图3-4 焊接接头坡口形式和尺寸的标记标记示例:焊条电弧焊、完全焊透、对接、I形坡口、背面加钢衬垫的单面焊接接头表示为MC-BI-BS1。表3-5 气体保护焊、自保护焊全焊透坡口形式和尺寸(续)埋弧焊全焊透坡口形式和尺寸宜符合表3-6要求。......
2023-08-22
浙江国华宁海电厂二期工程扩建2×1000MW超超临界燃煤机组,三大主机采用上海电气集团股份公司生产的设备。锅炉的系统、性能设计由上海锅炉厂有限公司与技术支持方Alstom Power Boiler GmbH联合进行,性能保证由技术支持方APBG公司负责。锅炉为超超临界参数变压运行螺旋管圈直流炉、一次再热、单炉膛单切圆燃烧、平衡通风、露天布置、固态排渣、全钢结构、全悬吊结构塔式布置;汽轮机为高中压联合启动、超超临界、一次中间再热、单轴、双背压、四缸四排汽;发电机为水-氢-氢冷却发电机,无刷励磁。
厂址所在区域属于亚热带湿润季风气候区,四季分明,气候温和湿润,气温年际变化小,湿度大,雨量充沛,风向、风速季节变化明显。台风是本地区主要灾害性天气。
承压部件焊接钢种多,主要有15CrMoG、SA106C、SA-210C、12Cr1MoVG、SA182F23、SA213T23、SA213T12、SA335P12、SA209T1、SA213T91、SA335P91、SA213T92、SA335P92、CodeCase2328(SUPER304H)、15NiCuMoNb5(WB36)、SA213TP310HCbN(HR3C)、A691Gr.1-1/4CrCL22等十几种钢材。
高合金钢坡口数量多,种类多:SA213T91、SA213T92、SUPER 304H、HR3C等,高合金钢坡口总数为21000余只,给施工带来很大的难度。
特殊材料的焊接:SA213T91、SA335P91、SA213T92、SA335P92等钢材中Cr含量达到9%或者9%以上,在施焊中如果不遵循正确的焊接工艺,很容易产生裂纹。对以上Cr含量高的合金钢管道以及SUPER 304H、HR3C不锈钢管道焊接时,管道内壁需要进行充氩保护。
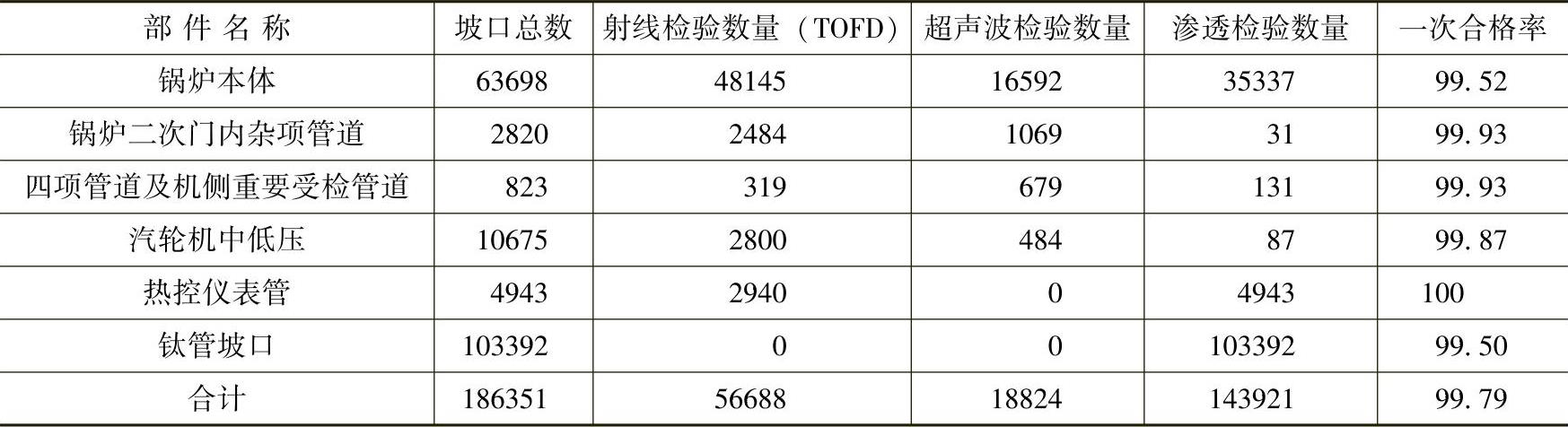
国华宁海6#机组坡口数量、检验数量的统计见表16-4。
表16-4 国华宁海6#机组坡口数量、检验数量
本工程规划的主要目标:受检焊,无损检测一次合格率≥98%;锅炉分部件,水压一次成功,无渗漏;锅炉整体,水压一次成功,无渗漏;汽轮机中低压管道,水压一次成功,无渗漏;消灭坡口漏焊,做到烟、风、煤、粉、汽、水、油管道坡口不渗漏;杜绝错发错用焊接材料;焊接记录、检验资料准确、齐全;所有坡口外观成形美观。
有关焊接制造工程基础的文章

图3-4 焊接接头坡口形式和尺寸的标记标记示例:焊条电弧焊、完全焊透、对接、I形坡口、背面加钢衬垫的单面焊接接头表示为MC-BI-BS1。表3-5 气体保护焊、自保护焊全焊透坡口形式和尺寸(续)埋弧焊全焊透坡口形式和尺寸宜符合表3-6要求。......
2023-08-22

表4-4 低合金钢的分类总体来说,低合金钢焊接易于产生的主要问题是焊接裂纹和热影响区的脆化,对于抗拉强度大于800MPa级的调质钢,还存在软化区的问题。船体用结构钢含碳量低,合金元素少,碳当量均不大于0.40%,因此焊接性能良好。GB 3531—2008《低温压力容器用低合金钢钢板》中规定了三种低温压力容器用钢,分别是16MnDR、15MnNiDR和09MnNiDR,其主要化学成分、供货状态和典型力学性能见表4-9。......
2023-07-02

表1-1 钢结构工程焊接难度等级注:根据表中影响因素所处最难等级确定整体焊接难度。④检验仪器、仪表应经计量检定、校准合格且在有效期内。②焊接技术负责人除应满足①规定外,还应具有中级以上技术职称。③无损检测人员应按设计文件或相应规范规定的探伤方法及标准,对受检部位进行探伤,出具检测报告。6)钢结构焊接工程相关人员的安全、健康及作业环境应遵守国家现行安全健康相关标准的规定。......
2023-06-23

库房管理人员将实物堆放在待验区域,通知材料检验员验收。检验员根据相应的材料标准,进货的批、次,抽样检查。(三)焊接材料验收的其他规定1)焊接材料的质量证明文件必须经材料责任人审核、确认、签字后,方可送检。2)焊材接收检验合格后,由材料检验人员记录检验结果,签字并注明日期,方可办理入库手续。6)对于在生产中出现的焊接质量问题,经分析可能是焊材引起的应停止使用,按标准对焊材进行复验。......
2023-06-23
5.托管架托管架主体由三根Φ630mm×16/25mm的主管和Φ406mm×14.3mm的斜撑组成桁架结构,在与主管的管节点中,斜撑之间都有一小段圆弧重合,这将对管节点的坡口加工及整体尺寸精度增加很大的难度,如果控制不当,将严重影响焊接质量和焊接变形的控制。......
2023-07-02

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
知识要点集成表2-4焊接接头、坡口及组对续表2-4经典考题剖析一、2020年考题某DN40低压碳钢管需加工坡口,宜采用的加工坡口方法是()。坡口根部有钝边,其厚度为2mm左右。......
2023-10-08

为确保钢结构工程的材料质量,必须对所采购的材料按要求进行复验;为保证施工的顺利进行,必须对所采用的加工方法等进行工艺试验。当高强度螺栓副保管时间超过6个月时,应按相关要求重新进行扭矩系数或紧固轴力试验,合格后方能使用。钢材可焊性试验、焊接工艺性试验、焊接工艺评定试验等均属于焊接试验范畴。对构造复杂的构件,必要时应在正式投产前进行工艺性试验。......
2023-09-28
相关推荐