图12-51是对Tandem双丝焊电弧与焊丝的温度场和流场仿真,保护气体采用Ar+CO2(18%),焊接电流均为150A,左边是主导焊丝,对获得双丝协同的稳定条件提供了工艺机理。图12-52是对6061铝合金板材搅拌摩擦焊的搅拌头与焊缝温度场及其等效应变的一个仿真结果。以上这些例子对焊接工艺机理的理解和优化分析均具有工程价值和指导作用。......
2023-07-02
1.焊接技术管理
(1)突出技术管理的超前性 焊接管理人员在焊接工作开展前就进入现场,超前策划各项技术工作,提前编制出《焊接专业施工组织设计》、焊接管理制度、焊接工艺卡、焊接作业指导书等。
(2)焊接工艺评定作为编制施工组织设计及焊接作业指导书和焊接培训、指导现场施工的技术规范和依据 根据本工程实际情况,工程需要40项焊接工艺评定来覆盖,并增做了T23、HR3C、T92、厚壁P92四项焊接工艺评定。在施工前,完成了P92钢及厚壁HR3C钢的焊接工艺评定,随后进行了焊工培训,顺利通过了国华公司组织的工艺评定成果评审会,专家鉴定优良。T23、T92也在天津电建国华宁海电厂工程项目部施工前由天津电建焊接培训中心完成。
(3)焊工资质控制、焊前练习及焊工鉴定 严格审查焊工证件,保障焊工来源的可靠性,并且在现场专门设立焊前练习考核地点,考核制度,真正保障焊工实际操作水平符合现场工作要求,合格者颁发上岗证书,做到持证上岗。
(4)焊接材料管理 设立专职人员负责焊接材料管理,从采购→入库验收→保管→烘焙→发放,严格把关,焊条库内各项记录仪表齐全,焊接材料各项记录完善,各类焊接材料有明显的标志,必须每个焊工本人持焊接专业技术人员签字单才能领用焊接材料,完全避免错发、错用焊接材料的现象。
(5)现场电焊机管理 锅炉上及其他主要焊接工作面设置焊机和电源一体的防护棚,焊机出线用线槽统一布置(杜绝焊机随地放置现象);使用中的焊机采取焊工挂牌管理的方式,便于识别使用人员和使用位置。
(6)采取新的工艺措施——降低焊接热输入 针对超超临界机组工程使用的新型耐热钢的特点,规定每种规格管子的焊接层道数,规定出每一层道的焊接厚度、焊缝宽度,严格限制焊接热输入。并根据各个部件实际情况制作焊接工艺卡,将工艺卡发放到焊工手中,督促其严格遵照执行,重要管道焊接还采取了专人全程旁站的措施。通过新措施的实施,焊缝外观质量明显好转,焊接工艺评定在工程上良好再现,焊缝无损检验一次合格率优良,保证工程焊接接头达到工艺评定的预期性能。
2.焊接质量管理
(1)建立、健全质量保证体系,落实各级质量职责 编制焊接、检验施工及质量管理制度(见图16-8)。在质量管理上,坚决执行“质量一票否决制”,在焊接质量面前,任何人没有特权,即任何员工均必须承担起自己的质量责任。施工过程中加大“质量验收”“工序交接”等管理工作,合金管道焊接前,规定技术人员要填写光谱检查工序交接单,焊接技术人员接受工序交接单后,确认无误,方可签发焊接材料领用单。
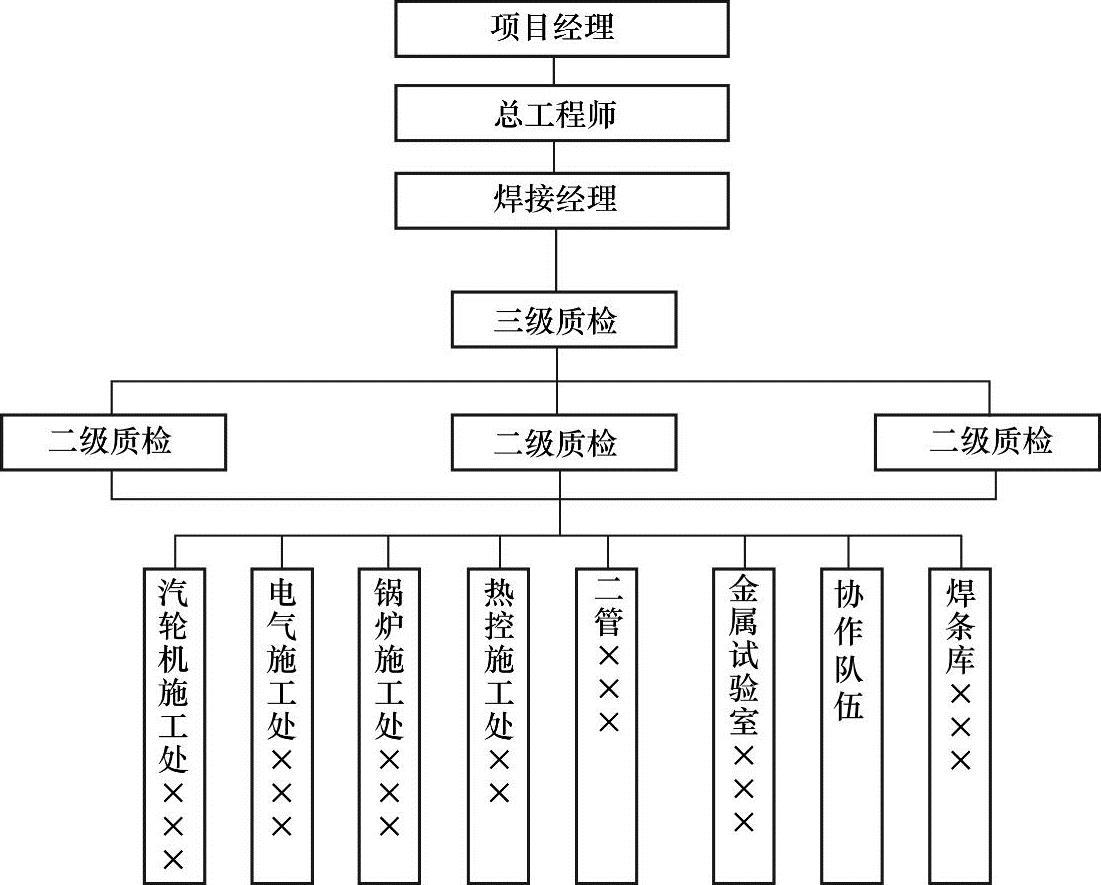
图16-8 焊接质量管理
(2)加强质量预控,确保质量目标实现 对于焊接工艺实行“样板引路”的管理方式,如受热面小管全氩、氩电联焊及P92、P122特种钢焊接等,事先出施工样板,待得到业主、监理的一致认同后方可组织施工。
在施工过程中,严格落实、严格控制,按照持续改进的思想,以点带面,进而提高工程的整体质量。实践从工序精品到项目精品,严把质量工艺关,重视工序交接关,从而实现目标精品的施工理念。
(3)应用焊接统计技术 本工程焊接技术管理全面实现微机化,全面系统地应用焊接统计技术,焊接技术人员制作坡口统计表、缺陷统计分析表,计算机自动统计坡口完成数量、检验数量、缺陷产生的数量,焊接管理人员按照“人、机、料、法、环”五个方面分析缺陷产生的原因,并提出预防措施。通过合格率控制曲线,做到及时、有效地控制焊接施工的质量。
有关焊接制造工程基础的文章

图12-51是对Tandem双丝焊电弧与焊丝的温度场和流场仿真,保护气体采用Ar+CO2(18%),焊接电流均为150A,左边是主导焊丝,对获得双丝协同的稳定条件提供了工艺机理。图12-52是对6061铝合金板材搅拌摩擦焊的搅拌头与焊缝温度场及其等效应变的一个仿真结果。以上这些例子对焊接工艺机理的理解和优化分析均具有工程价值和指导作用。......
2023-07-02
焊接工程师加大重要结构施工过程中的监控力度,及时发现并纠正违规操作,保证重要构件的焊接质量和尺寸精度。对于违规操作的焊工加大处罚力度,对于违规操作的焊缝加大检测比例,由焊接工程师全程负责焊缝的检测和返修工作,做好详细的记录和统计,并定期公布所有施工队的检测一次合格率。......
2023-07-02

图16-25 铺设海底管线托管架系统采用“部件单独预制、现场组装”的施工方案。A字架、托管架的建造重点是控制管节点的焊接质量以及整体的精度。表16-9 管节点的结构形式表16-10 管节点形式分类表16-11 管节点的放样方法计算机模拟放样的精度是控制托管架、A字架整体尺寸、焊接质量的关键。......
2023-07-02

尤其是焊接缺陷的存在,使结构质量存在不可确定性。为了保证焊接结构的质量,必须在结构制造工序完成后进行全面的质量检验,结构完工后进行整体质量的验收。焊缝质量的低劣将会导致重大事故,因此对焊缝质量必须进行严格检验。......
2023-07-02

由于汉诺威分析仪灵敏度很高,焊接过程中任何偶然因素引起的不稳定都会被记录下来,为分析导致过程不稳定的因素提供了数据信息。本节介绍的两个实际案例说明可以利用汉诺威分析仪灵敏度高的特点,对焊接过程进行监测。......
2023-06-30

赛中管理工作始于开幕式,至闭幕式结束。(三)人员管理竞赛期间的人员管理,主要包括对裁判员、运动队(员)及观众的教育和管理工作。当裁判水平低下,出现明显的错判、漏判、反判、执法不公,甚至有意偏袒一方时,往往会挫伤运动员的积极性,引起竞赛纠纷,甚至会导致比赛秩序混乱、竞赛管理失控的不良局面。......
2023-11-17

在SARS事件发生三周年之际,再度重温整个事件过程,可以清晰地发现危机管理的重要性。3月15日世界卫生组织将此疾改称严重急性呼吸系统综合征。6月13日世界卫生组织宣布从13日起解除到中国的旅游警告。可见危机管理的重要性。危机还会给组织带来严重的经济损失。而对危机有效的管理可以协助组织渡过难关,变危机为机遇,将组织直接和间接的损失降至最小,在挽救组织声誉的同时重新塑造组织形象。......
2023-07-16

选投行就像“选美”请教了有经验的朋友,他们认为还是选择两家投行为好,万一与一家在某些问题上谈不拢,有另外一家备份和制衡。投行是整个上市过程中最重要的中介机构,选择的正确与否非常重要。通常将选择投行叫“选美”,也不知这个称呼怎么来的,我们在选择投行的时候没有这么浪漫和有意思。各家投行都八仙过海,各显神通,真有点像上演“无间道”。在金融危机中,这两家投行受到的影响也是最小的。......
2023-12-06
相关推荐