表13-8为规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差。表13-6 二级、三级焊缝外观质量标准 注:表内t为连接处较薄的板厚。表13-7 对接焊缝及完全熔透组合焊缝尺寸允许偏差 表13-8 规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差 注:1.﹥80.mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%。......
2023-07-02
焊缝外观检查和无损检测根据全面质量管理的思想,对全员、全面、全过程进行强化管理,对焊接过程按表16-3要求进行检测和检查。
表16-3 焊接三阶段检查内容表

(续)
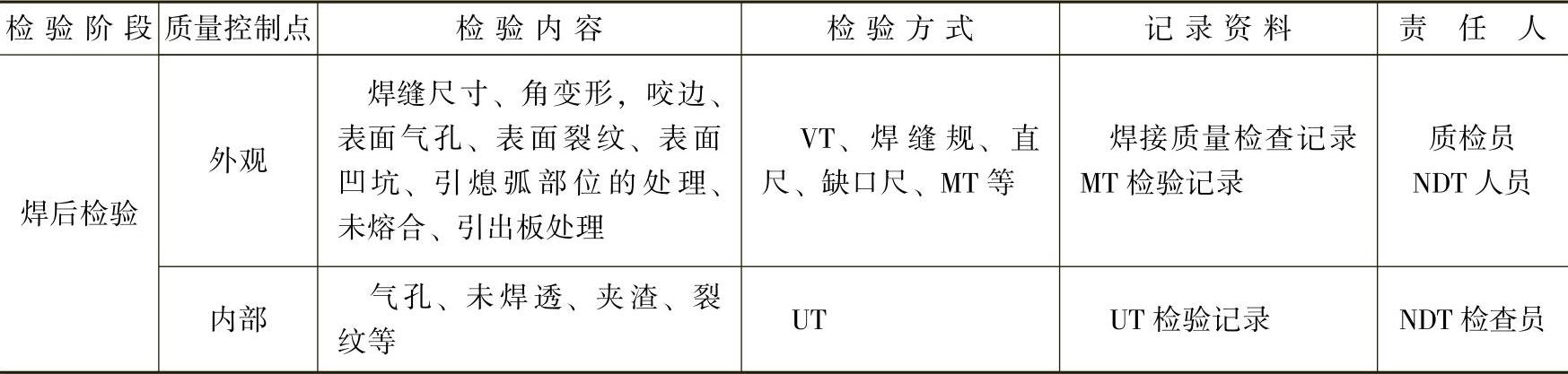
1.焊缝外观检查
焊接完毕,所有焊缝均进行100%外观检查,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量,焊缝外形尺寸符合现行国家标准《钢结构工程施工验收规范》的规定和《国家体育场钢结构工程施工质量验收规程》的规定。
2.无损检测
1)无损检测在构件焊缝外观检查合格后进行。对碳素结构钢可在焊缝冷却到环境温度时检测;对Q345低合金钢焊缝焊接完毕24h后方可进行无损检测;Q460钢焊缝焊接完毕48h后方可进行无损检测。
2)本工程的检查人员均须持有规定资质等级的检测证书,无证人员严禁上岗。
3)钢结构安装焊缝内部缺陷检查一般采用超声波检测,检测部位和比例根据设计文件的要求,一级焊缝100%,二级焊缝50%检测。
4)抽样检查的焊缝如不合格率小于2%时,该批验收应定为合格;不合格率大于5%时,该批验收应定为不合格;不合格率为2%~5%时,应加倍抽检,且必须在原不合格部位两侧的焊缝延长线各增加一处,且不应小于200mm,若仍有不允许的缺陷时,则对该焊缝百分之百检查。
5)焊接接头内部缺陷分级的评判,应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》BⅡ级的规定。
有关焊接制造工程基础的文章

表13-8为规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差。表13-6 二级、三级焊缝外观质量标准 注:表内t为连接处较薄的板厚。表13-7 对接焊缝及完全熔透组合焊缝尺寸允许偏差 表13-8 规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差 注:1.﹥80.mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%。......
2023-07-02

2)技术性质形状、尺寸及允许偏差根据国家标准《烧结普通砖》的规定:烧结砖为矩形,尺寸为240 mm×115 mm×53 mm。表6.1烧结普通砖尺寸允许偏差mm外观质量烧结普通砖的优等品颜色应基本相同,合格品无颜色要求。表6.2烧结普通砖的外观质量标准mm注:①为装饰而施加的色差、凹凸纹、拉毛、压花等不算做缺陷。......
2023-09-01
常用的尺寸标注方式包括线性、对齐、连续、基线、半径、直径、角度基引线标注,AutoCAD 2006新增了弧长标注和折弯标注,如图4-7所示。图4-7常用尺寸标注类型关于尺寸标注各个部分的名称参见图4-8及图4-15。应该指出,在图4-9和图4-9中因为是利用对象捕捉指定的尺寸界限原点,所以尺寸标注与图形是关联的。线性标注用于表示当前用户坐标系统XY平面上两点间的直线距离测量值,它标注水平、垂直和指定旋转方向的尺寸。......
2023-06-21

高压管道热弯时,不得用煤或焦炭作燃料,应当用木炭作燃料,以免渗碳。高压管的焊缝须经外观检查、X射线透视或超声波探伤。故奥氏体不锈钢属于非磁性高压管道。......
2023-10-08
曲轴主轴颈和连杆轴颈磨损后,如果部分轴颈的圆度、圆柱度偏差若超过0.025mm时,应按修理尺寸进行光磨,光磨应在弯扭校正后进行。图8-7 曲轴轴颈的检测曲轴磨损到一定程度后,应光磨修理,具体修理尺寸视柴油机型号而定。堆焊修复曲轴前,对待修复曲轴轴颈表面进行清洗、检查、磨削和预热等准备工作,可极大地提高修复质量。当曲轴主轴颈磨损严重时,可采用对称焊的方法修复。......
2023-09-19
形状与尺寸不良缺欠是指焊缝外表面形状或接头几何形状不良,包括咬边、缩沟、焊缝超高、凸度过大、下塌、焊瘤、错边、角度偏差、下垂、烧穿、未焊满、焊角不对称、焊缝宽度不齐、表面不规则、焊缝接头不良、变形过大、焊缝尺寸不正确、焊缝厚度过大、焊缝宽度过大焊缝有效厚度过大或不足。由于垫板与筒体间隙不均匀,故液态金属熔渣会形成不规则的阴影。......
2023-06-23
1)字体规格大小中文长仿宋字的字高规定为3.5,5,7,10,14,20mm,其他字体为3,4,6,8,10,14,20mm。字高大于10mm的文字宜采用TRUETYPE字体。汉字宜采用长仿宋体或黑体,并应采用国家正式公布的简化字。书写文字的基本要求是:笔画清楚、字体端正、间隔均匀、排列整齐、标点符号应清楚正确。数字和字母与汉字并列时其字号宜比汉字小一号至二号。拉丁字母、阿拉伯数字与罗马数字,宜采用单线简体或ROMAN字体。......
2023-09-24

桥面布置应根据道路等级、桥梁宽度、行车要求等条件确定,在桥梁的总体设计中考虑。水泥混凝土桥面铺装层内应配置钢筋网。人行道的宽度宜为0.75m或1.0m;大于1.0m时,按0.5m的级差增加。根据《通用规范》3.3.1条,第6款规定:高速公路、一级公路上的桥梁必须设置护栏。对快速路桥、机动车专用桥的桥面两侧应设置防撞护栏。......
2023-08-28
相关推荐