电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18
从工程的角度可以把所采集数据分为压力、温度、能耗三类,并将它们称为过程参数,意为这些参数不是设定的。分析过程参数则可更深入地认识过程,能从机理上解释生产实验现象。
1.熔体压力的沿程分布及变化
图6-33为对图6-32中压力与螺杆位移数据曲线的图示。图中熔体压力1~4分别是1~4号压力传感器处的压力(1~4号压力传感器沿布置如图6-10所示),分别用粉、红、蓝、绿色表示。压力单位为MPa,位移单位为mm。由该图可以清楚地看到各压力的变化。可以将该图的塑化、辅助、注射和冷却阶段处压力的沿程分布画出图形分别如图6-34~图6-37所示。
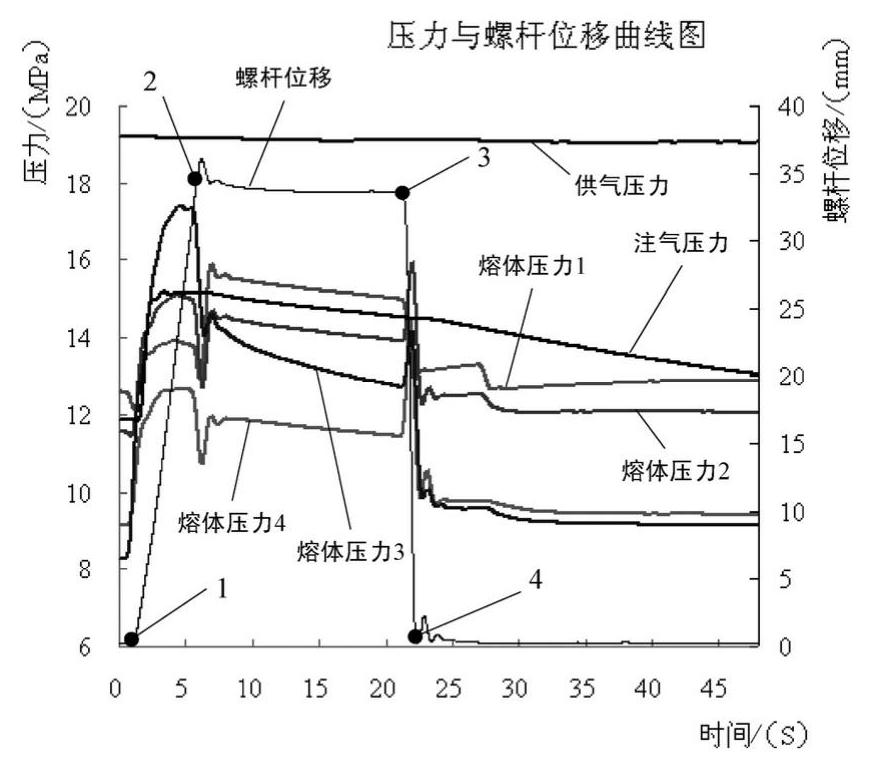
图6-33 压力与螺杆位移实验数据曲线
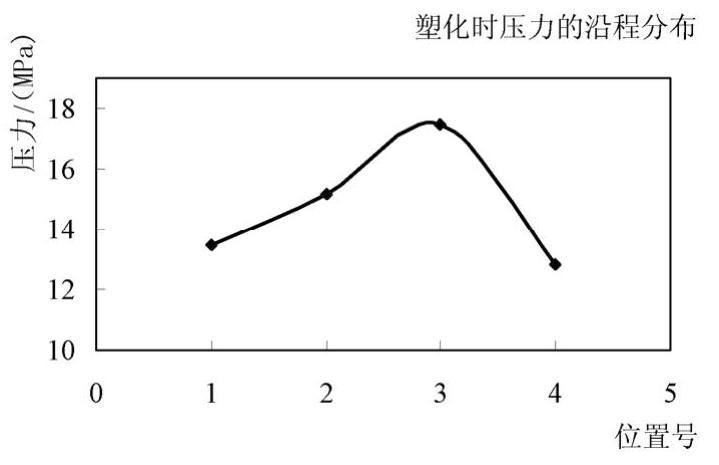
图6-34 塑化时压力的沿程分布图

图6-35 辅助时间压力的沿程分布图
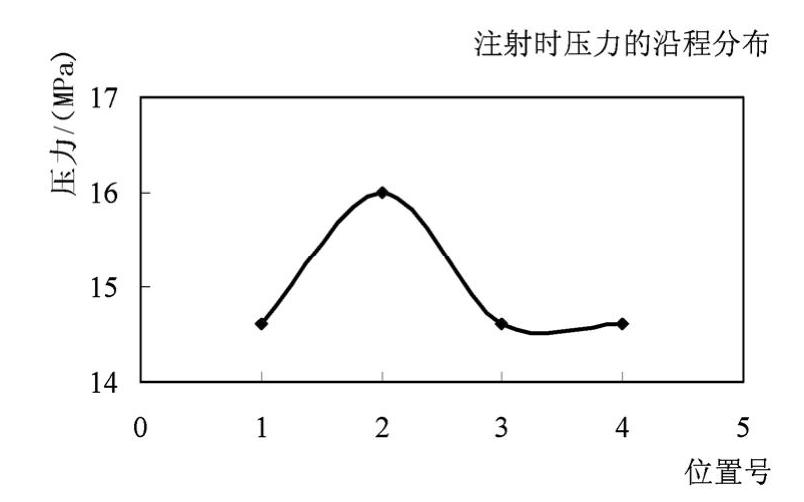
图6-36 注射时压力的沿程分布图
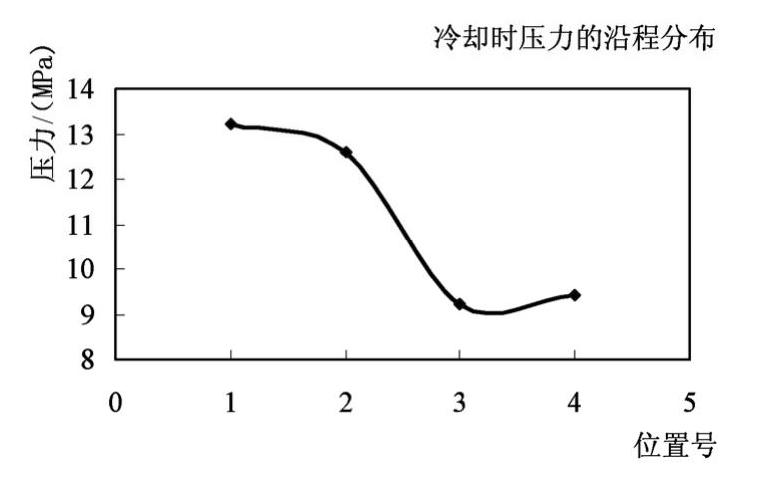
图6-37 冷却时压力的沿程分布图
这些曲线所反映的各点压力及变化关系有些可以用现有的加工理论解释,如在塑化和注射时的压力分布(图6-34,图6-36),有些可能是随机的,如图6-37。深入分析已有的大量数据,对揭示该过程的规律将起到关键的作用。
2.不同工艺条件下过程参数的变化
不同工艺条件下整体上看数据是不同的。图6-38所示为另一个注塑周期的部分实验数据曲线。和图6-32相比,所用材料未变,但所设定的参数为第2号实验的参数(见表6-8)。在这张图中,功率的最大值出现在塑化阶段;能耗在注射阶段所占比例似较大、注射阶段次之。比较两图可见,工艺参数的改变比导致实验数据的不同,有时这些不同会引起一些实质性的变化。有了较为全面翔实的数据,可以进行综合分析,可以对过程作出更加细化的解释,获得更为深入的了解。图6-39为加工PP的第8号实验的曲线,图中示出了气体流率曲线。所设定的参数为:机筒温度:190℃;注气压力:18MPa;螺杆转速:150r/min;注射速度:39.2mm/s;塑化长度:35mm。

图6-38 一个注塑周期的实验数据图(实验号HIPS02)
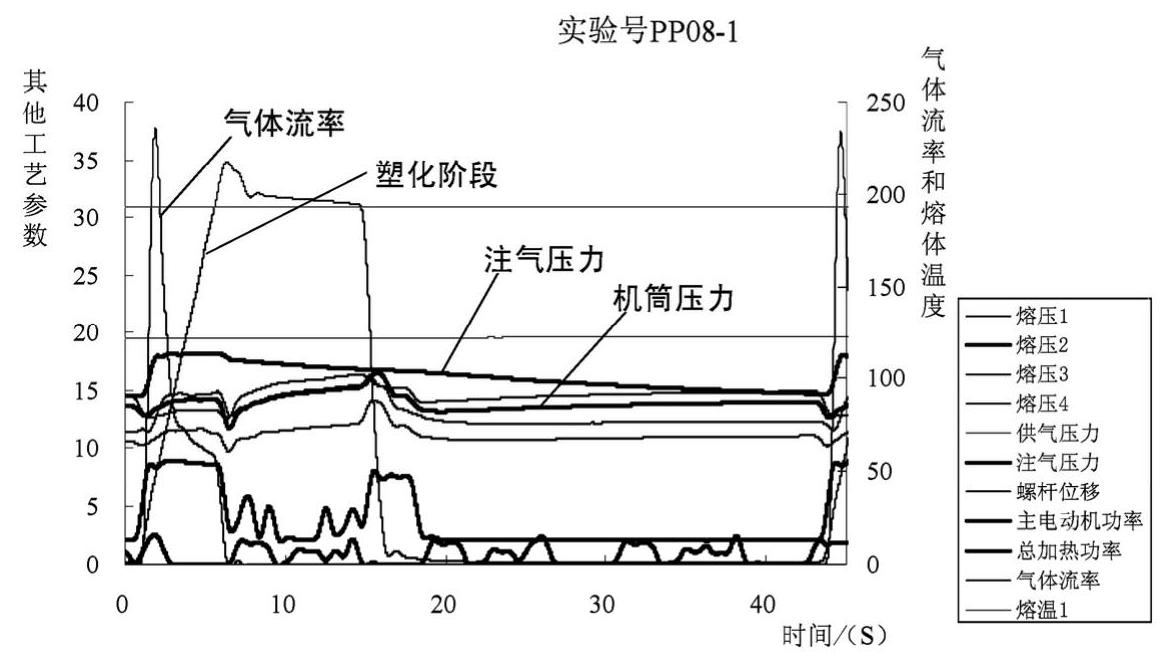
图6-39 一个注塑周期的实验数据图(实验号PP08_1)
有关虚拟仪器与数据采集的文章

电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18

通过真空除气器后水中残余的CO2可低于3mg/L,残余的O2可低于0.05mg/L。真空除气器所用填料与填料塔基本相同,如需提高水温,则应考虑水温对填料的影响,例如超过40℃则不应采用硬PVC拉西环,存水部分的大小应根据处理水量的大小及工艺要求的停留时间确定,也可在下部设卧式贮水箱,以加大存水部分的容积。......
2023-06-19

尽量选择已有的模具进行变形工艺的编制。热测尺寸的控制还与成品的内径与壁厚有关。应根据不同的规格,确定不同的热测尺寸。冷拔管的材质对钢管最终冷却尺寸也有影响。......
2023-06-23

浇注系统中须设置过滤网13;在中央圆套筒部位上方,须设集渣包12,以提高集渣能力,防止产生夹渣等铸造缺陷。适当提高铁液的过热程度,是获得优质铸件的必要条件。......
2023-07-02

已形成的上、下裂纹逐渐扩大,并沿最大切应力方向向材料内层延伸,直至两裂纹相遇,板料被剪断分离,冲裁过程结束。塌角 塌角也称为圆角带,是由于冲裁过程中刃口附近的材料被牵连拉入变形的结果。......
2023-06-26

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2023-06-15
放映物镜光路的初步布局按薄透镜表示,如图4-87所示。初步布局的光路系统是一个光焦度为“+-+-”的系统,可以将它看成是一个“+-+”的三片系统加一个负光焦度的单片,此负光焦度的单片用于校正场曲像差和大孔径球差。......
2023-06-20

焊接过程传感信号通常以电信号方式输出,电信号首先经过模拟电路进行预处理,然后经过数模转换为数字信号,再由微处理器或计算机系统加以监测和控制。图5-2-26 有源滤波器a)一阶有源滤波器 b)二阶低通滤波器4.信号转换电路传感器输出的电量形式有电阻、电感、电容、电流、电压、频率以及相位等多种形式,在焊接自动化系统中,通常需要对传感器输出的信号进行转换,以便达到系统控制所要求的信号,这就需要信号转换电路。......
2023-06-26
相关推荐