当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15
1.采用合理的焊接顺序
1)双面坡口的焊缝应正反面同时对称施焊,或对每条焊缝正反两面分阶段轮流反复施焊。
2)对于有对称截面的构件如箱形、棱形杆件接头单面坡口的焊接,要采用对称于构件中和轴的顺序焊接,即由两名焊工同时焊接腹板(侧板),再由两名焊工同时焊接翼板,由于上口的平焊和下口的仰焊焊接速度差别大,要求平焊焊工间断性焊接适当等待,同时在焊接过程中控制好层间温度;柱底板与H形锚梁板翼板接头单面坡口也由两名焊工同时焊接。
3)箱体内隔板的非对称双面坡口要采用先焊深坡口侧部分焊缝、后焊浅坡口侧、最后焊完深坡口侧焊缝的顺序。
4)主结构牛腿连接的次结构构件应同时对称施焊。
5)长焊缝要多人同时焊接。
2.分散施焊的顺序
1)对本工程中大型构件如柱脚采取分部组装焊接,各部分分别施焊,矫正合格后总装焊接(预置焊接收缩余量)。同时应使分部组装焊接区域内焊件刚度较小,焊接方向单一,收缩方向一致,自由收缩的条件较好;各部件总装时,如焊接方向单一,自由收缩条件良好,可同时施焊。
2)主桁架、立面次结构高空拼装时的多方向多处合龙焊缝的施焊,宜采用各接口轮流循环跳焊法,避免单个杆件集中加热焊接、集中变形或产生轴线偏移。
3)长焊缝如柱脚上的长焊缝及棱形柱截面边长大于2.2m时,要采用分段退焊法或先焊中段再向两端推进焊接的顺序。
3.减小焊接拘束度的焊接顺序
1)根据构件形状和焊缝的布置,采取先焊收缩量较大的焊缝,后焊收缩量较小的焊缝;先焊拘束度较大而不能自由收缩的焊缝,后焊拘束度较小而能自由收缩的焊缝。
2)同一施焊区内板厚差别较大时,可将板厚较大的接口焊缝分两个时间段施焊,即先焊板厚的1/3或1/2,冷却至常温后再焊剩余部分,这时,后焊的部分焊缝,必须加强预热的控制工作。
3)一个构件两端的焊缝不得同时施焊。
4.采用补偿加热法
1)若因节点设计等原因而不能实现对称焊接时,可在焊缝区域的对称部位同时进行伴随补偿加热,温度略高于预热温度但不得高于300~350℃,采用热输入较小的焊接方法。
2)本工程除仰焊位采用焊条手工电弧焊以外,其他焊位除打底焊外优先采用熔化极气体保护电弧焊(实芯或药芯焊丝)等能量密度相对较高的焊接方法。厚板焊接选用大电流确保根部焊透和焊道间融合,但板厚25mm以下时采用较小的电流以减小热输入。
3)一律采用多层多道焊接法,除立焊位外不允许摆动电弧。焊缝单道厚度不得大于5mm。立焊时允许摆动宽度:焊缝宽度大于40mm时约为20mm;焊缝宽度小于40mm时约为15mm。
5.采用刚性固定法
1)采用刚性固定法,对一般构件可以采用定位焊固定同时限制变形;对大型构件宜用刚性固定法(利用卡马、胎夹具和临时拉撑)增加结构焊接时刚性。但刚性固定法减少变形同时增大应力,必须注意防止裂纹产生。必要时柱的垂偏可采用反向预置偏斜法控制,采用焊后矫正变形法。
2)焊接引起的构件变形可采用加热矫正,或用压力矫正器、千斤顶等实施冷矫正,或两则结合采用。
6.采用焊后矫正变形法
1)采用加热矫正时,防止因加热及冷却对钢材的机械性能的影响,Q235、Q345加热温度宜控制在900℃以下,Q460钢加热温度必须控制在640℃以下。Q235钢可以在650℃以下浇水冷却,Q345及Q460钢不允许浇水冷却,只能空冷。
2)火焰矫正弯曲变形的位置应选择在横向加劲肋处;对挠度变形,可沿翼板有肋板处,横向带状或点状由翼板中心向两侧腹板加热,腹板加热处为三角形;对侧弯变形,应在有肋板处翼板一侧局部以尖形加热方式矫正,如图16-3所示。
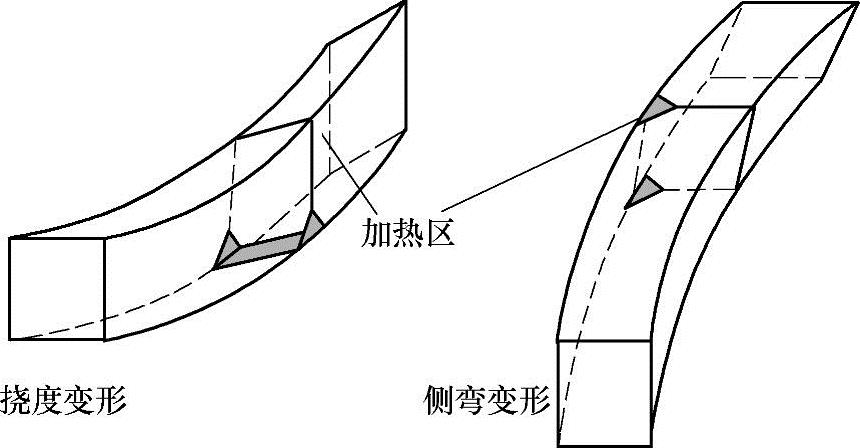
图16-3 火焰加热矫示意
有关焊接制造工程基础的文章

当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15

对于普通金属结构而言焊后产生焊接残余应力和焊接残余变形的基本原因则是焊后焊缝区的金属发生了纵向和横向收缩。由以上分析可知,焊接过程中,对工件进行局部不均匀加热是产生焊接残余应力和焊接残余变形的主要原因。另外在焊接过程中,焊接接头晶粒组织发生转变引起体积的变化,也会在金属内部产生焊接应力,同时也可能引起焊接变形。......
2023-06-23

焊接应力与变形直接影响焊接结构的制造质量及使用性能,如焊件的尺寸精度、刚度、稳定性以及耐蚀性等。焊接应力与变形过大时,不仅会使产品制造难度加大,而且会导致产品报废,造成巨大的经济损失。在实际焊接结构中,应尽量减少焊接变形。预防焊接变形主要从结构设计及焊接工艺措施方面进行。......
2023-06-24

在渗透变形试验的前期,渗透系数随水力梯度的增加变化幅度不大,基本保持不变。表5.6给出了渗透变形试验规程和本书建议的方法得到的临界水力梯度对比。由表5.6可知,含黏粗粒土试样即使在应力较低的情况下,其渗透变形的临界水力梯度也较“零附加应力”状态下的试件临界水力梯度高出许多。......
2023-06-28

焊接应力与变形问题可以分为两类,一是焊接过程中的瞬态应力应变分析;二是焊接后的残余应力与应变。对后者进行分析计算的较多,主要是为了预测和降低残余应力、控制变形以及防止缺陷的产生。图12-44是较为熟知的平板对接焊试件焊后上表面纵横方向残余应力的分布图。图12-47对封闭环形法兰对接焊的补焊残余应力仿真预测。结果表明,沿着修复焊缝方向上的周向残余应力大小和范围在补焊后具有明显增加,补焊长度越短,残余应力越大。......
2023-07-02
参考《土工试验规程》中的研究考虑岩土体应力状态影响的渗透变形试验方法。预计即将达到临界水力梯度的时候应特别留意试验现象。当试验现象出现较激烈变化的情况时,应对试验水头的提高速率予以降低。对临界水力梯度的判断应当以试样表面出现细小颗粒跳动时为准。......
2023-06-28
根据拉深过程中毛坯各部分的应力状况的不同,将其划分为五个部分。图4-34所示为圆筒形件在拉深过程中的应力与应变状态。以后σ1max又随着拉深的进行逐渐减小。综合以上分析可知,拉深时毛坯各区的应力、应变是不均匀的,且随着拉深的进行时刻在变化,拉深件的壁厚也是不均匀的。......
2023-06-26

1.基本假定 在荷载准永久组合或标准组合下,钢筋混凝土构件、预应力混凝土构件开裂截面处受压边缘混凝土压应力、不同位置处钢筋的拉应力及预应力筋的等效应力宜按下列假定计算:1)截面应变保持平面;2)受压区混凝土的法向应力图取为三角形;3)不考虑受拉区混凝土的抗拉强度;4)采用换算截面。......
2023-08-28
相关推荐