冒口 根据铁素体球墨铸铁呈糊状凝固的结晶特征,碳、硅含量较高,凝固过程中将析出大量石墨而产生较大的体积膨胀。提高冷却速度的主要有效措施为:1)在上、下平面设置外冷铁,如图6-18中的件5。2)在上、下平面设置暗冷铁,即采用厚度较大的铸铁冷铁,在冷铁的工作表面上保持厚度为8~12mm的砂层。根据上述工艺生产的铸态铁素体球墨铸铁分配器壳体,获得了优质效果,具有良好的铸态力学性能和金相组织。......
2023-07-02
1.浇注位置
大型柴油主机活塞裙的材质为HT250,直径为φ599mm,总长为1453mm,侧壁最小厚度为8mm。一般采用将活塞裙与活塞头相连接的较厚部位朝下的垂直浇注位置,如图2-56所示。
2.浇注系统
(1)雨淋式 低速大型柴油机活塞裙的轮廓尺寸较大,对这种圆筒形铸件,一般推荐采用雨淋式浇注系统,如图2-56所示。内浇道均匀地分布在活塞裙的外圆壁上,其直径大小根据侧壁厚度而定,一般为φ10~φ12mm。采用该设计的主要优点是:能较充分地发挥顶注式浇注系统对提高质量的有利影响,金属的结晶组织更加致密,可获得完好的铸件。
直径更大的圆盘形活塞如图2-57所示。在活塞中央活塞杆孔上方,设有环形顶冒口及雨淋式浇注系统,其主要优点是能促使活塞自边缘部分至中央呈较明显的方向性凝固,最后凝固的中央部分,可从冒口得到更充分的补缩。此类活塞的内部为一封闭内腔,仅上面留有孔眼与外界相通,便于砂芯在铸型内固定和浇注后芯砂的清除。将此砂芯固定在上型中,更有利于浇注时砂芯内所产生的大量气体的顺利排出,从而更好地保证了铸件质量。
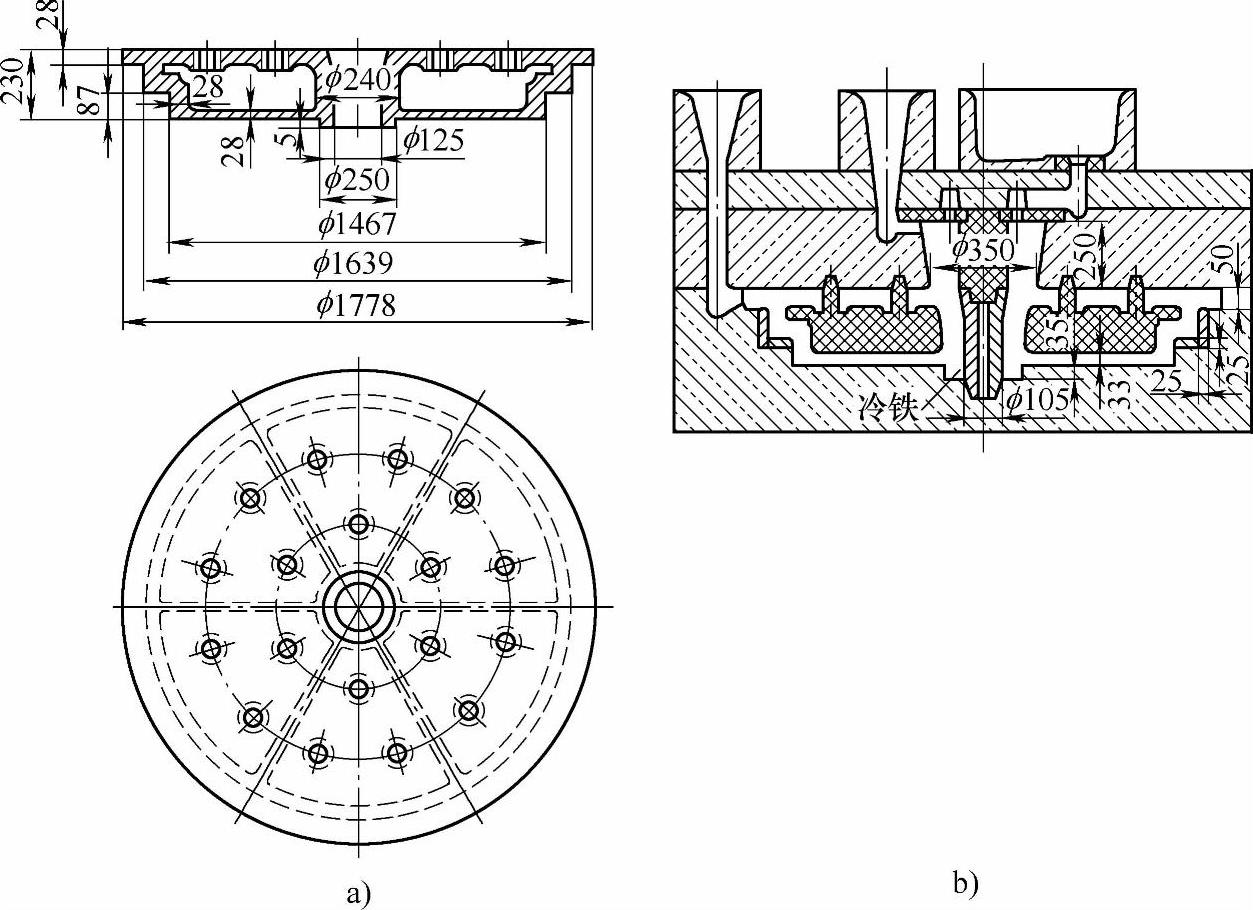
图2-57 大型活塞
a)零件简图 b)铸造工艺简图
图2-58所示高压活塞的直径为φ625mm,材质为HT250。它是实心铸件,技术要求较高,不允许有局部缩松等任何铸造缺陷。在活塞外缘及中央活塞杆孔内设置外冷铁,活塞杆孔上方设置高度为180mm的环形顶冒口。采用雨淋式顶注浇注系统,促使形成较明显的方向性凝固,对铸件进行较充分的补缩,从而获得了优质铸件。
(2)底注式 对于较小的活塞,当活塞顶部设置有外冷铁时,可采用底注式浇注系统,如图2-59所示。活塞直径为φ406mm,总长981mm,材质为HT250。活塞环槽部位及活塞顶部都设置了外冷铁。如果采用雨淋式浇注系统,则在浇注初期,当铁液落下至顶部外冷铁上时,容易产生铁液飞溅及“铁豆”等危险,故宜采用底注式浇注系统。底注式浇注系统对铸型没有很大的冲击作用,铁液在铸型中上升得比较平稳,铸件质量也比较稳定。

图2-58 高压活塞
a)零件简图 b)铸造工艺简图

图2-59 柴油发动机活塞(底注式浇注系统)
a)零件简图 b)铸造工艺简图
(3)联合浇注系统 对于特大型活塞,当活塞顶部设有外冷铁时,或对于中低压空气压缩机活塞等异形活塞,可采用雨淋式与底注式相结合的联合浇注系统,如图2-60所示。浇注初期开启底注式浇注系统,当铸型中的铁液平稳上升至信号指示处时,开启雨淋式浇注系统。采用这种浇注方式,避免了雨淋式浇注系统在初始阶段因铁液对砂芯的冲刷作用而可能造成的不良影响,充分发挥了底注式与雨淋式浇注的优点。
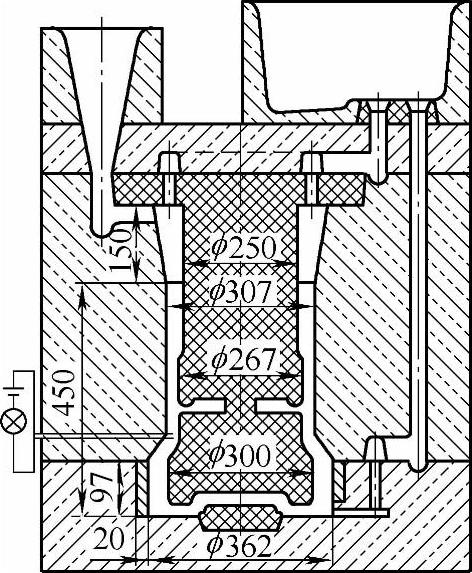
图2-60 空气压缩机活塞铸造工艺简图
3.冷铁的应用
活塞的结构特点之一是侧壁厚度很不均匀。局部“肥厚”部分由于冷却较为缓慢,极易因补缩不良而产生局部结晶组织粗大、局部缩松及渗漏现象,特别是在采用将顶部朝下的浇注位置或底注式浇注系统时尤为显著。克服这种缺陷的最有效方法是设置外冷铁,一般应用于下列部位。
(1)顶部 当柴油发动机工作时,活塞顶部要承受燃气压力(40~100个大气压力),并直接与高温燃气(温度高达500~800℃)接触,吸收大量热量。而活塞的冷却条件是很不良的,因此顶部温度升高得很严重,一般可达300~420℃。由于顶部受高温、高压的燃气作用,故要求结晶组织相当致密,使其具有较高的力学性能和耐热性能等,更不允许有任何微小的铸造缺陷。根据经验,当活塞顶部壁厚超过25~30mm时,就应设置成形外冷铁,其厚度为该处壁厚的60%~80%,以确保结晶组织的高度致密性。
图2-61所示柴油发动机活塞的直径为φ390mm,总长635mm,材质为HT250低合金铸铁。活塞顶部呈凹形,壁厚48mm,设置了厚度为30mm的成形外冷铁。采用底注式浇注系统,并在直浇道下方设置了过滤网,增强了挡渣能力,获得了完好的铸件。

图2-61 柴油发动机活塞
a)零件简图 b)铸造工艺简图
1—底注式浇注系统 2—油道砂芯 3—成形外冷铁 4—冒口 5—出气道
(2)侧壁封严部位 在此处设置外冷铁主要是为了防止活塞环槽内产生局部缩松缺陷。外冷铁的厚度为该处壁厚的50%~60%。如果活塞环槽的深度在15mm以下,则可以不设置外冷铁。
图2-62所示大型空气压缩机活塞的材质为HT250,直径为φ900mm。活塞外缘活塞环的深度达25mm,设置了厚度为25mm的外冷铁;中央活塞杆孔内也设置了冷铁。为防止阻碍收缩而可能产生的表层裂纹缺陷,冷铁由4块组合而成。在活塞杆孔上方设置环形顶冒口,采用雨淋式浇注系统。活塞外缘至中央有较明显的方向性凝固,从中央冒口得到了较充分的补缩。活塞内腔砂芯固定在上型中,使砂芯中的气体能顺利排出。按此工艺获得了好的质量。
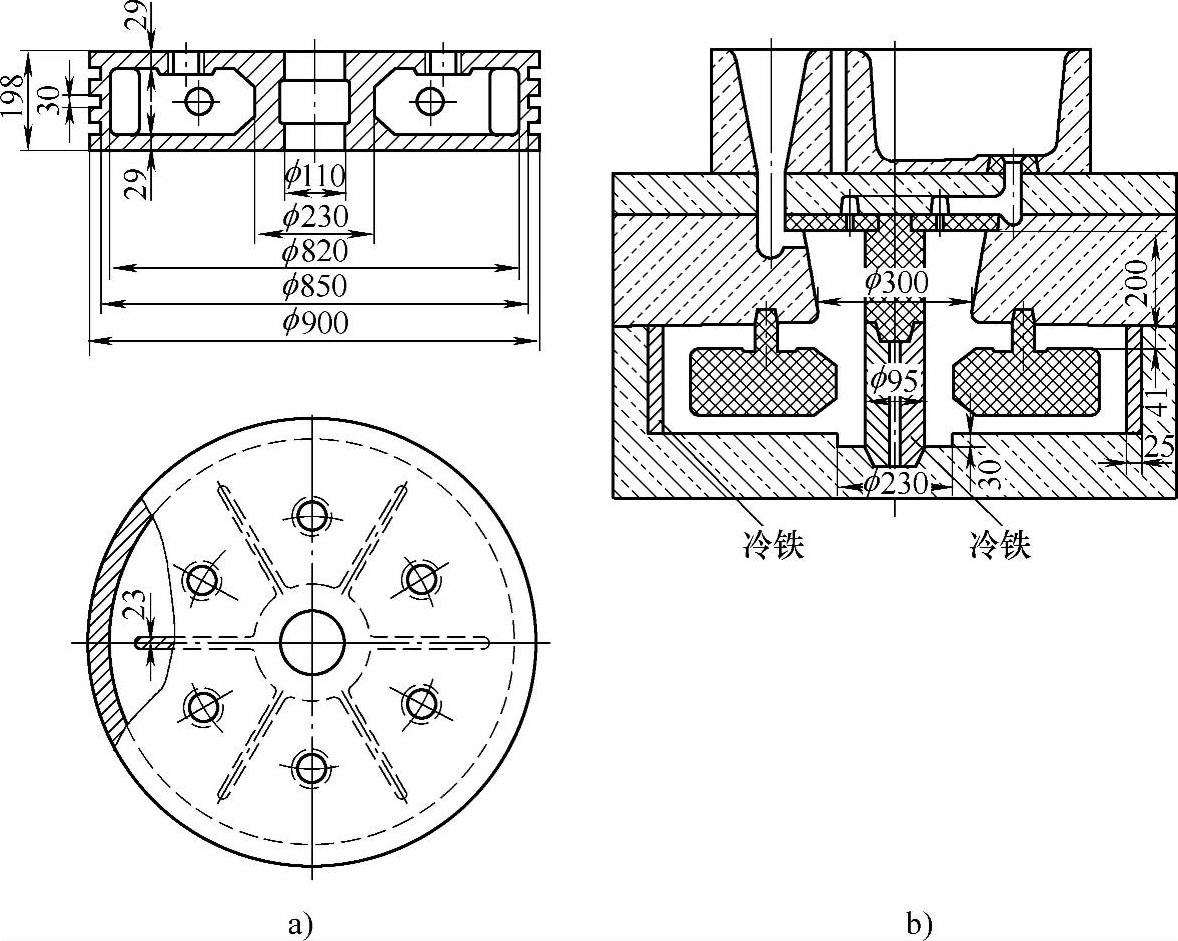
图2-62 大型空气压缩机活塞
a)零件简图 b)铸造工艺简图
(3)其他局部“肥厚”部位及局部“热节”处 柴油机活塞类铸件,如活塞头及活塞裙等的壁厚相差很大。例如,活塞销孔及联接螺栓孔周围等部位易形成金属聚积,容易产生局部缩松等缺陷。根据这些特点,须设置外冷铁。
图2-63所示柴油主机活塞头的直径为φ760mm,总高567mm。其顶部(壁厚115mm)、侧壁封严部位(壁厚92mm)及中央螺栓孔周围易形成局部“热节”。为确保质量,在这三个部位分别设置了外冷铁,获得了较好效果。
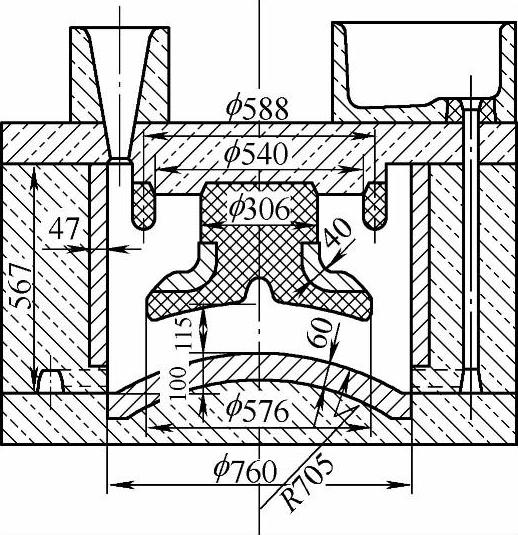
图2-63 柴油主机活塞头铸造工艺简图
为获得预期效果,对冷铁形状及尺寸设计应予以特别注意。图2-64所示为大型柱塞铸造工艺简图。柱塞外径为φ555mm,总长1830mm,材质为HT250,毛重2.3t。采用雨淋式浇注系统。柱塞侧壁及顶部厚度分别为91mm和170mm。在原铸造工艺方案中,侧壁及顶部的外冷铁厚度分别为80mm和90mm,如图2-64a所示。铸造后在柱塞顶部与侧壁交接处产生了多条较大的径向裂纹。主要原因是冷铁的激冷程度过大及冷铁形状欠佳。改进后的冷铁设计如图2-64b所示,获得了较好的效果。
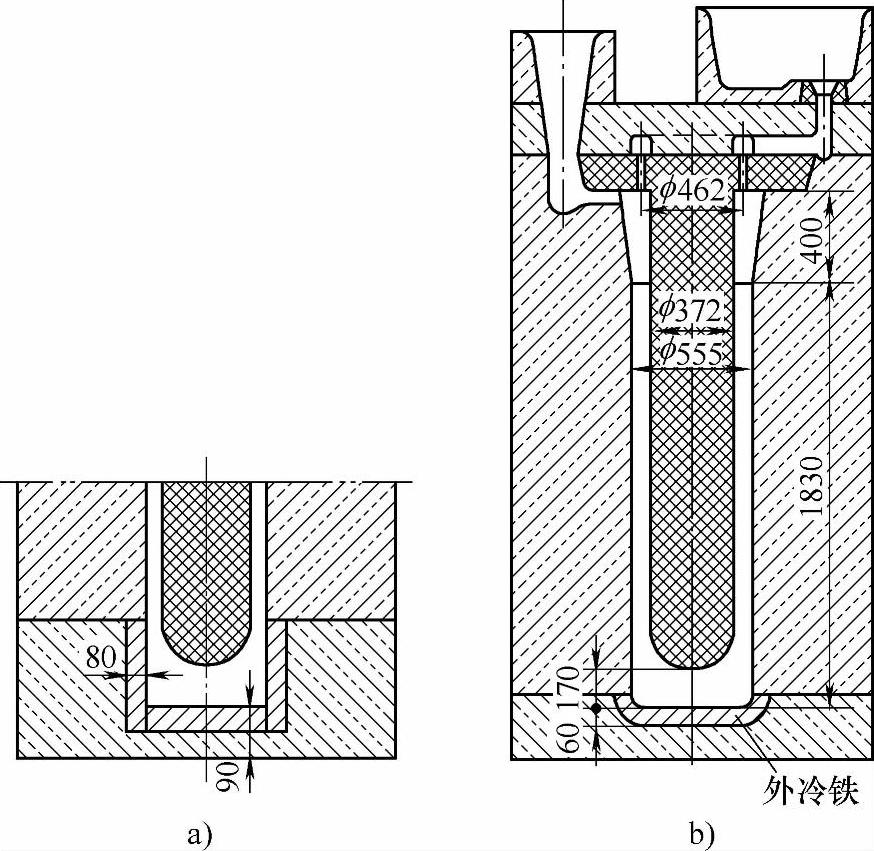
图2-64 大型柱塞铸造工艺简图
a)改进前冷铁组合形式及尺寸 b)改进后冷铁组合形式及尺寸
有关典型铸铁件铸造实践的文章

冒口 根据铁素体球墨铸铁呈糊状凝固的结晶特征,碳、硅含量较高,凝固过程中将析出大量石墨而产生较大的体积膨胀。提高冷却速度的主要有效措施为:1)在上、下平面设置外冷铁,如图6-18中的件5。2)在上、下平面设置暗冷铁,即采用厚度较大的铸铁冷铁,在冷铁的工作表面上保持厚度为8~12mm的砂层。根据上述工艺生产的铸态铁素体球墨铸铁分配器壳体,获得了优质效果,具有良好的铸态力学性能和金相组织。......
2023-07-02

图6-1 大型链轮箱体铸造工艺示意图1—直浇道 2—横浇道 3—内浇道(多层) 4—出气冒口 5—出气孔二、分型面根据链轮箱体外形的结构特点及所确定的浇注位置,无论是采用实体模样或是组芯造型,均设计成上、下两道分型面,以便于组芯操作。......
2023-07-02

四、浇注系统1.浇注系统的主要设计要求根据大型床身的结构特征,浇注系统的设计应满足以下主要基本要求:1)大型床身重要的厚壁大平面均处于铸型底部,多组较复杂的大型筋板砂芯均组装于上半铸型中。......
2023-07-02

铸件结构的设计应考虑合金铸造性的要求,因为与合金铸造性有关的一些缺陷,如缩孔、变形、裂纹、气孔和浇不足等,有时是因铸件结构设计不够合理,未充分考虑合金铸造性的要求所致。铸件的最小壁厚应根据合金的性质、铸件的大小和铸造方法确定。因此,铸件在进行结构设计时,应尽量使其能够自由收缩。......
2023-06-24

若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02

图9-5 雨淋式铸造工艺示意图1—内浇道 2—大型集渣槽3—出气冒口图9-6 小型锅件铸造工艺示意图a)直接从中央浇道注入 b)从多道浇道注入2.底注式中小型锅形铸件多采用将锅底朝下的浇注位置,设置底注式浇注系统,铁液在铸型内上升较平稳,对型壁的冲击力较小,中央砂芯的排气畅通。......
2023-07-02
图8-2所示为大型飞轮模样结构及铸造工艺示意图。轮缘铸齿部位共由10块铸齿砂芯3组成。在整个造型过程中,必须注意防止刮板、活页及轴杠有任何松动,以确保刮制成的砂型尺寸准确。全部铸齿砂芯组装并调整尺寸后,要用型砂将对接缝隙及芯头间隙填紧,严防砂芯发生径向移动。3)铸齿砂芯经充分硬化后才能起模,然后平放在平板上。......
2023-07-02

造芯时,纵横设置通气绳,芯砂的强度等性能必须符合要求。舂砂造芯全过程须精心操作,使整个砂芯有足够均匀的紧实度,达到所需的强度、刚度、通气性及溃散性等性能要求。砂芯采用醇基铸铁涂料,主要成分为石墨粉。涂料层厚度为0.8~1.5mm。......
2023-07-02
相关推荐