【摘要】:之后计算求得该组5个制品减重百分数的平均值xi,作为该组实验的结果。表6-9 实验结果表6-10 实验结果表6-11 实验结果表6-9~表6-11中,每一行为一组实验数据,各因素下为对应的水平号。表6-10~表6-11中实验号5、13、14的实验结果明显小于其他数据,后续数据处理中保留了这些数据,没有作为奇异项处理。图6-32 一个注塑周期的实验数据图所有数据统一在一个时间轴下记录,为后续数据分析提供了便利。
根据以往的实验,选择以下3种材料进行实验:镇江奇美化工有限公司生产的PG-33聚苯乙烯GPPS;巴斯夫公司生产的PS 476L聚苯乙烯HIPS;扬子石化公司生产的PP J340聚丙烯PP。
按照表6-8各参数组合对每一种材料进行了16组实验,所得到的实验数据分为两类。
1.减重百分比
实验选取“减小制品重量”为指标。
每组实验重复5次(有些实验为10次),得到5个制品。此外在不注气的情况下注塑得到若干不发泡的制品,称重后计算其重量平均值。采用华科电子仪器有限公司生产的HK-TC_520AS电子秤对样品称重。图6-31为称重现场。

图6-31 称重现场
在对一组实验中的5个制品称重后,用式(6-2)计算每一个制品的减重百分比zq:

其中Y为各未发泡制品重量的平均值(g),cq为一个发泡制品的重量(g),q=1,2,3,4,5。之后计算求得该组5个制品减重百分数的平均值xi,作为该组实验的结果。经过16组实验和计算,可以得到各实验号下的制品减重百分数平均值xi。表6-9~表6-11分别列出了针对3种材料所做的16组实验参数及对应的实验后称重并计算结果。
表6-9 实验结果(材料:PP)

表6-10 实验结果(材料:HIPS)

表6-11 实验结果(材料:GPPS)

表6-9~表6-11中,每一行为一组实验数据,各因素下为对应的水平号。如第12号实验对应行的数据为3,4,2,1,3,则根据表4.1,设定工艺参数为机筒温度200℃(水平3),注气压力20MPa(水平4),螺杆转速130r/min(水平2),注射速度15.8mm/s(水平1),塑化长度37mm(水平3)。
表6-10~表6-11中实验号5、13、14的实验结果明显小于其他数据,后续数据处理中保留了这些数据,没有作为奇异项处理。
2.生产过程工艺参数
利用自行开发的数据采集系统采集了近300个注塑周期的数据,数据包括:螺杆位移、熔体压力和温度、注气压力、主电动机功率、加热功率等。由于某些参数变化很快,故每秒采样数为100。图6-32所示为一个注塑周期的部分实验数据曲线(为图示方便起见,该图以螺杆开始后退为时间起点)。所用材料为巴斯夫公司生产的聚苯乙烯PS476L;所设定的参数为第9号实验的参数(见表6-8)。所设定的参数为机筒温度200℃;注气压力15MPa;螺杆转速150r/min;塑化长度36mm。图中标出了部分数据曲线的名称,其中熔体压力2取自注气口附近,而各点的熔体温度基本一致,故仅示出一点的温度。
数据证明,不同实验条件下各参数及变化是不同的,但有较为明显的规律可循。参见本章6.4.3。
按照螺杆位移可将注塑过程分为若干阶段,图中“1”~“2”为塑化阶段,“2”~“3”为辅助阶段(包括注射座后移、开模、顶出制品、合模、注射座前移以及手动操作),“3”~“4”为注射阶段,从“4”向后到下一周期的开始(下一个“1”)为冷却阶段。这4个阶段构成一个注塑周期。在后续对过程工艺参数的处理中常将数据及曲线按这些阶段来划分。
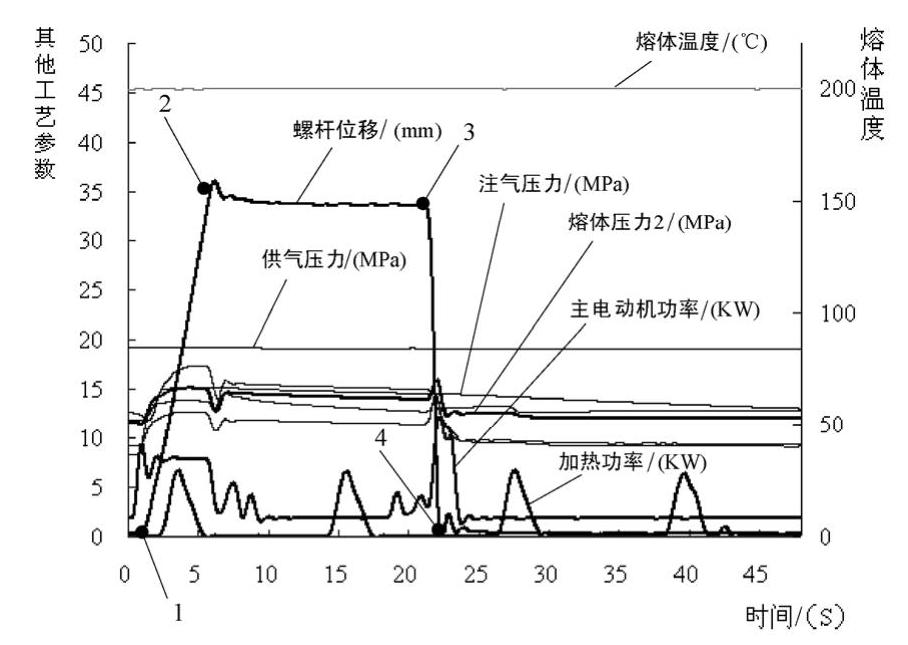
图6-32 一个注塑周期的实验数据图(实验号HIPS09)
所有数据统一在一个时间轴下记录,为后续数据分析提供了便利。例如,直观分析图4.2中的电动机功率曲线可知,功率的最大值出现在注射阶段;能耗在塑化阶段所占比例较大,注射阶段次之。







相关推荐