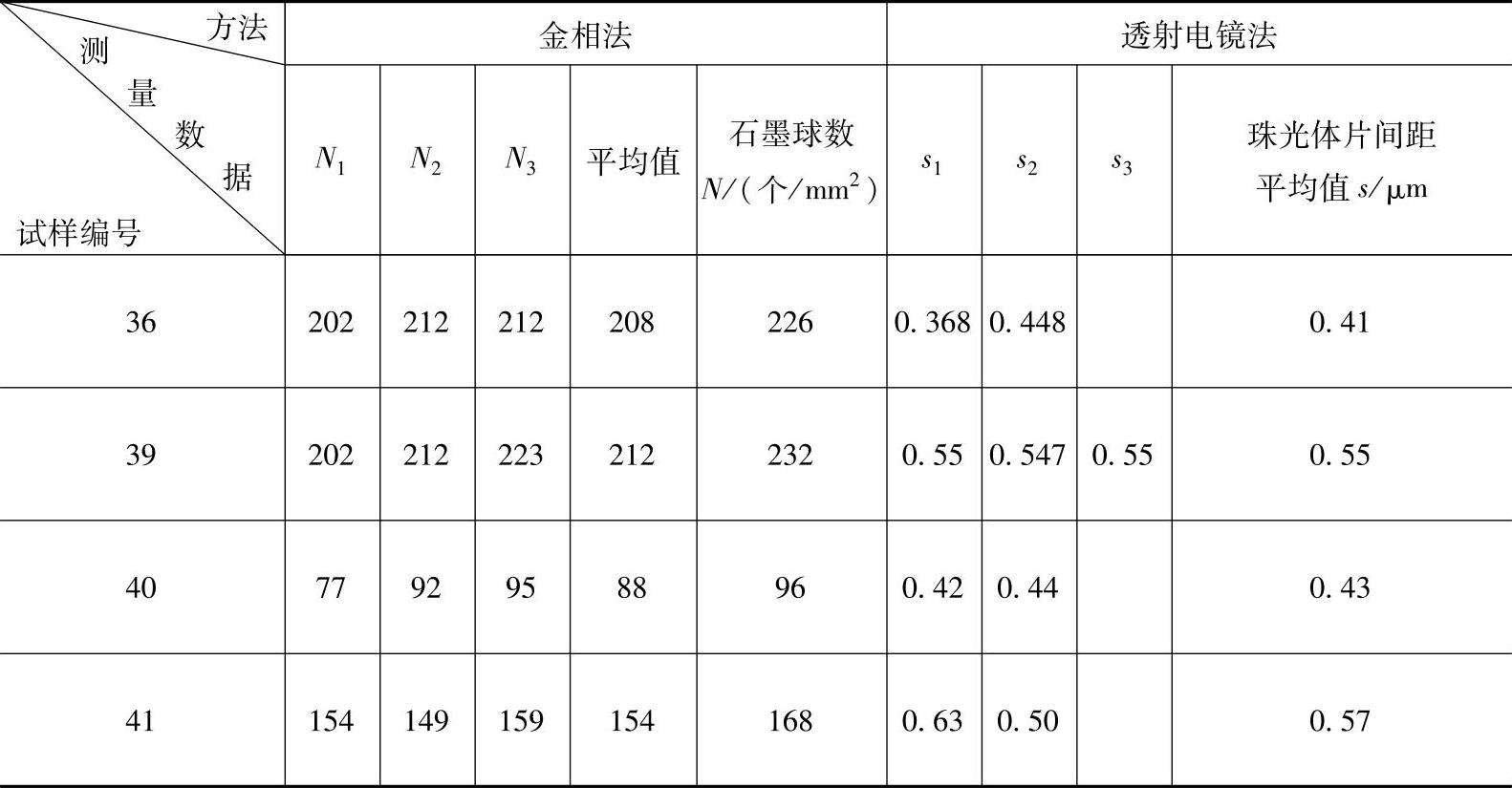
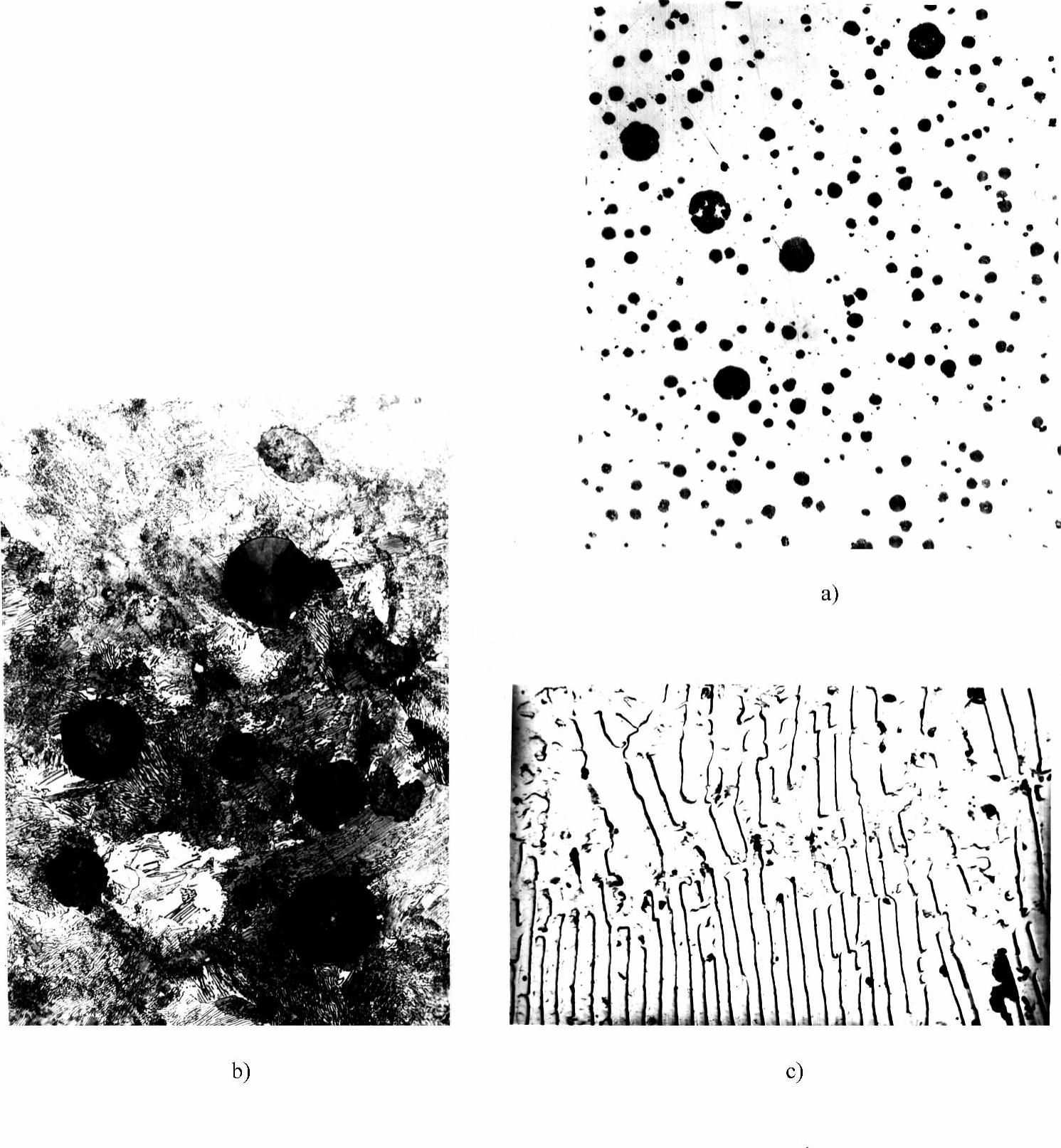
图4-14 金相组织(试样编号36)
a)×100 b)×500 c)×5000
图4-15 金相组织(试样编号39)
a)×100 b)×500 c)×5000
为了进一步了解珠光体组织的致密程度,第二次又抽样检测了编号为25、26和27三个炉次试样的珠光体片间距。采用的检测设备是EPM-810Q型电子探针仪。首先将试样抛光并腐蚀,在扫描电镜下观察其形貌,每隔一定间距取一视场进行拍照。每个试样取八个视场,先分别算出这八个视场中珠光体的片间距,然后取平均值,即可得出每个试样的珠光体片间距s,见表4-4。金相组织的电子探针检测结果如图4-18所示。
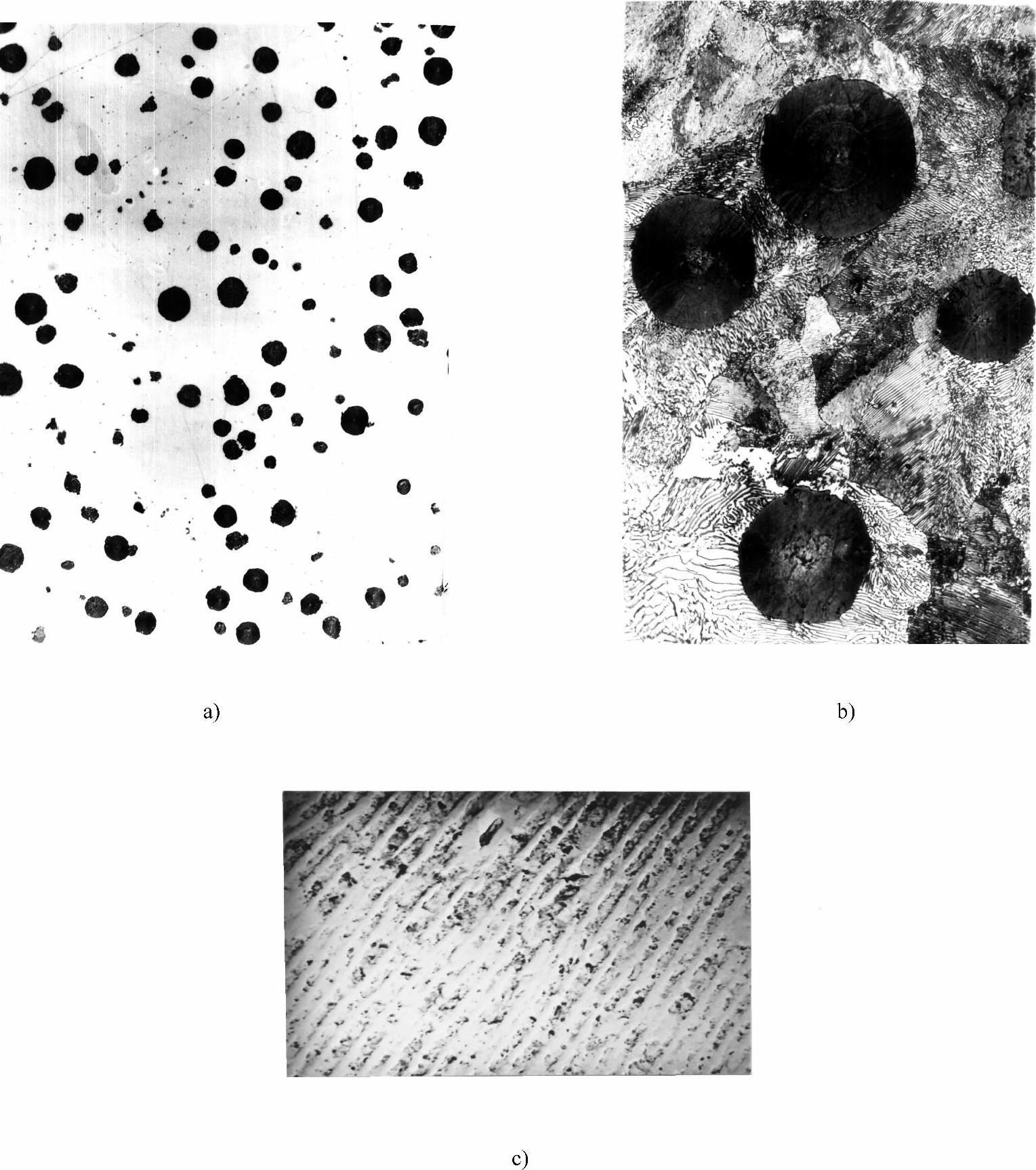
图4-16 金相组织(试样编号40)
a)×100 b)×500 c)×5000
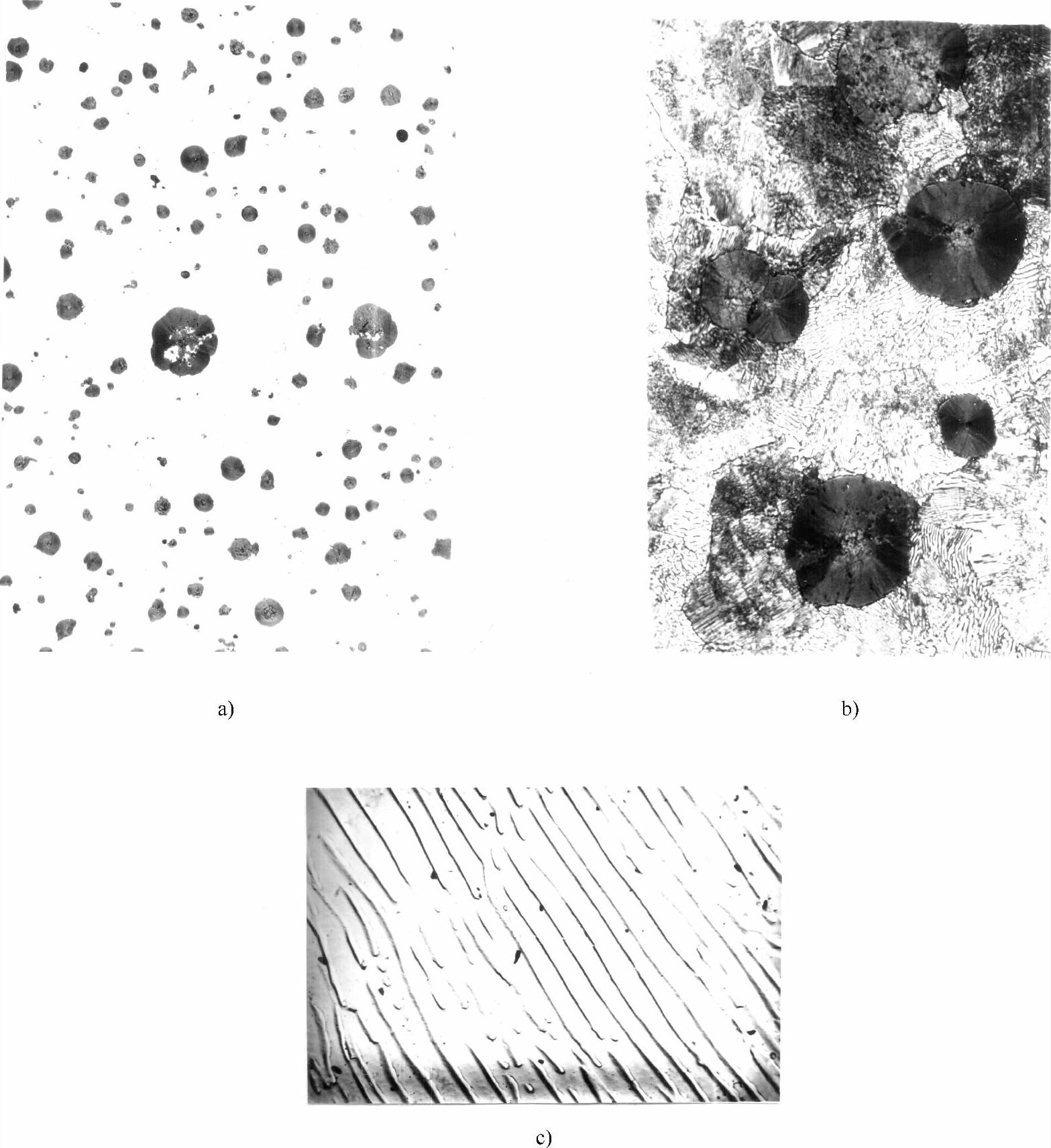
图4-17 金相组织(试样编号41)
a)×100 b)×500 c)×5000
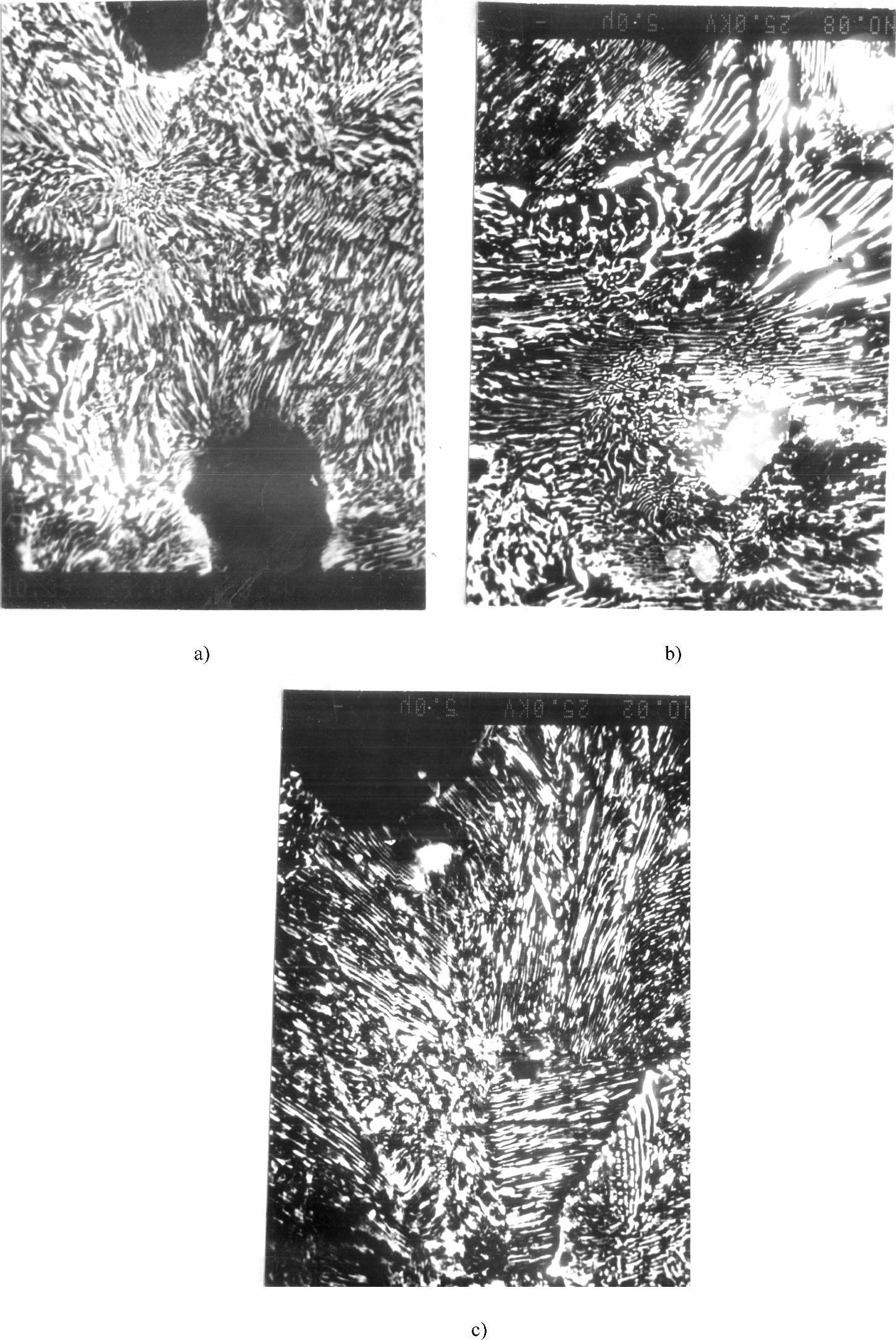
图4-18 金相组织(电子探针仪)
a)试样编号27 b)试样编号26 c)试验编号25
表4-4 珠光体片间距

为了更全面地了解这种铸态高强度球墨铸铁的金相组织结构,又选择了三个炉次的试样进行金相检验,编号分别为11、12和14。在不同放大倍数下观察石墨形貌、分布情况及珠光体基体片间距等,检验结果见表4-5及图4-19、图4-20和图4-21。
表4-5 铜锡低合金铸态高强度球墨铸铁的金相组织
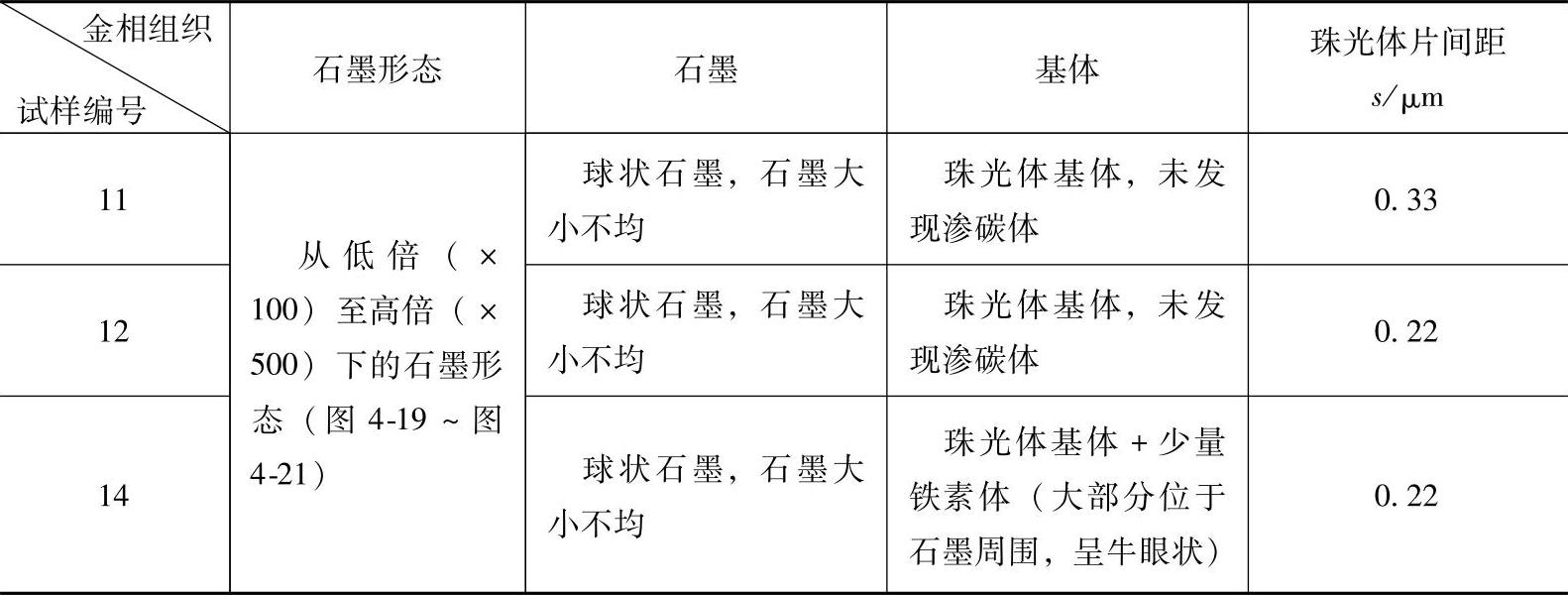
通过以上对力学性能、金相组织的全面检测结果可以看出,球化情况良好,均为细密层状珠光体基体,片间距很小,仅为0.22~0.33μm,所以获得了较好的铸态力学性能,是制造曲轴及其他耐磨零件的优良材料。
三、熔炼
1.炉料组成
在选定了化学成分以后,要进行炉料配比。根据目前国内的情况,炉料组成中以硫、磷、锰含量较低的优质球墨铸铁生铁为主(如Q12、Q10等)具体配比为:球墨铸铁生铁50%~60%,废钢5%~10%,球墨铸铁回炉料40%~50%。
2.脱硫
目前,国内生产球墨铸铁曲轴的铸造厂一般都用电炉进行熔炼,或用冲天炉、电炉双联熔炼,仅有个别工厂仍使用冲天炉。在球化处理前,应特别注意对含硫量的控制。应采用碳化钙(加入量约为1.5%)等脱硫剂进行脱硫,使原铁液中的含硫量越低越好,达到0.02%以下。有资料指出,当采用碳化钙芯线——喂线机脱硫技术时,在铁液温度为1410~1430℃的条件下,喂入速度为22~23m/min较适宜,脱硫效果较佳。
3.控制铁液的过热程度
适度提高铁液的过热程度(过热温度及过热时间),进行精炼,可以提高铁液质量。冲天炉的出炉温度应达到1420~1460℃,电炉的熔化温度为1500~1520℃。

图4-19 金相组织(试样编号11)
a)低倍下石墨形态(×200) b)较高倍下石墨分布状态(×250) c)高倍下,解理面上的石墨形态(×500) d)球状石墨,大小不均(腐蚀前×100)
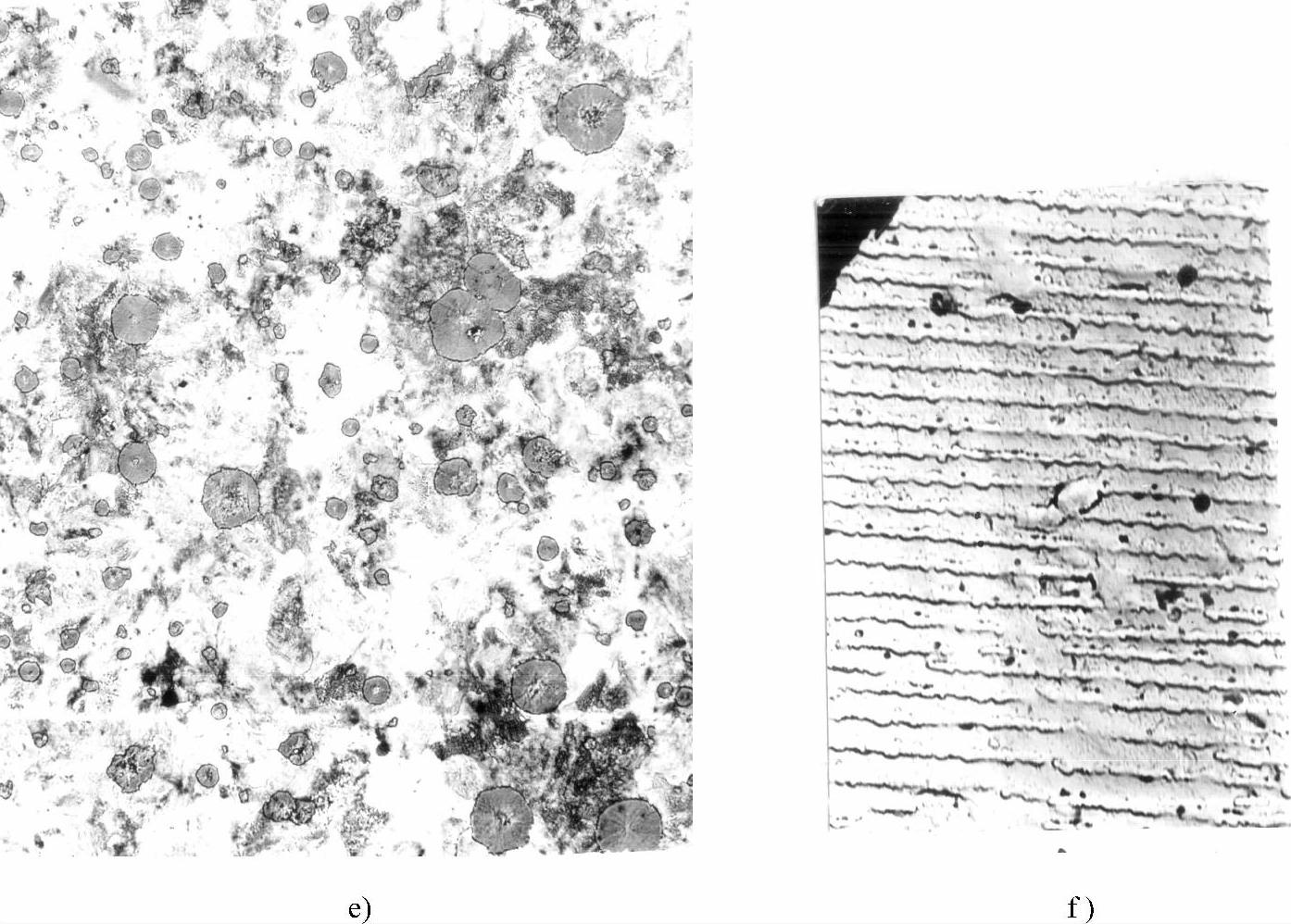
图4-19 金相组织(试样编号11)(续)
e)球状石墨,珠光体基(4%HNO3浸蚀,×100) f)珠光体基体,片间距0.33μm(×9000)
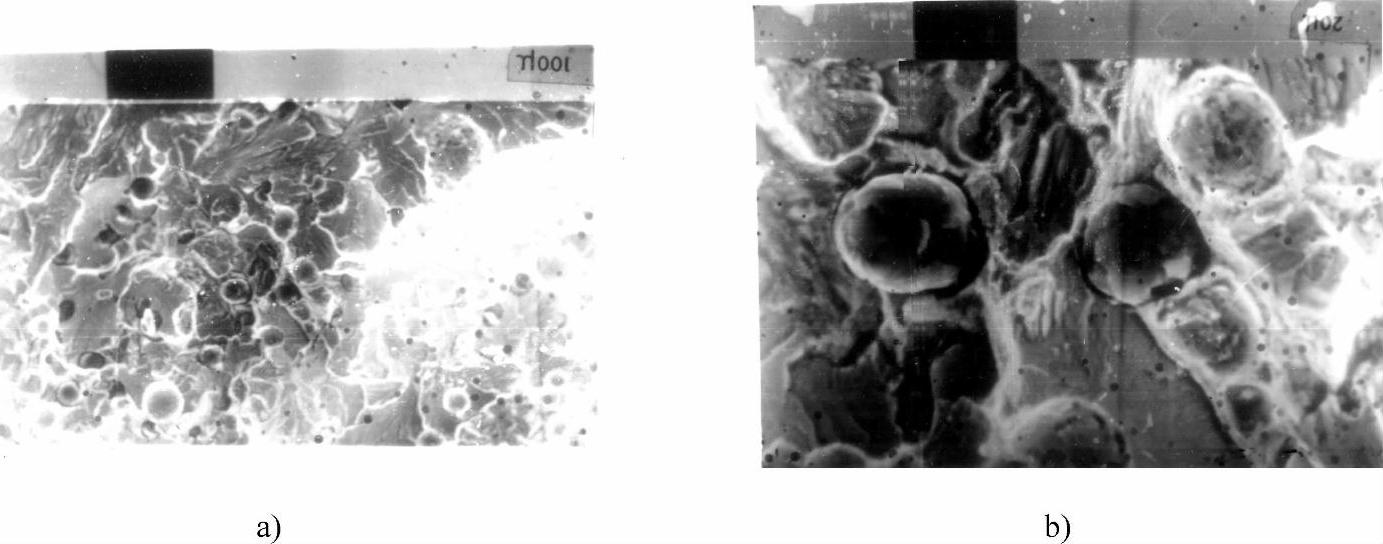
图4-20 金相组织(试样编号12)
a)低倍下石墨分布形态(×100) b)高倍下石墨形貌(×500)
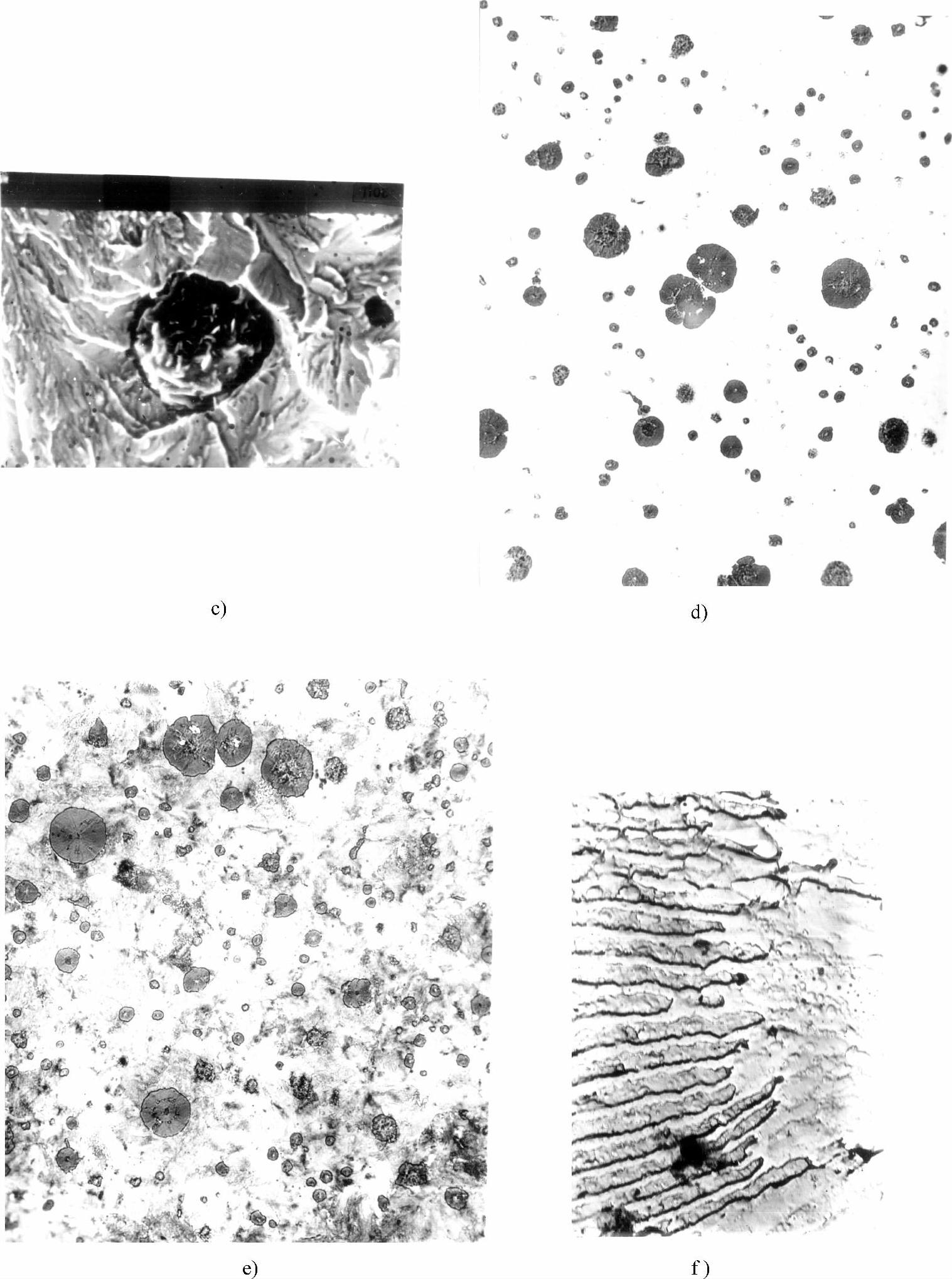
图4-20 金相组织(试样编号12)(续)
c)高倍下,解理面上的石墨形态(×500) d)球状石墨,大小不均(腐蚀前×100) e)球状石墨,珠光体基体(4%HNO3浸蚀,×100) f)珠光体基体,片间距0.22μm(×9000)
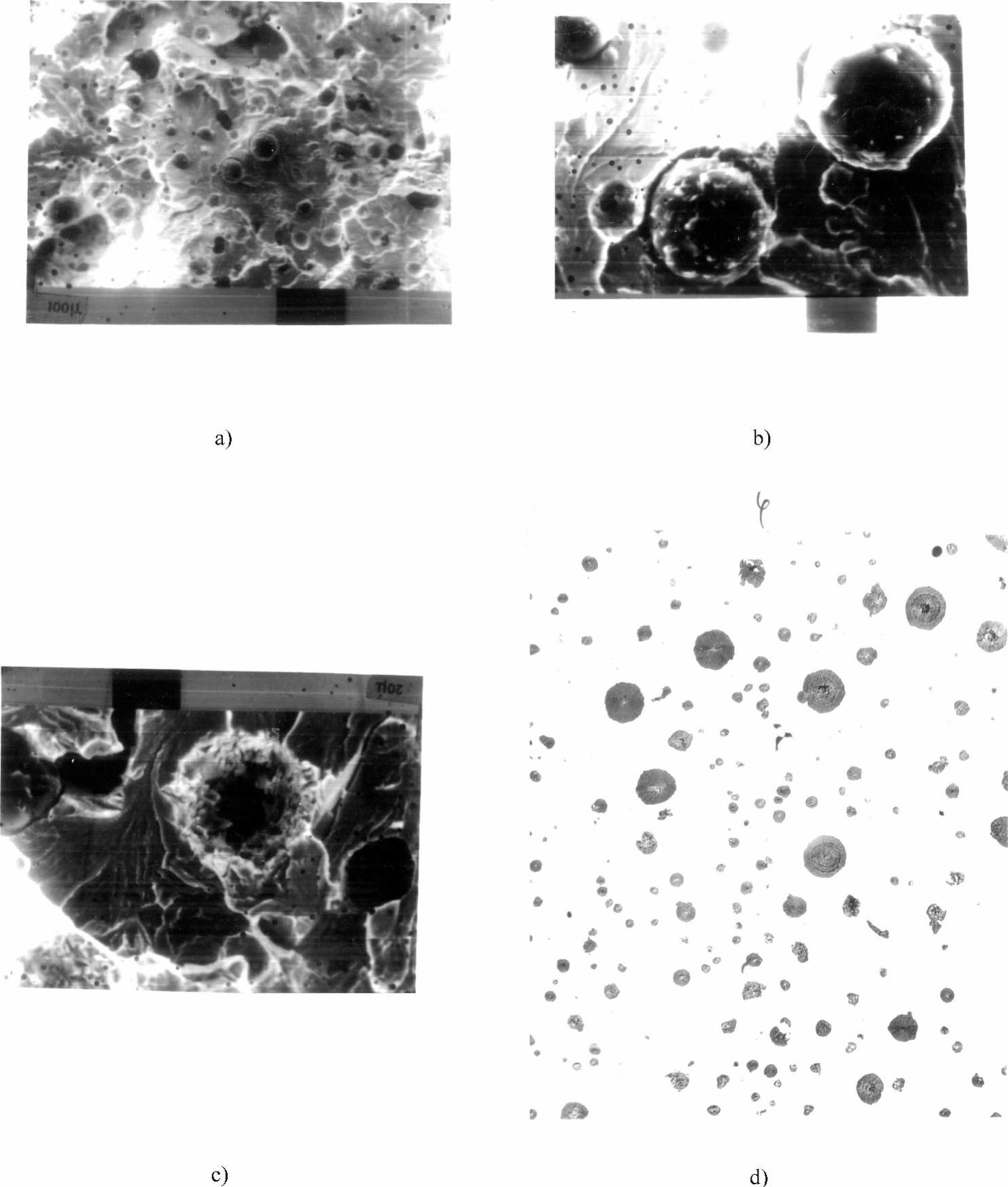
图4-21 金相组织(试样编号14)
a)低倍下石墨分布形态(×100) b)高倍下石墨形貌(×500) c)高倍下,解理面上的石墨形态(×500) d)球状石墨,大小不均(腐蚀前×100)

图4-21 金相组织(试样编号14)(续)
e)球状石墨,珠光体基体(4%HNO3浸蚀,×100) f)珠光体基体,片间距0.22μm(×9000)
四、球化处理
1.球化剂的选择
镁是球化能力最强的良好球化剂。稀土元素既有一定的球化作用(程度低于镁),又与硫有很强的亲和力,加入铁液中能起到脱硫,提高铁液纯净度的作用。并能减少或消除夹杂物的有害影响,起到精炼作用。稀土元素还有细化晶粒,改善铸造性能,减少铸造缺陷,提高力学性能的作用。但有“白口”倾向较大,容易引起偏析等不良影响。
稀土镁复合球化剂是在镁球墨铸铁和稀土球墨铸铁的基础上发展起来的。利用镁球化能力强,对铁液化学成分适用范围广的特点,同时加入少量稀土合金,充分利用其有利影响,能显著地减少夹渣、缩松等缺陷,故被广泛采用。
目前使用的球化剂主要有以下几种。
(1)纯镁加微量混合稀土 国内工厂在生产大型球墨铸铁曲轴时,为充分发挥纯镁和极少量稀土对确保球墨铸铁质量的综合有利影响,在较长时期内采用的球化剂是纯镁加微量混合稀土。
(2)稀土镁硅铁合金 常用的稀土镁球化剂由稀土、硅铁和纯镁熔制而成。其主要成分为:w(Si)=38%~44%,w(Mg)=6%~9%,w(RE)=1%~7%,w(Ca)=2%~3.5%。
稀土镁球化剂的选用,应考虑铸件特性(如大小、质量、壁厚等)、铁液温度和原铁液中含硫量等因素的影响。如冲天炉熔炼的铁液因含硫量偏高,不宜选用镁、稀土含量太低的球化剂(稀土的质量分数小于3%)。当用电炉熔炼时,硫的质量分数较小(小于0.02%),则宜取镁、稀土质量分数较小的球化剂(Mg:6%~8%,RE:1.5%~4%)。
球化剂中硅、铁的含量主要影响其熔点及密度。球化剂的熔点高、密度大,则球化处理时较难熔化;如果其密度小,则容易上浮,这会加剧氧化烧损,降低镁的吸收率,造成球化不良或球化衰退等缺陷。一般将硅的质量分数控制在38%~44%的范围内。
若球化剂中氧化镁的含量高,使球化元素的含量降低,易造成球化衰退,并使铸件的夹渣缺陷增加,故其含量越低越好。应使MgO的质量分数小于1.0%。
球化剂中的钙对促进球化和细化晶粒有良好的影响,其质量分数宜取2%~3.5%。
球墨铸铁曲轴用稀土镁球化剂,宜将其成分控制在上述范围内,并根据曲轴大小及熔化设备等情况进行适度调整。
(3)特种稀土镁合金 球化剂的选用与铸件特征、技术要求及生产工艺等因素有关,应根据实际情况选用合适的球化剂。例如,对于大断面结构或有特殊技术要求的球墨铸铁件等,采用一般的稀土镁硅铁合金球化剂难以满足要求。故必须在球化剂中添加其他合金元素或其他稀土元素,以提高球化剂的效能,确保铸件的球化良好,不产生球化衰退或使铸件具有其他特殊性能。
以铸态铁素体球墨铸铁件为例,可选用低稀土含钡、钙球化剂,其中w(Mg)=5.5%~6.5%,w(RE)=1.0%~1.2%,w(Ca)=2.5%~3.0%,w(Ba)=3%。加钡是为了更好地发挥稀土、镁、钙及钡元素的协调作用。钡是石墨化元素,可提高镁的吸收率,增加石墨球数量,强化孕育效果,抑制碳化物形成。钙有强烈的促进石墨化作用,钙与镁可形成Mg2Ca金属化合物,延缓镁的分解,起到控制球化剂在铁液中的吸收与反应速度的作用。钙还能强化孕育效果、细化晶粒。
铸态珠光体球墨铸铁,如小型曲轴等,可选用含铜、锑或含铜、锡等合金元素的复合球化剂;大型厚断面球墨铸铁,如大型曲轴等,可选用钇基重稀土镁复合球化剂。它以重稀土元素为主,含钇50%~60%,还包含了其他稀土元素,并复配了镁、钙、硅、钡等,充分利用复合综合作用,使其具有球化作用强、球化质量高和球化反应平稳等特点。并具有很强的抗球化衰退能力,甚至在重熔时,球状石墨还有明显的遗传性。
2.球化剂的加入量
进行球化处理时,球化剂的加入量应适当,主要控制铁液经球化处理后,镁和稀土金属在铁液中的残余量。镁是阻碍石墨化、稳定碳化物的元素;稀土残余量过高,会使石墨形状恶化,“白口”倾向增大,偏析严重,晶间会形成少量碳化物。镁及稀土元素的残余量都过高,可能产生铸态渗碳体,使铸件力学性能降低,并恶化铸造性能,如产生缩孔、缩松、夹渣、皮下气孔等缺陷。如果残余总量太低,则可能产生球化不良或球化衰退等缺陷。因此,控制镁、稀土在铁液中的残余量是很重要的。
在能保证球化良好的条件下,应采用低镁、低稀土含量的球化剂,使残余的镁量和稀土量尽量降低。对于普通球墨铸铁件,w(Mg残)-w(S)≥0.025%;对于薄壁球墨铸铁件,w(Mg残)-w(S)≥0.02%。一般的控制范围为:w(Mg残)=0.03%~0.045%,特别厚大的铸件可达w(Mg残)=0.04%~0.08%;残余稀土量w(RE残)=0.02%~0.03%。如果残余稀土量超过残余镁量,易出现碎块状石墨,因此残余稀土量应小于0.03%。
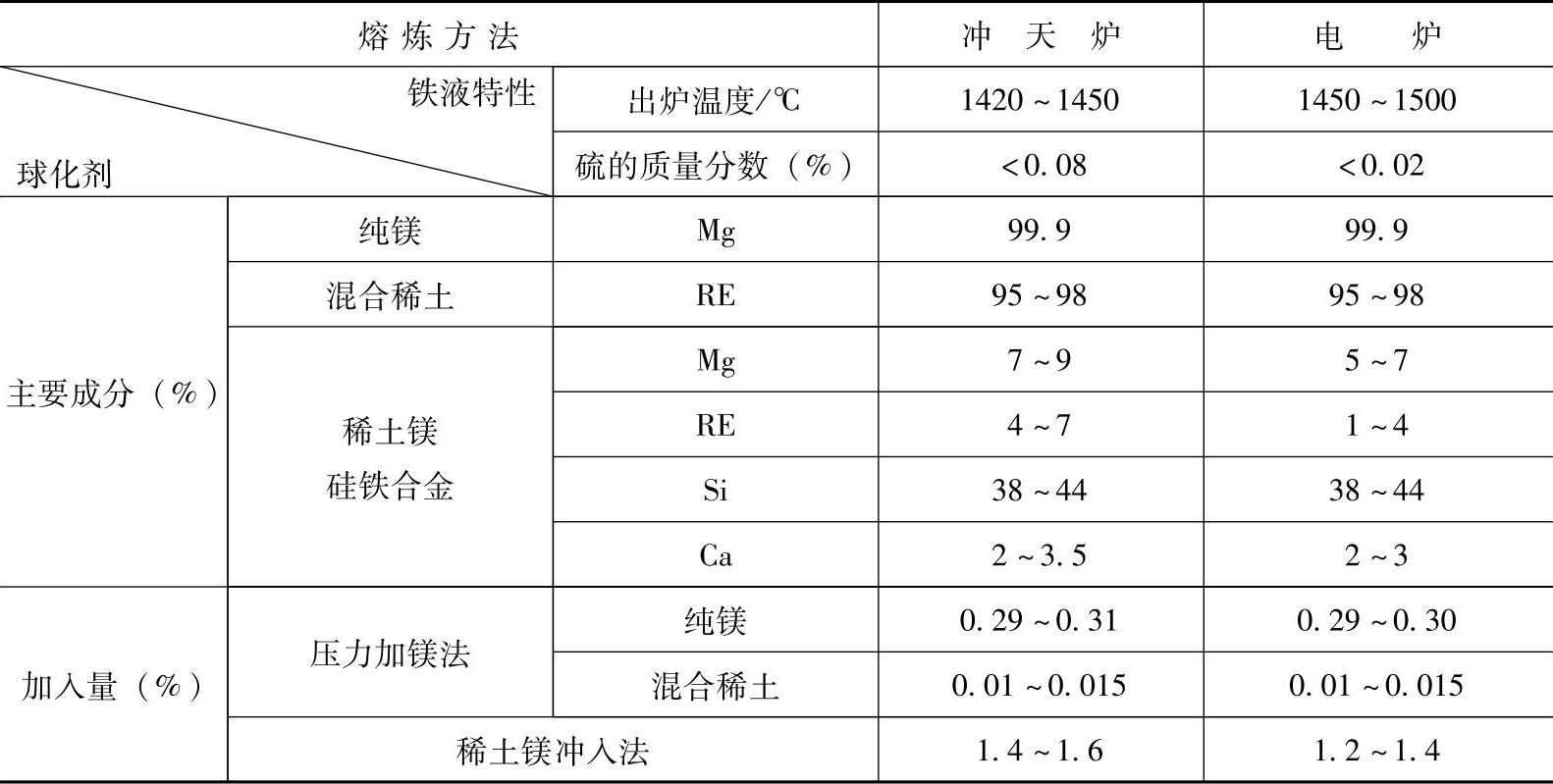
球化剂的加入量与铸件特性(质量、壁厚等)、生产工艺、技术要求、熔炼方法、原铁液中的含硫量、球化剂种类及球化处理方法等诸多因素有关,应根据具体条件决定。可参考表4-6。
表4-6 球化剂的主要成分及其加入量
3.球化处理方法
目前球化处理的方法很多,且正在不断改进和发展。在球墨铸铁曲轴生产中,曾采用的和正在采用的球化处理方法,主要有以下几种。
(1)压力加镁法 镁是球化能力最强的元素,是应用最广的球化剂之一。生产大型球墨铸铁曲轴时,为了确保球化质量,在较长时间内一直采用纯镁球化剂。镁的沸点低,气化猛烈,易引起铁液的剧烈翻腾和飞溅,故必须采用压力加镁法。
国内某厂早在1958年7月,便采用这种方法生产了6ДР30/50型柴油机(转速为300r/min,功率为600马力)的大型球墨铸铁曲轴。其主轴颈尺寸为φ220mm,连杆颈尺寸为φ200mm,总长度4m,毛重约5t。并对压力加镁法进行了重要改进,设计、制造和使用了减容压力加镁装置,提高了镁的回收率。1971年,该厂采用此装置进行球化处理,浇注了350中速柴油机的大型球墨铸铁曲轴。其球化处理方法是:球化剂纯镁的加入量为0.29%,并附加混合稀土金属0.015%,将0.2%的苏打粉和全部混合稀土放入球化处理包底→初次出浇注铁液总量的50%→在铁液液面上覆盖保温集渣剂→压入纯镁球化剂→除渣后再覆盖0.1%的集渣剂→补充剩余的50%浇注铁液,并同时随流加入硅铁和硅钙合金孕育剂进行孕育处理→充分搅拌并加入0.3%的冰晶石粉→扒渣→再加入0.1%的冰晶石粉→扒渣→加覆盖剂保温,准备浇注。
压力加镁包内处理的铁液量是浇注铁液总量的 。待压力加镁结束后,再补加高温铁液至所需浇注铁液总量,同时添加孕育剂。这样既可增强孕育作用,又能保证所需的浇注温度。球化处理前的铁液温度宜为1360~1400℃。
。待压力加镁结束后,再补加高温铁液至所需浇注铁液总量,同时添加孕育剂。这样既可增强孕育作用,又能保证所需的浇注温度。球化处理前的铁液温度宜为1360~1400℃。
采用压力加镁法,在保证大型球墨铸铁曲轴的球化质量方面虽有显著优点,但安全性是其最大的问题。首先是加镁装置的结构设计,要按照受压容器标准进行强度核算,以确保装置有足够的强度、刚度,操作简单、灵活、可靠,检修维护方便等。特别是包体与包盖间要有可靠的密封结构,严防漏气和铁液喷出,并要有防止铁液喷出的防护罩。其次,使用中要有严格的操作规程、岗位责任制等,否则,可能发生重大安全事故。这些安全问题限制了压力加镁法的使用。另外,其他的球化处理方法很多,其技术水平不断提高,导致使用压力加镁法的单位逐渐减少。
(2)冲入法 自稀土硅铁镁球化剂研制成功以来,国内外普遍采用冲入法球化处理工艺。其主要优点是操作较简便,球化处理时铁液反应较平稳、安全,在严格的监控条件下,可以实现稳定生产。但如果监控不严,则容易出现球化剂上浮、过早熔化、部分球化剂呈熔融状结于包底等现象,将影响球化元素的吸收率,导致球化不良等缺陷。为此,必须注意以下方面:
1)应首先对球化处理包(包底呈凹坑式或堤坝形)内的形状及尺寸等进行检修,使其符合技术要求。
2)选择合适的稀土硅铁镁球化剂及加入量。
3)球化剂块度要适宜,按处理铁液量及不同的铁液温度,一般为10~25mm,不宜有粉状物。
4)球化剂放入包底凹坑后,应在其上覆盖部分孕育剂(或使用干净的铁屑、苏打粉或珍珠岩等),要控制覆盖物层的紧实度及厚度,不能过厚或过薄,以免影响球化剂的起始反应时间,最后还要在表面覆盖适量珍珠岩粉等集渣剂。
5)处理时,应将铁液冲向未放球化剂的一侧。
6)出铁温度根据炉型、浇注质量及浇注温度等的不同,一般为1420~1480℃。
7)可以是一次性处理,也可以先处理浇注总量的2/3,待球化处理反应终止后,再冲入余下的1/3铁液量,同时添加孕育剂并充分搅拌。
8)球化处理反应时间一般为1~2min。
9)应准确控制处理铁液量(在吊车上悬挂电子秤),以免影响球化剂的加入量。
10)孕育处理后投放集渣剂,反复扒渣3~4次,最后覆盖保温剂,进行浇注。
根据不同的处理铁液量及出铁温度等,处理后要降温约50~100℃。采用冲入法时,镁的吸收率偏低,约25%~40%。在球化处理反应过程中,镁的燃烧会散发大量烟雾,使生产环境恶化。国内外现正不断改进这一不足,如正在发展的盖包法球化处理工艺,可以减少球化处理过程中镁的燃烧及烟雾等,一般可将镁的吸收率提高10%~20%。
(3)喂线法 喂线法球化处理技术,在国外于20世纪80年代后期发展较快、应用得较多。我国于20世纪90年代后期开始研究应用,近期已获得了较快的发展和较多的应用。
喂线装置主要由包芯线、喂线机和导管等组成。可根据不同情况,及时、准确地调整和控制喂线速度及球化剂加入量,从而获得较好的球化处理效果。其主要优点是:
1)由于可采用高镁型合金球化剂(可根据不同要求调整包芯线的成分,一般为:w(Mg)=25%~30%,w(Re)=2%~5%,w(Si)=40%~50%,还可复合一定量的Ca、Ba等),从而可使石墨球圆整、均匀、细小,提高了力学性能。国内某厂在铁型覆砂工艺条件下,采用包芯喂线法与型内孕育工艺相结合等措施,较稳定地生产出了铸态高强度球墨铸铁小型曲轴QT800-2~QT900-2。
2)球化处理操作简便,实现了机械化,提高了球化处理效果的稳定性,适用范围广,可用于各种类型(如流水生产线等)的生产。
3)镁的吸收率提高,减少了球化剂用量,可降低成本。
4)使球化处理后的铁液降温幅度减小,二次氧化渣量减少,从而可减少夹渣、气孔等铸造缺陷。
5)减少了球化处理反应过程中产生的烟雾,改善了生产环境等。
这种球化处理方法尚在不断改进和应用发展中。最近,国内某厂已采用此方法生产出了大型球墨铸铁曲轴。
球化处理方法是球墨铸铁生产中的关键技术,我国从20世纪50年代的压力加镁法、20世纪60年代中期开始的稀土硅铁镁球化剂冲入法,直到20世纪90年代后期开始的喂线法,一直在不断改进和提高球化处理技术,促进球墨铸铁的生产发展。
五、孕育处理
孕育处理和球化处理一样,也是球墨铸铁生产中很重要的过程。由于球化处理时加入了镁、稀土等强烈阻碍石墨化的元素,促使碳以渗碳体的形态析出。在球化处理后,应紧接着加入强烈促进石墨化的硅、钙等元素进行孕育处理。这样不但可使基体组织中无渗碳体出现,还会使球墨变圆、变细,分布更加均匀,从而获得更好的力学性能。要想获得预期的孕育效果,必须注意孕育剂的种类、加入量及加入方法等。
1.孕育剂的种类
孕育剂的种类对孕育效果有着很大的影响。在FeSi75合金的基础上,附加以强石墨化元素和稳定珠光体的元素所制得的复合孕育剂,具有显著的孕育效果。钙能球化石墨,其脱硫能力比镁强,也能阻碍球化衰退。铝是强石墨化元素。钡的沸点较高,熔解到铁液中的速度较慢,能较长时间保持成核的有效状态。所以钡不仅能促使石墨成球、细化球墨,还有长效孕育作用。由Si、Al、Ca、Ba多元素组成的高效复合孕育剂,具有形核率高、抗球化衰退能力强、形成的石墨球细小圆整和分布均匀等特点,能有效地消除碳化物和提高铸态力学性能。较常用的复合孕育剂有:硅钙合金,w(Si)=60%~65%,w(Al)=0.9%~1.1%,w(Ca)=28%~32%;硅钡合金,w(Si)=60%~65%,w(Ca)=0.8%~2.2%,w(Al)=1%~2%,w(Ba)=4%~6%。另外,可将FeSi75和复合孕育剂配合使用。
2.加入量
选用相同的终硅量,让硅存在于原铁液中,或以孕育剂的方式加入,其效果是不一样的。实践证明,在终硅量不变的情况下,降低原铁液中的含硅量,增加孕育硅量,能获得更好的孕育效果。从试验中可以看出,原铁液中硅的质量分数为1.1%,采用增大孕育量的方法后,可使终硅量达到2.26%,从而可获得高的铸态力学性能。
根据原铁液中的含硅量及所选定的终硅量,核算所需孕育剂的加入量,一般为1.0%~1.6%。
3.孕育处理方法
孕育处理工艺对孕育效果有着十分重要的影响。为了充分发挥孕育作用,可进行多次孕育处理。
(1)包内孕育 铁液在球化处理后,应随即在包内补足所需的铁液量,并进行大剂量孕育处理,以尽快使铁液达到饱和孕育状态,防止铁液的早期衰退。大量孕育剂加入后须充分搅拌,使其全部熔化,并应用除渣剂等反复扒渣3~4次。
孕育剂的粒度随铁液量和孕育方法的不同而异,一般为3~10mm,可参考表4-7。
表4-7 孕育剂粒度的选择

铁液经大剂量多次孕育处理后,停留时间越短,孕育效果越显著,为防止孕育衰退,应尽快进行浇注。
(2)随流孕育 在铁液转包或浇注过程中,在浇注箱(杯)中进行随流孕育。孕育量为0.1%~0.15%,粒度为1~1.5mm。随流孕育时,要使铁液的浇注流与添加的孕育剂同步、均匀地进行混合。
(3)型内孕育 将孕育剂用粘结剂粘成固定的形状,放在直流道底部。要注意改善其熔解条件,缩短熔解时间,适当增大横浇道面积,设置集渣包,在内浇道前放过滤网,以阻止未充分熔解的孕育剂、氧化渣等进入铸型内,防止铸件产生硬质点或夹渣等缺陷。孕育量为0.05%~0.10%,粒度过60目筛。
其他还有喂线法等,它是将孕育剂粉碎,制成包芯线。其加入装置及操作方法与喂线法球化处理工艺相同。
随流孕育、型内孕育等属于瞬时孕育,可增加孕育次数,以强化孕育和保持铁液始终处于最佳饱和孕育状态,从而显著提高孕育效果。通过大量球墨铸铁生产的验证,包外瞬时孕育有以下主要优点:
1)增加了石墨球的数量,石墨球圆整、细小、分布均匀。
2)能减少或消除铸态碳化物。
3)对于有磷共晶体的球墨铸铁,能改善磷共晶体的分布形态,使分布高度弥散化,减少磷共晶体的数量和减小其尺寸。
4)细化晶粒和使组织致密。
5)减少球化衰退现象等。
由于具有以上主要优点,从而提高了铸件的综合力学性能,特别是对消除薄壁小件的渗碳体和降低壁厚敏感性,效果十分明显。
六、球化处理温度和浇注温度
1.球化处理温度
进行球化处理时,铁液的出炉温度不是越高越好。如果温度过高,会使球化剂中镁的汽化蒸发加剧(镁的汽化温度为1107~1120℃),从而引起铁液的剧烈翻腾、飞溅。这样反而会使铁液的温度大幅度下降,同时会引起镁的严重烧损,降低镁的回收率,要保证球化效果,势必要增加球化剂的用量。如果温度太低,则会显著降低孕育处理效果,尤其是对瞬时孕育剂的熔解、熔化、吸收和扩散的影响更大。
当采用熔点较高的硅钙合金时,更要注意球化处理温度。如果孕育剂不能充分熔化而进入铸型中,便有可能形成硬质点。同时,还会由于氧化贫硅现象产生大量的夹杂物,且不易清除干净,从而会造成气孔、夹渣、冷隔等铸造缺陷。选择铁液的出炉温度时,要估计球化处理和孕育处理过程中的降温幅度,以保证所需的浇注温度。球墨铸铁曲轴的球化处理温度一般为1420~1480℃。
2.浇注温度
浇注温度对铸造性能、力学性能和铸造缺陷等诸方面均有很大的影响。如大型球墨铸铁曲轴,其浇注温度如果过高,则液态收缩量增加,冷却速度减缓,容易产生内部缩孔、缩松等缺陷。相反,如果浇注温度过低,则会恶化补缩条件,降低补缩效果,并使流动性显著降低,容易产生气孔、夹渣及冷隔等缺陷。
浇注温度的选择,要考虑曲轴的特性(大小、质量、壁厚及结构复杂程度等)、生产工艺方法(重力浇注、低压铸造及砂衬金属型铸造等)等因素的综合影响。大型球墨铸铁曲轴的浇注温度一般为1320~1340℃,小型球墨铸铁曲轴的浇注温度为1330~1360℃。
有关典型铸铁件铸造实践的文章

表2-77 铁液花纹与C、Si含量、牌号的对应关系铁液表面花纹观察判断中,应该注意以下问题:①在铁液翻花的全过程中,花纹形状是变化的,前期与后期不同。......
2023-06-24

表7-3 球墨铸铁阀体化学成分控制范围化学成分中,须严格控制C、Si含量,使碳当量CE值为4.6%~4.73%。为确保阀体的良好球化效果,采用冲入法时,球化剂的加入量一般为1.30%~1.40%。要预估球化处理全过程的降温幅度等情况,以保证阀体所需的浇注温度。......
2023-07-02

大型球墨铸铁曲轴,因壁厚、质量大及冷却速度较缓慢等特点,较易产生球化不良与球化衰退缺陷,使球化等级和力学性能达不到技术要求。但不能过多地加入球化剂,以免产生其他的不良影响。生产大型球墨铸铁曲轴时,可根据实际条件,适当添加部分或全部采用钇基重稀土镁复合球化剂,减缓球化衰退,有利于保证曲轴厚断面中心部位球化良好。......
2023-07-02
2)合金液纯净,氧化夹杂、气体、熔剂夹杂含量低。例如,对于ZL101等亚共晶Al-Si合金来说,在铝液温度高于780℃时,氧化量会显著增加。熔化、保温、浇注时间的长短对铝合金的氧化也有较大的影响。合金元素对铝液的氧化有较大的影响。而wSi超过4%,则又使合金液的氧化量增加,这是因为此时生成了SiO2。实验结果表明,不管三元还是多元铝合金,只要其中添加了Mg,Mg就会首先被氧化。铝合金中的气体并不来源于炉气组成中的氢。......
2023-06-22

试验表明,切断坩埚中的感应电流回路对改善熔炼效率有重要意义。感应熔炼用于钛合金熔炼经过了很多人的努力。前者叫感应熔炼法,后者称氧化钙熔炼法。感应加热线圈和水冷铜坩埚构成了熔炼炉的关键件。ISM熔炼基于感应加热原理,在熔炼过程中采用阶梯加热方式。王艳丽等人研究了TC4合金电磁感应熔炼过程中水冷铜坩埚的磁场分布特征,依据的原理是电磁感应原理,采用小线圈法测量冷坩埚内的磁场分布。......
2023-06-22

将零件经过表面合金化处理后,再进行直接的或再次加热淬火,可满足零件的硬韧结合、硬而不脆的淬火要求,使零件具有要求的性能。渗碳、碳氮共渗、渗氮、渗硼等均为十分重要的合金化方法,目前在汽车、机械、石油、化工、国防、航天航空等领域,表面合金化+淬火处理已经成为延长零件使用寿命与性能的重要措施与手段。......
2023-08-18

对此,球化退火时可采用较低的温度和较短的时间。对于轴承钢,预备热处理采用球化退火,再经淬火和低温回火,可以提高轴承的接触疲劳寿命。图2-5碳钢一次球化退火加热温度范围合金元素:加入碳化物形成元素使球化变慢,形成碳化物的程度越强烈,则阻碍越大。增加循环球化退火次数可使晶粒细化,碳化物分布得以改善。......
2023-06-24
相关推荐