因大型飞轮的铸壁厚度大,特别是设有平衡铁的特重型飞轮,在铸型中的冷却速度很缓慢,要达到上述性能要求并非易事,必须选择适当的合金元素及其加入量。飞轮最重要的工作部位是轮缘上的传动齿区及中央与主轴连接的内法兰区,这些部位一般不允许有任何铸造缺陷。保温时间视飞轮的最大厚度而定,一般可取每20mm延长1h。......
2023-07-02
1.材质
大型活塞裙及中小型活塞应具有较高的强度和刚性,一般选用灰铸铁HT250制造,硬度为190~230HBW。
球墨铸铁具有良好的力学性能,是制造活塞的优良材料。对于载荷较高的中小型活塞,根据不同的工作条件,可选用球墨铸铁QT600-3或QT700-2。为改善性能,还可添加少量合金元素。如直径为φ190~φ350mm,质量为15~120kg的活塞,为达到上述性能,可采用低合金球墨铸铁。其成分为:w(C)=3.65%~3.75%,w(Si)=2.4%~2.8%,w(Mn)<0.35%,w(P)<0.035%,w(S)<0.02%,w(Cu)=0.8%~1.2%,w(Mo)=0.25%~0.40%,w(Ni)=0.4%~0.8%。铸态力学性能为:抗拉强度Rm>700MPa,伸长率A>10%,球化率为1~2级,珠光体量大于45%。如果进行正火(升温910℃,保温2.5~3.5h,出炉空冷或风冷)、回火热处理,则抗拉强度Rm>900MPa,伸长率A>4%。
2.铸造缺陷
活塞侧壁外表面、顶面及活塞销孔表面等不允许有气孔、砂眼、缩松及夹杂等铸造缺陷。
3.质量偏差
为减小活塞组、活塞运动时所产生的惯性力,提高发动机功率,活塞质量应尽可能减小。故这些运动组件的质量偏差一般应为±(3%~5%),并应严格控制尺寸误差。
4.热处理
须进行消除铸造内应力的人工时效处理。对于球墨铸铁材质,应根据零件技术要求进行热处理。
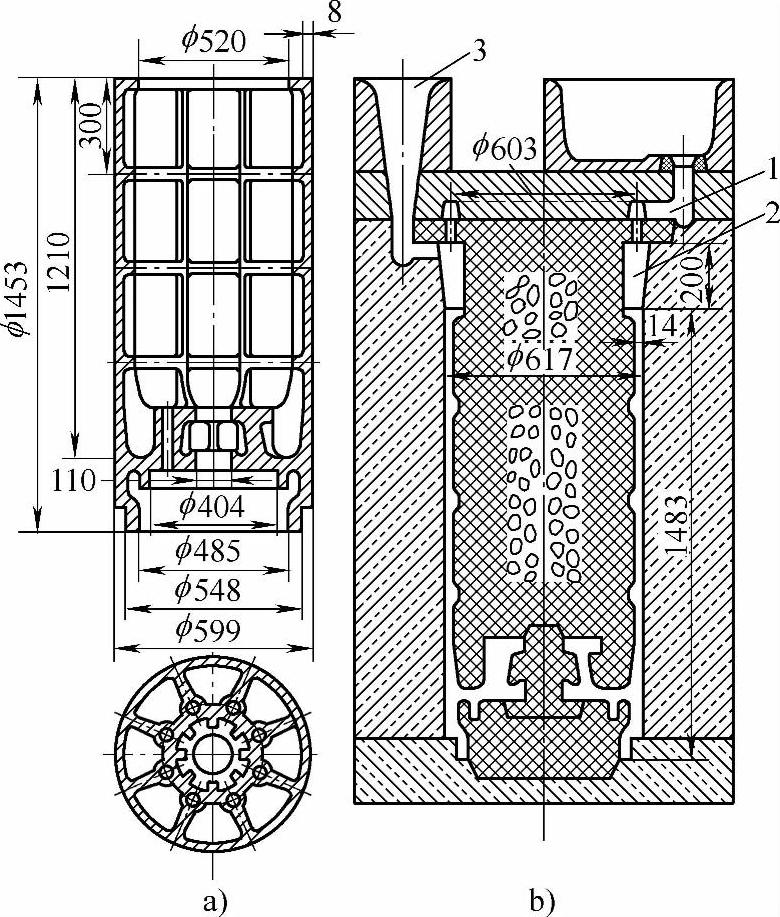
图2-56 柴油主机活塞裙
a)零件简图 b)铸造工艺简图
1—雨淋式浇注系统 2—冒口 3—出气孔
有关典型铸铁件铸造实践的文章

因大型飞轮的铸壁厚度大,特别是设有平衡铁的特重型飞轮,在铸型中的冷却速度很缓慢,要达到上述性能要求并非易事,必须选择适当的合金元素及其加入量。飞轮最重要的工作部位是轮缘上的传动齿区及中央与主轴连接的内法兰区,这些部位一般不允许有任何铸造缺陷。保温时间视飞轮的最大厚度而定,一般可取每20mm延长1h。......
2023-07-02

一般选用HT250,硬度为180~240HBW。为了更好地满足上述性能要求,通常会加入少量的合金元素。其他要求,如铸件壁厚的尺寸偏差等,要根据气缸尺寸大小、部位、复杂程度等具体情况进行处理。......
2023-07-02

在钒钛铸铁中,磷的质量分数一般为0.25%~0.4%。个别国外柴油机公司生产的气缸套中磷的质量分数高达0.7%~1.0%。当硼的质量分数达到0.05%时,对其强度影响不大,而析出的硼碳化物量可达10%~15%......
2023-07-02

对于抗干扰要求比较高的信号线,一般使用屏蔽电缆,为进一步提高抗干扰效果,大多数的屏蔽电缆内部都是双绞线方式布置。对于普通的商用项目,一般信号线使用普通的PVC电缆就可以了,但是串行通信线要使用屏蔽双绞线。对于公共交通型自动扶梯项目,一般信号线要使用低烟无卤电缆,对于需要特别防护的地方还要使用铠装电缆,如维修操纵开关盒。电缆是自动扶梯的重要组成部分,设计时要根据使用场合、信号特点及电流大小等仔细确认。......
2023-06-15

当发动机工作时,气缸体要承受很大的复杂载荷作用,故要求其具有足够的强度和刚性。气缸体最重要、质量要求最高的部位是缸体的上平面及与气缸套相配合的气缸筒内表面。常用的合金铸铁系列有:铜合金铸铁,w=0.5%~1.0%;铬-铜合金铸铁,w=0.2%~0.3%,w=0.5%~1.0%;铬-钼-铜合金铸铁,w=0.2%~0.3%,w=0.2%~0.4%,w=0.5%~1.0%。因此,铜在气缸体的制造中被广泛采用,常取w=0.5%~1.0%。......
2023-07-02

州市级运行管理平台系统架构:州市级平台是自动化系统的核心,管理平台应能实现对州市辖区范围内的所有台站的播出信号、设备运行、电力和环境、机房安全防范进行远程监测和管理,具备运行异态实时报警、监测数据自动记录以及网络化传输管理等功能。平均存储容量不少于24TB,系统具备灵活性及可扩展性要求。......
2023-06-24

螺纹的中径尺寸,则影响外螺纹与内螺纹的旋合。螺纹旋合时,起实际作用的是作用中径。米制梯形螺纹的牙型角为30°,米制蜗杆螺纹的齿形角为20°。此外,还有矩形螺纹的牙型和滚珠丝杠的双圆弧牙型等。......
2023-06-28

电焊机产品的主要技术参数如下:1)焊接电流。在约定负载电压下弧焊电源输送给约定负载的电流。10)额定空载电压。约定负载特性条件下,通过调节所能获得的输出电流范围,即I2min~I2max。例如,国家标准规定,工作周期10min,标识的额定负载持续率Xr可以为20%、35%、60%、80%、100%。电源的实测效率等于额定状态下的输出功率与输入有功功率之比值。焊接电源的功率因数等于输入有功功率与输入视在功率之比值。19)电磁兼容性要求。......
2023-06-30
相关推荐