若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02
一、浇注位置
中速柴油机气缸体根据缸筒的排列形式,一般有直列式(即各缸筒呈直线排列)与V型(各缸筒呈V字形排列)两种。直列式气缸体一般采取将气缸体上部朝下的垂直浇注位置,其主要优点是:
1)使质量要求较高的气缸体上部朝下,不易产生气孔、砂孔及夹杂等铸造缺陷,并且是在较大的静压力作用下结晶,其结晶组织更加致密。
2)气缸体上部平面及主螺栓孔(用于将气缸盖紧固于气缸体上)是受力最大的部位,螺栓孔周围会形成较大的“热节”,容易产生内部缩松缺陷,导致整台气缸体报废。如果将这部分朝下,更有利于消除螺栓孔内的局部缩松缺陷,保证质量。
图1-38所示为中速柴油机气缸体铸造工艺简图。这是一台有6个缸筒的气缸体,材质为HT250;其体积较大,总长度为3625mm,总高度为1560mm;侧壁厚度较薄,主要壁厚为18mm。气缸镜面另设气缸套。气缸内腔结构复杂,砂芯数量较多。采用垂直浇注位置,并将气缸体上部朝下,这样更有利于保证铸件质量。针对大型薄壁铸件的特点,在气缸两侧各设置三层阶梯式浇注系统,使铁液较快、平稳地充满铸型,并尽量
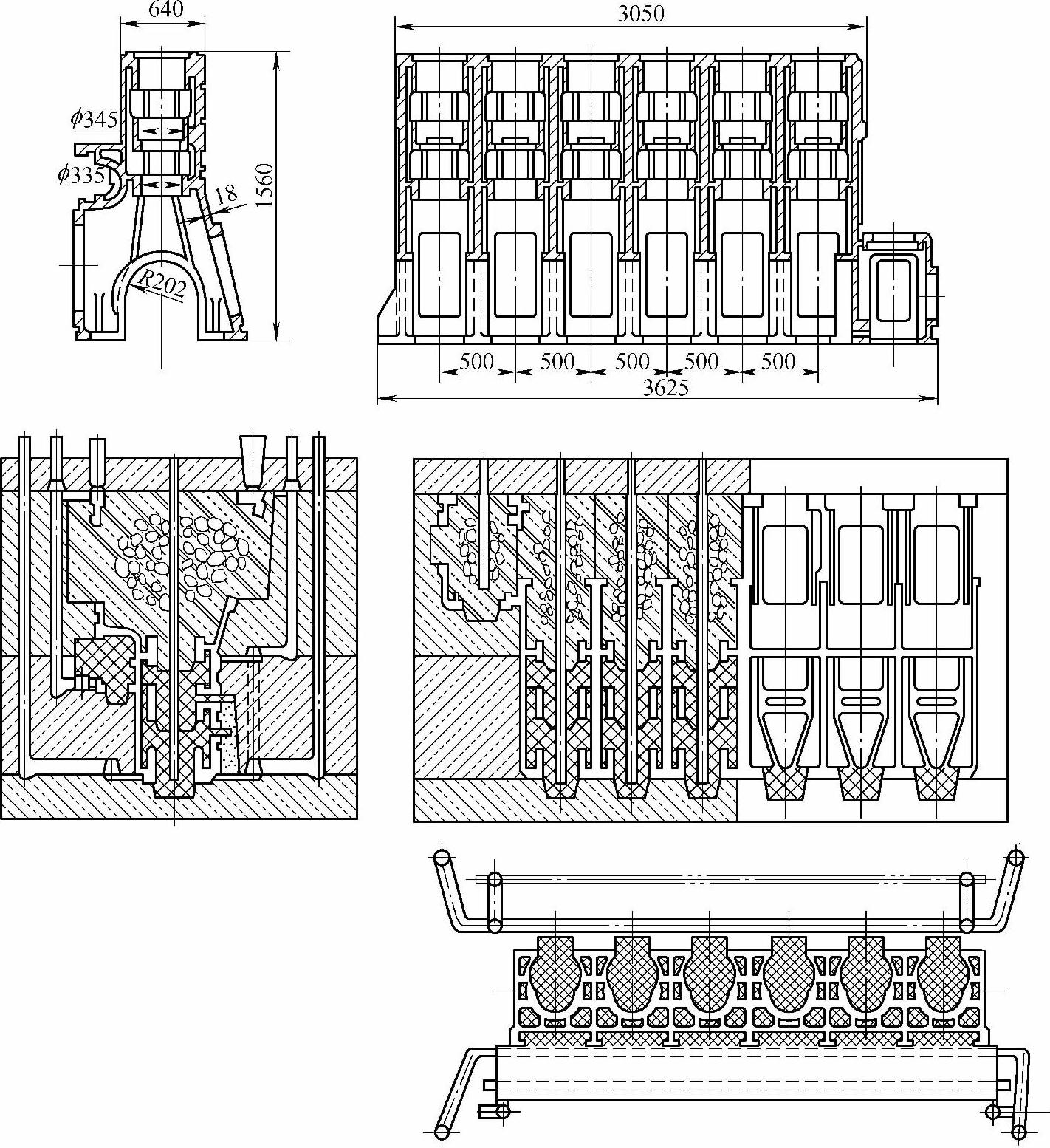
图1-38 中速柴油机气缸体铸造工艺简图
使铸型内各部分铁液的温度差别减小,以避免气孔、夹杂、浇不足和裂纹等缺陷的产生。采用这种铸造工艺方案,严格控制金属熔炼、炉料配比、型砂和组芯浇注等各道工序,获得了较好的质量。
二、分型面
中速柴油机气缸体的浇注位置确定之后,分型面的选择,根据气缸体外形有两种方案。
1.垂直分型
缸筒数目较多、体积较大的发动机气缸体大都采用垂直分型,如图1-38所示。这种形式对设置浇注系统、组芯和合箱等工序的操作都比较方便。
2.水平分型
水平分型,竖直浇注方案,主要用于缸筒数目不多、体积较小的气缸体。在全部砂芯组装完毕后,将整个砂型竖起的操作过程较为麻烦,要注意防止砂芯、砂型松动。
图1-39所示为柴油发动机三联气缸体铸造工艺简图。其材质为HT250,由三个缸筒组成,总长度为1460mm,总高度为1740mm,侧壁主要厚度为16~18mm。缸筒内另设有气缸套,内腔结构较为复杂,采用水平分型,竖直浇注方案。两层阶梯式浇注系统,直浇道设置在气缸体两端,底层内浇道均匀地分布在铸型底部(按浇注位置)的芯头周围,上层浇注系统设置在铸型中部。

图1-39 柴油发动机三联气缸体铸造工艺简图
三、砂芯
气缸体的砂芯主要可分为缸筒、冷却水腔、换气道和曲轴箱砂芯等。各砂芯的分界线依照分型面的不同和气缸体内腔的具体结构进行设计,分别如图1-38和图1-39所示。采用水平分型时,冷却水腔砂芯也应采用水平分界,分别组装在上、下两半砂型中。进行砂芯设计时,应注意以下几点:
1)为减少尺寸误差,尽量减少砂芯数量。
2)缸筒砂芯宜制成整体,不要分段或分成两半。
3)采用垂直分型时,水腔砂芯宜制成整体圆形;采用水平分型时,水腔砂芯要制成两半,此时须防止两半组装后成椭圆形。
4)换气道砂芯的形状、位置和尺寸须准确。
5)方便模样、砂芯的制作,砂芯的组装及固定和浇注时砂芯内气体的排出等。
四、铸造线收缩率
中速柴油发动机气缸体的体积较大,结构较复杂、壁薄、砂芯数量较多,对铸件固态收缩的机械阻碍作用较强。故铸造线收缩率常取下限,一般为0.6%~0.8%。铸件的不同方向可采取不同的线收缩率。
五、浇注系统
中速柴油发动机气缸体结构的主要特点是体积较大、形状较复杂和壁薄等。最常见的铸造缺陷有气孔、夹杂、局部冷隔和裂纹等。根据这些特点,一般不适于采用顶注式或上注式浇注系统。在实际生产中,应用最广的是阶梯式多层浇注系统,如图1-38和图1-39所示。为减少铸造缺陷,设计浇注系统时应主要注意以下几点:
1)封闭式浇注系统具有较强的集渣能力,可使铁液中的熔渣、氧化皮等夹杂物不进入铸型内。
2)内浇道较均匀地分布于气缸体的周围,使铸型内各部分的铁液温度差别较小,从而可调节温度平衡,减小铸造应力,避免局部冷隔和裂纹等缺陷。因此,一般将浇注系统设置在气缸体的两侧,并根据气缸体高度设置两层或三层浇注系统。
3)浇注系统的截面积应适度增加,以缩短浇注时间。要求在较短时间内,使铁液在型腔的各部分较均匀平稳地上升,以减小对砂型、砂芯的冲击。
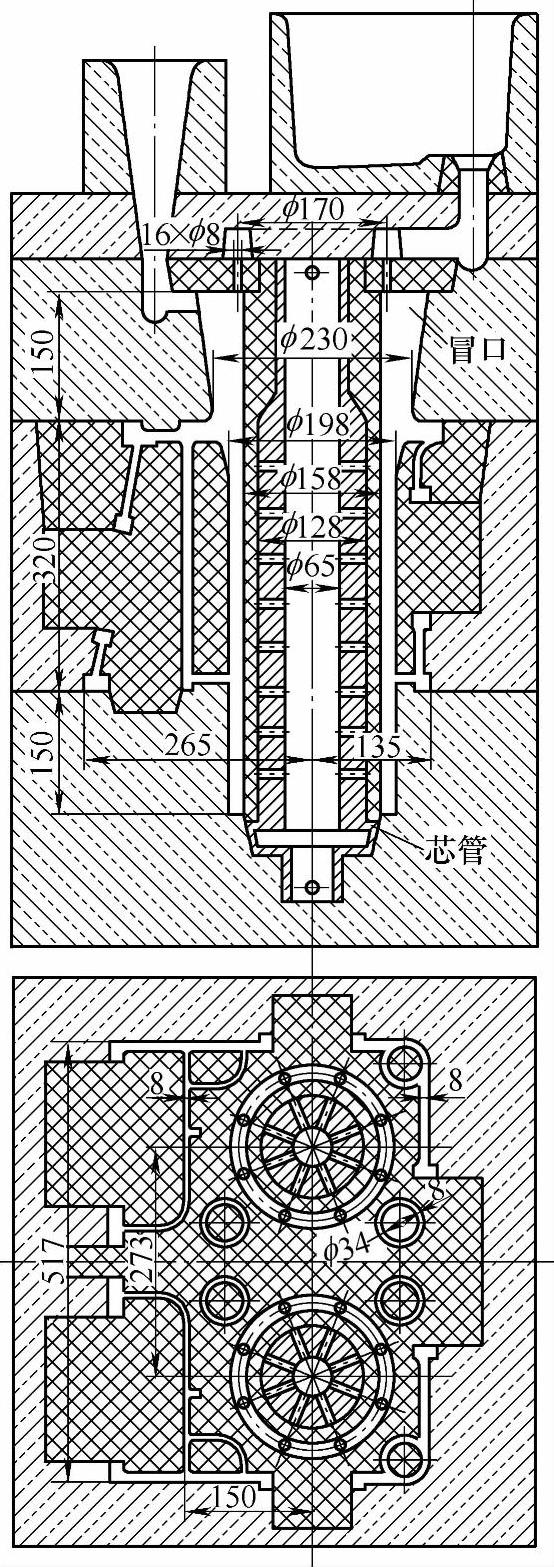
图1-40 600马力内燃机气缸体铸造工艺简图
气缸体的种类很多,图1-40所示600马力内燃机气缸体的材质为HT250。它有两个缸筒,缸筒内的水压试验压力为7.5MPa,冷却水腔压力为0.6MPa;侧壁的主要壁厚为8mm。根据气缸的结构特点,在两个缸筒上方设置了环形顶冒口。采用雨淋式顶注浇注系统,内浇道直径为8mm共16个。缸筒砂芯采用管壁厚度为30mm的铸铁芯管,芯管外表面的砂层厚度仅15mm,适当加快了缸筒内表面的冷却速度。铁液的浇注温度较高,为1370~1380℃。由于采取了以上措施,使缸筒部分得到了充分的补缩,结晶组织致密,可承受较高的水压试验,获得了较好的质量效果。
六、化学成分
根据中速柴油机气缸的主要结构特点,为满足所需的力学性能要求,并使其具有良好的铸造性能和加工性能,避免产生局部冷隔等铸造缺陷和局部薄壁处出现硬度过高等现象,对化学成分的选择须特别注意。为更好地提高综合使用性能,常加入少量合金元素。化学成分一般控制在如下范围:w(C)=3.25%~3.45%,w(Si)=1.6%~2.0%,w(Mn)=0.6%~0.9%,w(P)<0.2%,w(S)<0.12%,w(Cu)=0.5%~0.8%。
七、浇注温度
铁液状态(过热程度、浇注温度和炉前孕育处理等)对气缸体质量的影响很大。因此,铁液必须有足够的过热程度,进行精炼,将其中的夹杂物等的含量降低到最低程度。冲天炉熔炼铁液的出炉温度必须达到1450~1480℃;电炉熔炼铁液的出炉温度为1500~1520℃。
中速柴油发动机气缸体具有壁薄等特点,因此其散热、降温和却速度较快,为防止出现局部冷隔等铸造缺陷,气缸的浇注温度约为1360~1380℃。
铁液在炉前必须进行孕育处理,这样有利于提高力学性能,改善气缸体各截面结晶组织的均匀程度,并防止最薄壁处产生“白口”等缺陷。
中速柴油机气缸的缸筒数越多、尺寸越大、内腔结构越复杂,则铸造难度就越大。图1-41所示为大型中速柴油机气缸体,它有八个缸筒,缸径为350mm,材质为HT250,尺寸为5420mm×1602mm×1140mm(长度×高度×宽度),主要壁厚为15~18mm,毛重约8.5t。采用气缸体上部朝下的垂直浇注位置,垂直分型,设三道分型面。内腔结构较复杂,砂芯数量较多,各主要砂芯的分界线如铸造工艺简图所示。
三层阶梯式浇注系统设置于气缸两侧,内浇道数目较多,较均匀地分布于气缸体上、中、下部,使铁液在铸型内较均匀,平稳地上升。浇注速度较快,浇注时间约为70~80s。采用该工艺方案,严格控制各道工序,获得了较好的质量。
八、V型中速柴油机气缸体
1.结构特点
(1)体积大、结构复杂12~18V型大型中速柴油机气缸体的轮廓尺寸为(8000~11000)mm×2400mm×2600mm(长×宽×高),主要壁厚为30mm。这种特大型的复杂气缸体应采用使气缸上部朝下的浇注位置。
气缸直径较小的12V型中速柴油机气缸体铸造工艺简图如图1-42所示。它有12个缸筒,呈V形排列,轮廓尺寸为1677mm×850mm×620mm(长×宽×高)。气缸体的几何形状及内腔结构较为复杂,砂芯数量较多,共由15件主要砂芯组成。
(2)铸件壁薄 主要壁厚为12mm,且壁厚不均匀,最大壁厚为54mm。
(3)铸管的要求 铸件中央设有30mm×6mm的铸管,它是气缸体工作时的注油管道。要求它与母材结合良好,不允许有渗、漏油现象,并须保持形状及位置准确,这更增加了铸造难度。
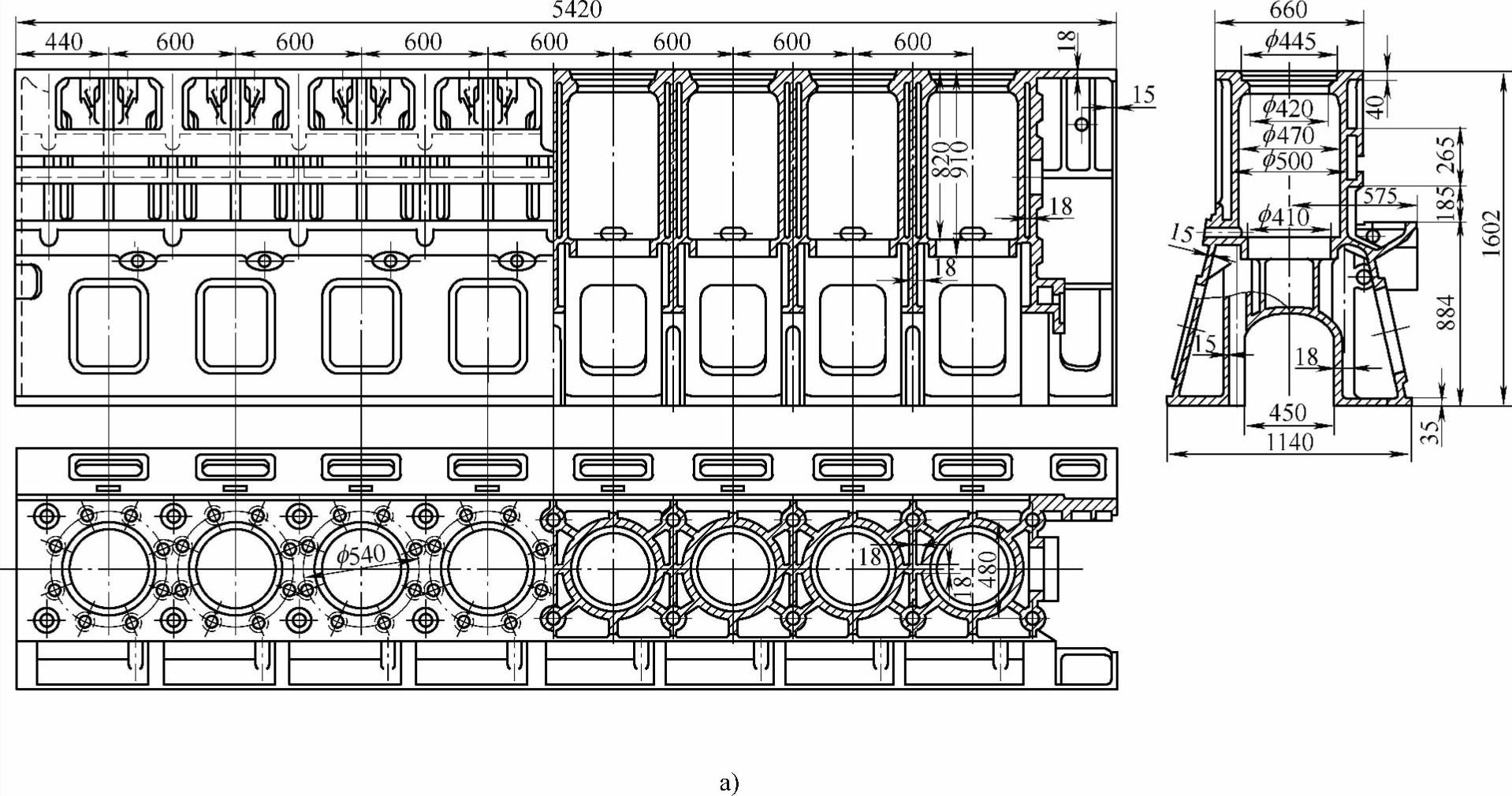
图1-41 大型中速柴油机气缸体
a)零件简图
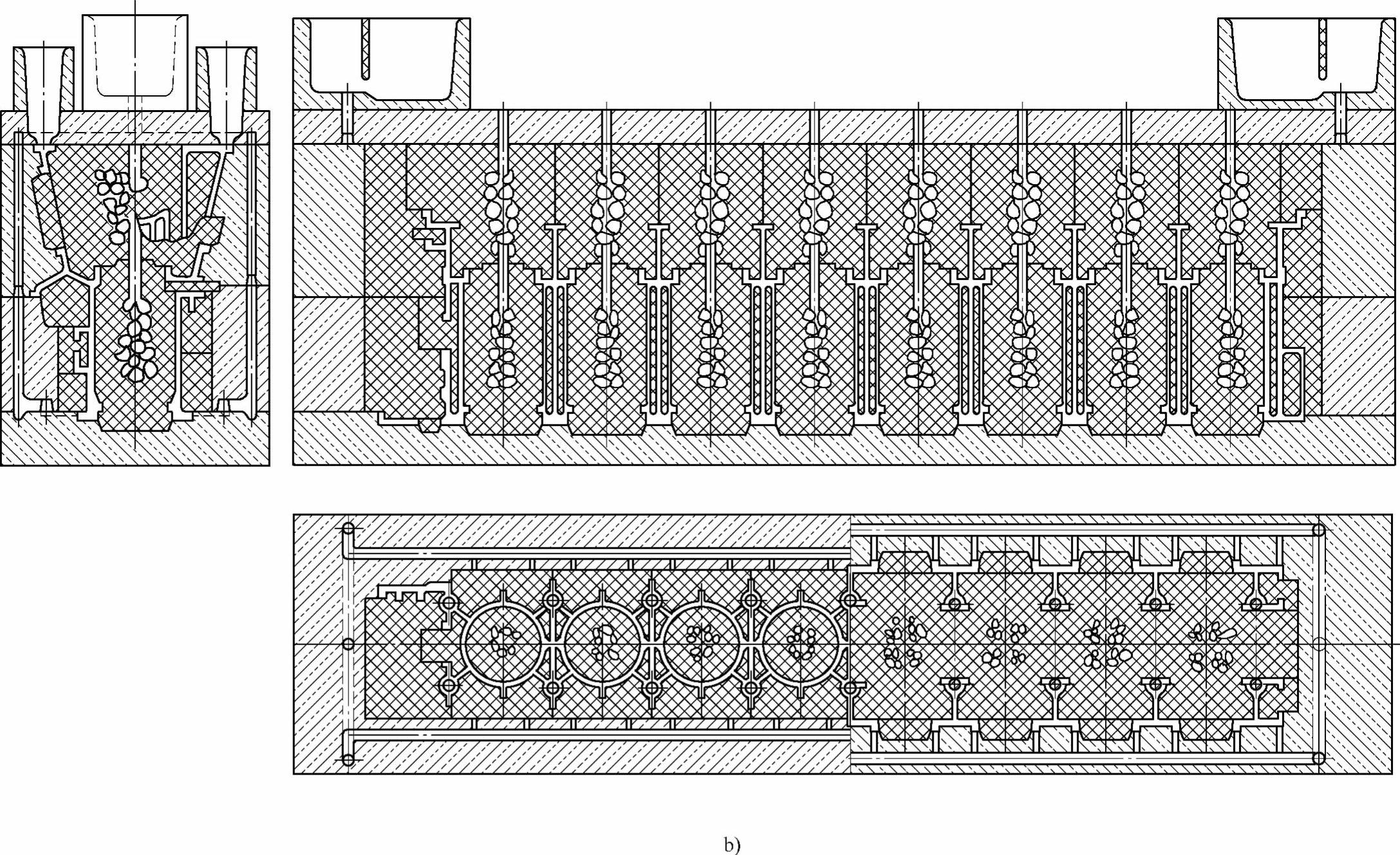
图1-41 大型中速柴油机气缸体(续)
b)铸造工艺简图
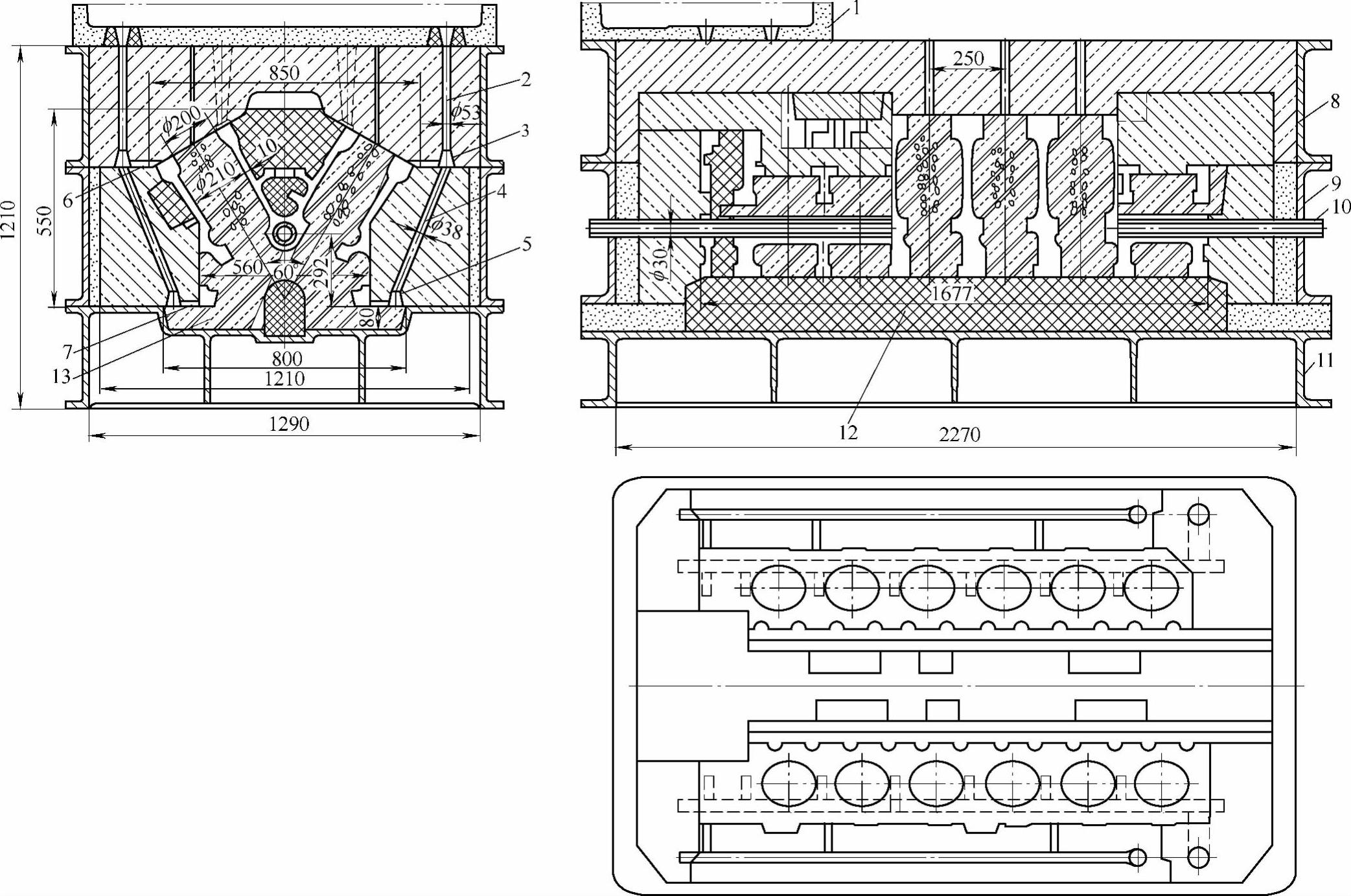
图1-42 12V型中速柴油机气缸体铸造工艺简图
1—浇注箱 2—直浇道(2×φ53mm) 3—横浇道 4—过渡浇道(4×φ38mm) 5—底层横浇道 6—上层内浇道 7—底层内浇道 8—上箱 9—中箱 10—φ30mm×6mm(壁厚)无缝钢管 11—底箱 12—轴承座砂芯 13—气缸筒砂芯
2.主要技术要求
1)材质。材质为HT250合金铸铁,硬度为180~241HBW。化学成分为:w(C)=3.1%~3.5%,w(Si)=1.5%~1.9%,w(Mn)=0.7%~1.0%,w(P)≤0.15%,w(S)≤0.12%,w(Cr)=0.2%~0.4%,w(Mo)=0.2%~0.4%,w(Cu)=0.5%~1.0%。
金相组织为:片状珠光体基体,允许有少量铁素体(≤8%)和磷共晶体(≤4%)。石墨呈细小或中等片状均匀分布,长度为3~5级。
2)须进行水压试验,试压强度为1.2MPa。
3)须进行人工时效处理,以消除铸造内应力。
3.铸造工艺过程主要设计
(1)浇注位置 根据气缸的结构特点,采用使主轴承座部位朝下的浇注位置。这样更便于缸筒砂芯的组合,保证质量。
(2)浇注系统 浇注系统设置在气缸两侧,采用上下各两层的阶梯式浇注。内浇道数量较多,可使铁液在铸型内较快地平稳上升。气缸体净重1.35t,毛重1.8t。浇注时间约40s,浇注温度为1360~1370℃。
(3)为防止尺寸偏差所采取的主要措施
1)气缸体结构复杂,砂芯数量较多,几何尺寸多且不易测量。为便于组芯和尺寸的测量及控制,应采用组芯造型法,即整个铸型全部由砂芯组装而成。
2)设计全套专用砂箱及尺寸检测工具,底箱平面及芯头座等全都经精加工。
3)各砂芯分界的设计,力求便于尺寸控制,减小尺寸偏差。例如,主轴承座砂芯设计成一个整体长条形状,为保持中心的一致性,应使其在一条直线上,如图1-42中的件12。又如,将图1-42中互成60°夹角的气缸筒砂芯13设计成了一个整体,这样尽管会给制模和制芯带来一些不便,但能保持12个缸筒的位置、形状及尺寸准确。
4)采用立体轴系X、Y、Z三坐标尺寸检测法,以底箱上平面为基准,借助导滑座、直角尺和直杆尺等测量工具,待砂芯组装时,对每块砂芯的尺寸进行测控,以确保整个气缸的尺寸准确。各主要砂芯及组芯过程如图1-43所示。
图1-43 12V型中速柴油机气缸体铸造组芯过程
a)主轴承座砂芯置于底箱中

图1-43 12V型中速柴油机气缸体铸造组芯过程(续)
b)端部砂芯 c)端部双缸筒砂芯置于底箱中 d)利用立体轴系坐标法进行尺寸测控 e)双缸筒砂芯组装完毕 f)双缸筒、端部砂芯组装完毕 g)全部砂芯基本组装完毕(仅有上部一块砂芯待装)
(4)中心注油管 气缸体中心的油道(直径为φ30mm,长度约为1700mm)加工困难,要求用无缝钢管铸入。但由于钢管细长,上下方受热不均匀及受热膨胀等原因,可能引起翘曲变形。另外,钢管外表面与铸件结合不良,待油孔钻出后,会产生渗、漏油现象。为此特采取以下主要措施:
1)增加无缝钢管壁厚,由原设计的φ30mm×3mm改为φ30mm×6mm。
2)在铸件中增设φ20mm×10mm的凹穴,使用型芯撑固定钢管。
3)钢管外表面车成螺纹状沟槽,槽深1mm。
4)钢管两端延伸至铸型外面,可自由伸缩。
5)钢管外表面进行镀铜处理。
6)钢管内腔装呋喃树脂铬矿砂,并留出气道。
(5)化学成分 应根据气缸体的结构特点及对化学成分的要求,对金属炉料的配比及熔炼过程进行严格控制,使材质性能达到技术要求。其中,部分化学成分和力学性能的检验结果见表1-18。
表1-18 部分化学成分及力学性能检验结果
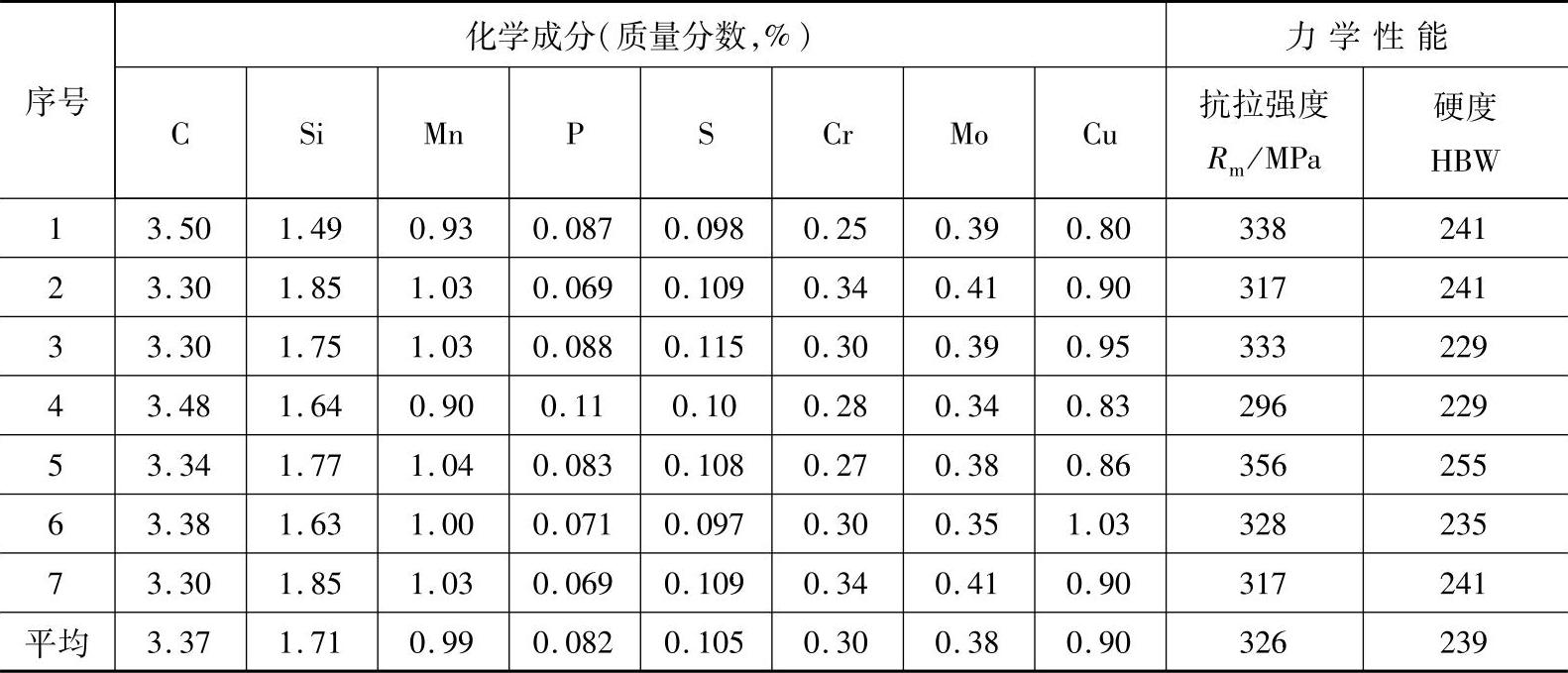
12V型中速柴油机气缸体,采用上述铸造工艺,严格进行工序管理,细致精心操作,获得了令人满意的质量。
有关典型铸铁件铸造实践的文章

若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02

12道φ35mm内浇道均匀地分布在铸型底部,可尽量减小铁液对铸型的冲击等。对于高度尺寸较小的调频轮,浇注系统也可设置在轮的中央内法兰部位;小型调频轮的浇注系统也可设置在分型面上。......
2023-07-02

图9-5 雨淋式铸造工艺示意图1—内浇道 2—大型集渣槽3—出气冒口图9-6 小型锅件铸造工艺示意图a)直接从中央浇道注入 b)从多道浇道注入2.底注式中小型锅形铸件多采用将锅底朝下的浇注位置,设置底注式浇注系统,铁液在铸型内上升较平稳,对型壁的冲击力较小,中央砂芯的排气畅通。......
2023-07-02

故铸造线收缩率常取0.6%~0.8%,对铸件的不同方向,可采用不同的铸造线收缩率。为了防止这些问题的产生,在进行铸造工艺设计时,可根据经验在铸件的局部采用适当的工艺补正量,其值要根据具体情况决定,例如多联气缸体两侧的连接法兰,为防止在固态收缩过程中因受到砂芯的机械阻碍作用而造成法兰厚度尺寸不够,可在法兰背面加上适当的工艺补正量。......
2023-07-02

浇注系统的特殊设计是采用底注式与雨淋式顶注相结合的联合浇注系统。在常见的缺陷中,多数情况是因为浇注系统设置不合理而造成的。要根据气缸套的种类、大小、结构、壁厚及铸造工艺等情况而定。......
2023-07-02
造芯时,纵横设置通气绳,芯砂的强度等性能必须符合要求。舂砂造芯全过程须精心操作,使整个砂芯有足够均匀的紧实度,达到所需的强度、刚度、通气性及溃散性等性能要求。砂芯采用醇基铸铁涂料,主要成分为石墨粉。涂料层厚度为0.8~1.5mm。......
2023-07-02

其上部为高压部分,缸径φ80mm,水压试验压力为12MPa;下部为低压部分,缸径φ284mm,水压试验压力为3.2MPa。浇注系统的设置应有利于促进气缸体的方向性凝固,增强补缩作用,以防止产生局部缩松和渗漏现象。......
2023-07-02
浇注系统中须设置过滤网13;在中央圆套筒部位上方,须设集渣包12,以提高集渣能力,防止产生夹渣等铸造缺陷。适当提高铁液的过热程度,是获得优质铸件的必要条件。......
2023-07-02
相关推荐