随着低速柴油机制造工业的快速发展,新的机型不断出现,气缸体的结构不断发生变化。这种气缸体的造型、制芯等工艺过程较为复杂,生产难度较大,制作成本较高。随着新机型的不断出现,近代柴油机气缸体已由冷却型改为非冷却型,使气缸体的内腔结构大为简化,便于铸造。多联缸体的毛重,则根据气缸体直径大小及连接气缸筒的数量而定。另外,当有局部铸造缺陷和在工作过程中有局部损坏时,单缸体便于更换,从而可减少损失。......
2025-09-29
一、气缸套的一般结构
气缸套按在气缸内安装方法不同,可分为干式、湿式气缸套两种。
1.干式气缸套
干式气缸套一般尺寸较小,外形简单而均整,紧密地安装在气缸体上部的圆孔中,并且冷却液不直接流过来进行强制冷却,主要用于小功率的发动机。采用这种气缸套能增加整个气缸排的结构强度及刚性。因此当发动机工作时,其变形较小。小功率风冷式柴油机气缸套不具备水冷式柴油机的水冷条件,故采用散热片结构,气缸套外表面设有许多薄壁散热片,从而增加了铸造难度。
2.湿式气缸套
湿式气缸套的周围有强制冷却水流过,套壁的热量能更好地传给冷却水,以降低缸套上部的温度,故被广泛用于大功率发动机。湿式气缸套的外形结构因经受循环冷却水的冷却,故一般设有水密封环槽,或在气缸套上部钻有许多冷却水孔。由于环槽或冷却水孔的影响,其在设计上均采用局部加厚的方法来增加强度,以满足工作需要。这样会使缸套的外形结构复杂,缸套侧壁厚度上下相差很大,使得在厚截面一段内极易产生局部缩松缺陷。
气缸套可通过许多方法固定在气缸体上,一般是以气缸套上部承肩与气缸上部的相应肩座相配合。缸套下部则插在缸体下端的圆孔内,可以自由伸长。
二、铸造工艺性分析(https://www.chuimin.cn)
低速大功率回流扫气柴油机气缸套的结构最为复杂,如图2-1所示。这种缸套的侧壁上设有两排气口:排气口2和扫气口3。为使换气良好,空气能达到气缸顶部和更好地将气缸上部的燃烧产物排出,换气口通常制成倾斜式。铸造时须严格保证各气口几何形状及尺寸的准确性,以免影响燃烧室内的燃烧效果。
气口的上、下方设有环形水腔4、5,各气口间设有贯通于上下水腔的细长贯通水孔6(直径为18mm),以便流过循环冷却水。此孔可以直接铸出,但铸造难度大,须具备较高的铸造技术,也可采用机械钻孔的方法加工。这种气缸套气口区域的壁厚很不均匀,易形成局部“热节”。在凝固过程中,“热节”周围的补缩通道会被堵塞,不易得到充分补缩,容易产生内部缩松缺陷及渗漏。为了消除“热节”和节约金属,应尽量使壁厚均匀。例如,在气口的对面壁上、观察孔7的周围,套壁D区厚度很大,形成局部金属聚积,可以将它改为F所示结构,这样更有利于保证该区的铸造质量。
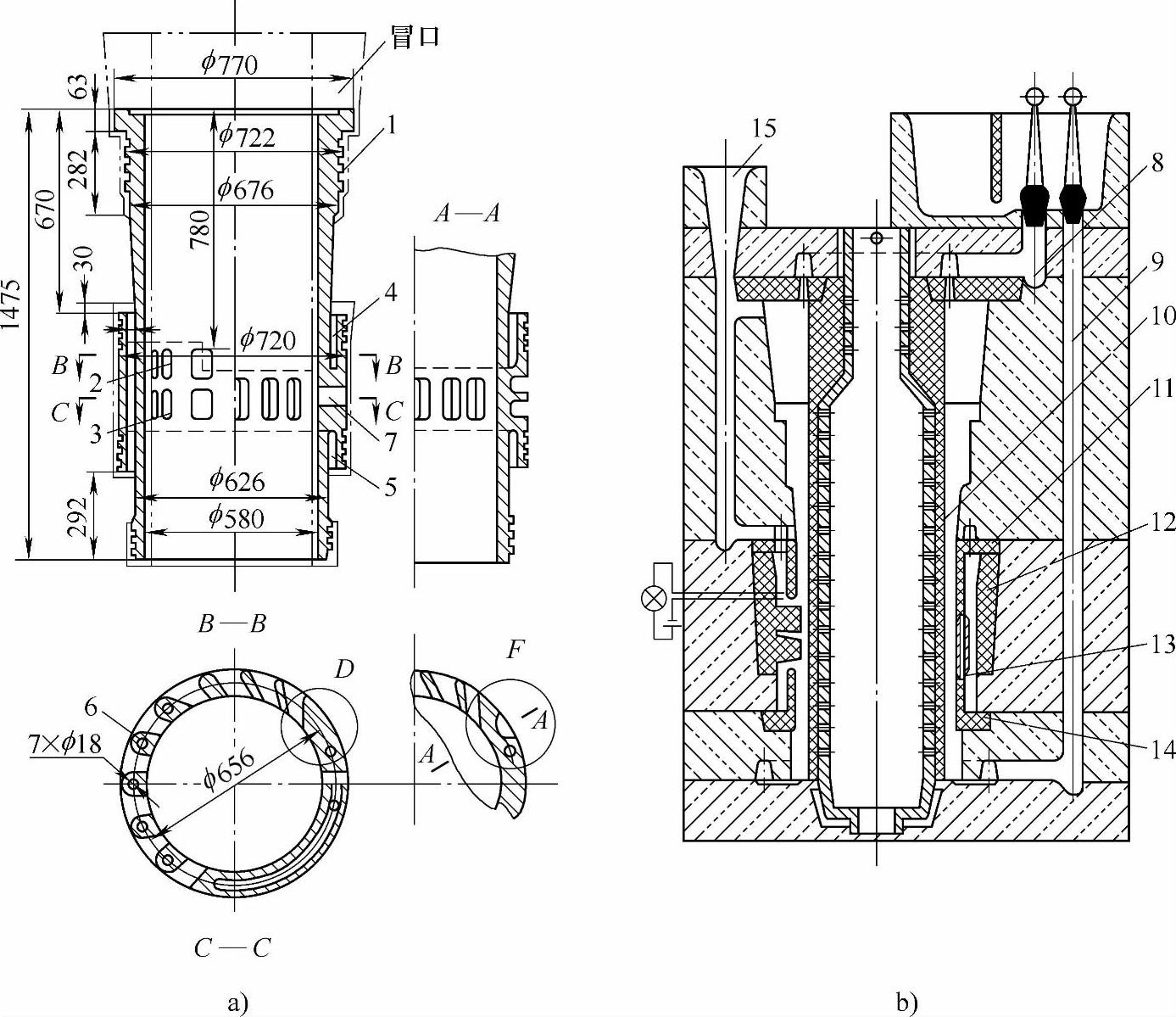
图2-1 低速大功率回流扫气柴油机气缸套
a)零件结构简图 b)铸造工艺简图
1—环形槽 2—排气口 3—扫气口 4—上水腔 5—下水腔 6—贯通水孔 7—观察孔 8—雨淋式顶注浇注系统 9—底注式浇注系统 10—圆筒砂芯 11—上水腔砂芯
12—气口砂芯13—贯通水孔砂芯14—下水腔砂芯15—排气道
相关文章

随着低速柴油机制造工业的快速发展,新的机型不断出现,气缸体的结构不断发生变化。这种气缸体的造型、制芯等工艺过程较为复杂,生产难度较大,制作成本较高。随着新机型的不断出现,近代柴油机气缸体已由冷却型改为非冷却型,使气缸体的内腔结构大为简化,便于铸造。多联缸体的毛重,则根据气缸体直径大小及连接气缸筒的数量而定。另外,当有局部铸造缺陷和在工作过程中有局部损坏时,单缸体便于更换,从而可减少损失。......
2025-09-29

零件的结构工艺性是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。良好的结构工艺性,可以使零件加工容易,节省工时和材料。因此,零件各加工部位的结构工艺性应符合数控加工的特点。对于图2-2所示的零件,其结构工艺性的好坏与被加工轮廓的高低、圆角圆弧半径的大小等因素有关。通常当R<0.2H时,可以判定零件该部位的工艺性不好。图2-2 内槽结构工艺性对比3)铣槽底平面时,槽底圆角半径r不要过大。......
2025-09-29

粉尘的收集方法应根据除尘装置的规模、集中与分散、出灰连续性和回收利用等情况加以考虑。水力输送是用水冲走干粉尘,而后对湿泥进行处理。图8-71 粉尘气力输送系统1—供料斗 2—圆盘给料机 3—螺旋输送机 4—漏斗......
2025-09-29

下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。......
2025-09-29
原型制图应用临摹使学生获得了对原型结构应用的初步认知,款式结构分析与改造制图,能够为学生深入学习服装结构设计做更好的铺垫。如对原图进行款式不变、按标准号型尺寸的改造,可通过肩宽、胸、腰、臀三围的缩减,省、分割位置及袖窿深浅的控制调整等,进行款式结构改造的原型制图。......
2025-09-29
塑料成型工艺性能是塑料在成型加工过程中表现出来的特有性质。当塑料的流动性差时,在注射成型过程中,就不易充满型腔而造成缺料。塑料的流动性有统一的测定与表征方法。塑件成型后由成型温度冷却至室温时会产生收缩,这是主要的成型收缩因素。成型时的注射压力高,塑料的弹性恢复大,则收缩小。常用热塑性塑料、热固性塑料的收缩率,见表23和表24。......
2025-09-29
相关推荐