控制系统软件设计的基本要求就是能够良好地接收并响应信号。焊接电流的大小及变化率既控制焊丝的熔化,熔滴过渡过程,又影响飞溅的产生和焊缝成形。图5-1-24为脉冲MIG焊电流波形参数,脉冲MIG焊工艺是一种焊接质量比较高的熔化极气体保护焊方法。由于低频脉冲电流IAV1和IAV2的值不同,在焊接过程中对熔池产生一定的搅拌作用,促使熔池中的气体排出,减少了焊缝中气孔的形成,进而提高了焊接质量,弥补了单脉冲MIG焊的不足。......
2023-06-26
1.焊接质量目标及质量方针
1)确定质量方针和目标:“精心管理,持续改进,创精品工程,保客户满意”;香港昂船洲大桥钢箱梁制造的质量方针:规范操作、精心组织、争创国际奖项。
2)公司质量目标:一次验收合格率100%;合同履约率100%;顾客投诉处理率100%,满意率90%以上;争创优质工程。香港昂船洲大桥钢箱梁制造的质量目标:工序质量符合BSEN标准;全桥质量达到国际奖项水平;本桥质量应符合《英国桥梁制造验收规范》BS5400-6-1999和PS18的要求。
2.焊接质量控制
1)材料控制:钢材应按照设计和采购要求进行接收检查,并按照规范要求进行抽样复验;焊接材料应按照设计和工艺评定结果要求进行接收检查,并对焊接材料进行熔敷金属的性能试验。
2)焊接人员控制:所有从事本项目的焊接人员必须经过考试,经考核合格后持证上岗,且必须从事考试要求范围内的工作。对于在施工过程中,出现焊接质量不稳定的焊工,必须暂停施工,分析原因并经过再培训合格后方可上岗。
3)焊接设备控制:焊接设备必须定期进行校准,对经检查合格的焊接设备贴上标签,便于识别,确保焊接设备的性能稳定。
4)焊接工艺控制:钢结构焊接工艺评定结果,编制焊接工艺(WPS),焊工施焊时必须严格执行焊接工艺要求。另外,焊接时选择合理的焊接顺序,减少焊接应力,控制焊接变形。
5)焊接环境控制:要求焊接作业的环境温度在0℃以上,低于0℃应采取预热保温措施,其相对湿度不大于85%,对于露天作业必须做好防风、遮雨措施。对于焊道周围50mm范围内必须保持干燥、清洁、无锈迹、无污物。
6)焊缝检验:所有焊缝在焊缝金属冷却后进行外观检查,不得有裂纹、未熔合、焊瘤、夹渣、未填满弧坑及漏焊等缺陷;焊缝的余高和焊脚;尺寸的大小要按照设计要求和焊缝相关验收标准进行验收。
7)焊接接头破坏性检验:根据香港昂船洲大桥钢箱梁制造技术规范的要求,对主要构件的焊接接头进行破坏性检验;对验收规则规定的主要构件的主要焊缝,增设材质、厚度、轧制方向、坡口形式与母材相同的焊接试板;焊接试板应接在部件上施焊,当不能接在杆件上焊接时,必须采用与杆件相同的焊接条件施焊;试板取样试验后的对接焊缝力学性能(拉伸、弯曲、冲击)应符合香港昂船洲大桥制造验收规则的要求。熔透角焊缝的熔透深度符合设计要求,断口缺陷符合规定的要求;破坏性试验前通知监理工程师,试验后及时向监理工程师报送试验结果,由监理工程师认证试验结论。
8)焊接统计分析:根据施工现场采集到的报检合格率、无损检查合格率、不合格项整改、焊工技能等信息,进行收集、整理、统计、分析,然后采取相应的预防和纠正措施。
9)焊接工艺纪律:焊工应严格按焊接工艺的要求规范操作,保证焊接质量;质检人员应监督焊工执行工艺,及时制止违反工艺纪律的行为;项目总工程师带领技术和质检人员进行工艺纪律检查,并做好记录;严禁私自处理各种质量问题。
3.关键工序的焊接质量控制
(1)锚管单元的拼装焊接
1)锚管单元的特点与难点。
角单元设计复杂:昂船洲大桥的角单元设计复杂,它是整个桥梁的关键受力部位,其重量约为60t,由二十多块板片组成,大部分焊缝为全熔透。拼装、焊接时既要保证锚管中心的三维坐标和三维角度(3D O/S允许偏差±5mm、三维角度3D angle允许偏差≤0.1°)符合设计要求,又要保证焊缝质量,减少焊接应力。另外,锚管与顶、底板间焊缝是圆周封闭式结构焊,焊接应力不易释放,如果处理不当极易造成焊接应力集中,产生延迟裂纹。
2)焊接参数。
严格控制预热温度、层间温度、后热温度,以便达到消氢处理预防延迟裂纹产生的目的。预热和后热处理均采用内置笼型多头电加热器进行加热,焊缝采用多层多道焊。根据焊接工艺评定试验,焊接参数选择见表16-5。
表16-5 焊接参数

3)预热与层间温度。
焊前预热时,应根据工作地点的环境温度、钢材材质和厚度,选择相应的预热温度,采用电加热方式,加热笼置入锚管内部焊缝位置,预热温度不小于100℃。用红外线测温仪在距离焊缝不小于75mm范围内检测。层间温度应控制在120~170℃之间,每条焊缝宜一次性焊完。
4)后热与保温。
为了保证焊缝中扩散氢有足够的时间逸出,避免延迟裂纹的产生,焊后必须立即对焊缝接头进行后热处理。温度升高到规定温度(250~350℃)后,停留一段时间(δ≤50时,不小于δ/25h),然后,将电加热器的温度控制旋钮慢慢调低,直到环境温度,且焊缝表面应包上保温棉进行保温,以此达到缓冷效果,降低焊缝接头的冷却速度。
5)拼装及焊接。
①来料检验:锚管、锚腹板的材料都要按标准要求进行材料复验和夹层检测,使之满足设计要求。
②拼装就位:底板焊完后,测定底板标高,确定锚腹板定位尺寸线。安装定位锚管单元的拼装过程中,利用全站仪实施监控,确保锚管的三维坐标和三维角度满足要求,然后用定位焊和临时支撑固定。
③内部构件焊接:在焊接锚管前,先对角单元内锚腹板及与其相连接的构件进行焊接,因为角单元的结构较复杂,构件较多,与锚腹板相连的焊缝都是全熔透,所以焊接对锚管的三维坐标也有很大影响,为此单独制定了角单元焊接方案。
④在锚管焊接前需要做好的准备工作有:对锚管坐标二次测量,根据测量结果及时对锚管进行微调或调整焊接顺序;做好防雨挡风措施;选择经考核后的焊工,对其进行焊前指导;焊前预热及保温设备的准备就位;焊接过程监控人员就位;焊条的烘干保温符合要求;坡口检查。
⑤焊接:在对锚管和顶、底板进行焊接前,根据实测数据选择焊接起止位置。例如:当锚管顶部中心点稍偏北时(当然要在偏差范围内),焊接的起点将选择在南侧。焊前对焊缝区域进行预热,预热和保温采用电加热设备,预热温度不小于100℃;温度测试点距离焊道外不小于75mm。焊接时严格按照WPSFF-044-1规定的规范进行焊接。焊接时层间温度不大于工艺规定的170℃,用红外线测温仪测量层间温度。
依据结构特点,减少焊接应力,焊接时焊缝不完全封闭,留有1/8应力释放缺口,等焊缝填充完毕后再对预留缺口进行焊接,最后完成焊缝盖面。预留缺口成斜坡状(见图16-20),因缺口处是收弧、起弧的地方,所以焊前对该处进行打磨处理检查合格后进行焊接。两个焊工同时对称施焊,焊接方向根据测量数据和现场要求确定。
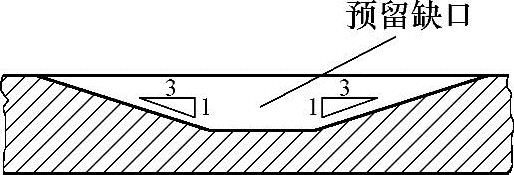
图16-20 预留缺口形状
焊接顺序:根据裂纹产生的机理,决定对锚管进行预热及消氢处理,尽量减少坡口间隙和焊接应力,尽量采用小电流多道焊,焊接时焊道由锚管向顶底板过渡,具体焊道顺序见图16-21。焊后立即对锚管焊缝及热影响区加热到250~350℃进行消氢处理2~3h,然后把温度慢慢调低,缓冷至环境温度。焊缝外观需要预修时,如补焊、打磨等需在保温期内进行。焊缝的焊趾过渡光顺。
焊接过程要全程监控并做好相关记录,比如焊前准备、焊条烘干保温情况、焊前预热、层间清理、层间温度、焊后保温情况等。48h后对焊缝进行超声波和磁粉检验。
在锚管焊接过程中,班组严格按照方案程序执行,QC小组全程跟踪监控、记录。班组所完成了126个锚管的焊接,基本预防了延迟裂纹的产生,检测合格率达99%以上,三维坐标及三维角度检查与焊前数据相差无几,通过实践检验证明我们制订的方案切实可行,也可为其他类似结构焊接提供依据。
(2)不合格品控制 在生产过程中当某一个工序出现异常,生产出不合格品,应对其实施控制,不得流入下道工序。质检人员发现不合格品(包括操作者自检发现的不合格品),应立即通知工序操作者停止生产,分析不合格品产生的原因,并对不合格品进行标志和记录,填写不合格品评审处置单报技术部门评审。技术部门接到不合格品评审处置单后对不合格品组织评审,对一般性不合格做出处置。如果出现严重不合格立即报告项目经理和总工程师,由项目经理和总工程师(或委托他人)召集技术、生产、质检各部门负责人及专业人员召开质量分析会。分析引发不合格的原因,制定处置方案和纠正措施,做到“三不放过”。出现严重不合格时应将事故详细情况及时报监理工程师。处置方案报监理工程师批准,处置结果报监理工程师备案。
(3)质检系统的控制 由计量检修、理化检验、外购物资检验、产品质量检验、质量监督与香港昂船洲大桥钢箱梁制造项目经理部技术质检部,共同组成质检系统,由持有资格证书又通过香港昂船洲大桥培训合格的人员进行操作,对钢箱梁制造过程实施全面控制,按照检验和试验计划独立行使质量职权。
(4)焊接产品试板报验程序 产品试板的材质、板厚、坡口尺寸、轧制方向等应与所代表的焊件相同,并应连接在焊件上同时、同焊接方法、同焊接条件施焊。焊接完毕,引弧板、引出板用气割去除并磨平切口,严禁用锤击落。产品试板焊接前应报监理、项目质量部等技术人员,焊接时做好相关记录。焊后24h进行超声波检测,并通知监理旁站。经检测合格的产品试板,在进行破坏性试验时应通知监理到场旁站。产品试板的相关记录及力学性能试验报告应及时上报监理及质量部,经监理工程师和项目总工确认合格后方可进行批量生产。
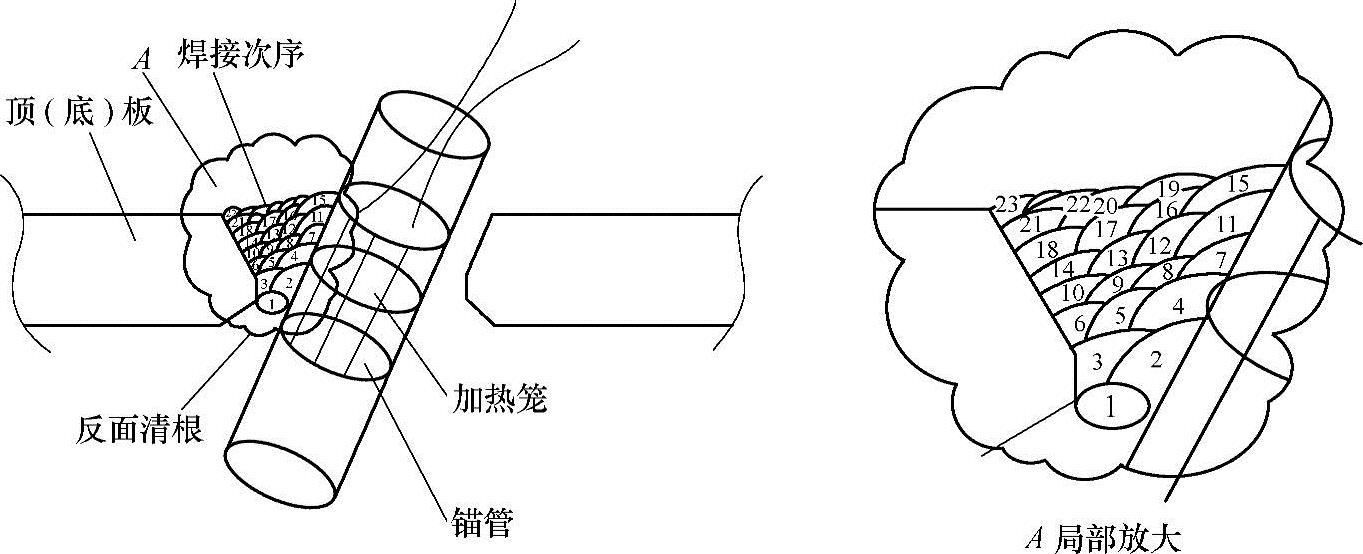
图16-21 焊道顺序图
有关焊接制造工程基础的文章

控制系统软件设计的基本要求就是能够良好地接收并响应信号。焊接电流的大小及变化率既控制焊丝的熔化,熔滴过渡过程,又影响飞溅的产生和焊缝成形。图5-1-24为脉冲MIG焊电流波形参数,脉冲MIG焊工艺是一种焊接质量比较高的熔化极气体保护焊方法。由于低频脉冲电流IAV1和IAV2的值不同,在焊接过程中对熔池产生一定的搅拌作用,促使熔池中的气体排出,减少了焊缝中气孔的形成,进而提高了焊接质量,弥补了单脉冲MIG焊的不足。......
2023-06-26

相关焊工只有取得了相应的资质证书才能从事相应的铸钢件焊接或补焊操作。人员的管理与考核 许多事实表明,不少铸钢件焊接或补焊质量事故的起因不仅是因为焊工技术水平低下,还在于管理不善,即对于人与物的管理不善。评定合格的焊接工艺才能应用于铸钢件焊接或缺陷补焊生产中。工作状态良好的焊接设备,是顺利完成焊接工作、保证焊接质量的必要条件。......
2023-06-28

图16-25 铺设海底管线托管架系统采用“部件单独预制、现场组装”的施工方案。A字架、托管架的建造重点是控制管节点的焊接质量以及整体的精度。表16-9 管节点的结构形式表16-10 管节点形式分类表16-11 管节点的放样方法计算机模拟放样的精度是控制托管架、A字架整体尺寸、焊接质量的关键。......
2023-07-02

焊接检验是指通过调查、检查、测量、试验和检测等途径获得的产品一种或多种特性的数据与设计图样及有关标准、规范、合同或第三方的规定相比较,以确定其符合性活动。可以说,焊接检验是企业实施焊接质量管理的基础和基本手段。铸钢件焊接或补焊质量检验的依据是质量标准,焊接质量标准须根据产品使用性能来制定。各种焊接检验方法的有效运用与相互协调,以及焊接检验文件的整理与保存可以保证企业铸钢产品质量体系的有效运行。......
2023-06-28

也是特种设备生产环节质量保证体系的最低安全要求。《基本要求》规定了特种设备生产单位建立质量保证体系的基本原则,并要求得到有效实施。本章将对特种设备生产的焊接质量控制程序作一个简要的介绍。以便于特种设备焊接责任人员、管理人员、焊工初步了解《基本要求》中焊接要素的控制内容。......
2023-06-23

焊接或补焊质量控制及检验的实施是铸钢件焊接或补焊质量的可靠保证,为了保证铸钢产品的焊接或补焊质量,企业必须建立起较完善的质量保证体系,并对焊接或补焊质量加以严格控制,确保铸钢产品的焊接或补焊工序在受控状态下进行。......
2023-06-28
同时标准规定允许一些缺陷存在。工艺的要求 针对产品的标准要求需要对焊接工艺过程有确认,如需要有工艺评定要求时,需要确认评定的实施人员,形成的评定报告的符合性等。焊接参数应该满足标准的要求。质量过程的记录 对焊接过程需要进行焊接记录以及焊接检验的记录。表13-20 焊接监督记录......
2023-07-02
掺和料每批产品出厂时应有产品合格证,主要内容包括:厂名、等级、出厂日期、批号、数量及品质检验结果等。掺和料的品质应符合现行的国家和有关行业标准。掺用的品种和掺量应根据工程的技术要求、掺和料品质和资源条件,通过试验论证确定。......
2023-06-29
相关推荐