
焊工必须在水中进行焊接、切割作业,作业环境十分复杂和恶劣,比在陆地上具有更大的危险性,如,容易发生溺水、触电、灼烫和爆炸等事故。......
2023-06-15
1.焊接和切割常用气体的燃爆特性
(1)乙炔 乙炔是不饱和的碳氢化合物,分子式是C2H2,密度为1.17kg/m3。工业用乙炔因含硫化氢(H2S)和磷化氢(PH3)等杂质,故具有特殊的臭味。乙炔的自燃点为335℃,容易受热自燃。乙炔的点火能量小,仅为0.019mJ,即将熄灭的烟灰就具有这个能量,容易着火。
乙炔完全燃烧的反应式为:2C2H2+5O2=4CO2+2H2O+Q。在空气中燃烧的火焰温度为2350℃,在氧气中为3100~3300℃,火焰的传播速度在空气中为2~8.7m/s,在氧气中为13.5m/s。乙炔受热或受压容易发生聚合、加成、取代和爆炸性分解等化学反应。
存放乙炔的容器与管道直径越大,爆炸危险性也越大,直径越小则越不易爆炸。工业用乙炔含有杂质硫化氢和磷化氢,磷化氢的自燃点很低,在100℃就会发生自燃,是引起乙炔发生器着火爆炸的原因之一。安全规则规定,乙炔中含的磷化氢不得超过0.08%(体积分数)。乙炔与空气、氧气或氯气混合,会增加其爆炸危险性。与空气混合的爆炸极限为2.2%~81%(体积分数),其自燃点为335℃,在这一温度,即使在大气压下也能使该混合物发生爆炸;乙炔与氧气混合有较宽的爆炸极限,范围为2.8%~93%(体积分数),其自燃点为300℃;乙炔与氯、次氯酸盐等化合,在日光照射下或加热就会发生燃烧爆炸,所以乙炔着火时严禁用四氯化碳灭火器救火。此外,乙炔不能与氟、溴、碘、钾、钴等接触,以免引起化学反应和发生燃爆的危险。
乙炔与铜、银、水银等金属或盐类长期接触时,会生成乙炔铜(Cu2C2)和乙炔银(Ag2C2)等爆炸性化合物,当受到摩擦或冲击时就会发生爆炸。凡供乙炔使用的器材(容器、管道、阀门等),都不能用银和70%以上的铜合金制作。乙炔与氮气、一氧化碳和水蒸气等混合时,会降低其爆炸危险性。
(2)液化石油气 液化石油气在气割时用以代替乙炔,它由丙烷(C3H8)、丙烯(C3H6)、丁烷(C4H10)和丁烯(C4H8)等气体混合组成,在常温常压下组成石油气的这些碳氢化合物以气体状态存在,但只要加上不大的压力即变成液体。组成石油气的气体都能和空气形成爆炸性混合气。但它们的爆炸极限范围都比较窄。例如丙烷、丁烷和丁烯的爆炸极限分别为2.19%~9.5%、1.15%~8.4%和1.7%~9.6%(体积分数)。比较乙炔要安全得多,但石油气与氧气混合气有较宽的爆炸极限范围:3.2%~64%(体积分数)。石油气易挥发,闪点低(如组分中丙烷挥发点为-42℃,闪点为-20℃)。
石油气的燃烧反应式以丙烷为代表:C3H8+5O2=3CO2+4H2O+2347×103J/mol。火焰温度为2000~2850℃。气态石油气比空气重(约1.5倍),习惯于向低处流动而滞留积聚。液化石油气比汽油轻,能漂浮在水沟的液面上,随水流动并在死角处聚集。液态石油气容易挥发,如果从气瓶中滴漏出来,会扩散成350倍体积的气体。石油气对普通橡胶导管和衬垫有润胀和腐蚀作用,能造成胶管和衬垫的穿孔或破裂。
(3)压缩纯氧 气焊与气割用氧的纯度有两种,分别为99.2%和99.5%(体积分数),满灌氧气瓶的压力为14.7MPa。氧气是强氧化剂,增加氧的纯度和压力会使氧化反应显著加剧。金属的燃点随着氧气压力的增加而降低。当压缩纯氧与矿物油、油脂或细微分散的可燃粉尘(炭粉、有机物纤维等)接触时,由于剧烈的氧化升温、积热而能够发生自燃,构成火灾或爆炸的原因。氧气几乎能与所有可燃性气体和蒸气混合而形成爆炸性混合物,这种混合物具有较宽的爆炸极限范围。多孔性有机物质(炭、炭黑、泥炭、羊毛纤维等)浸透了液态氧(所谓液态炸药),在一定的冲击力下,就会产生剧烈的爆炸。
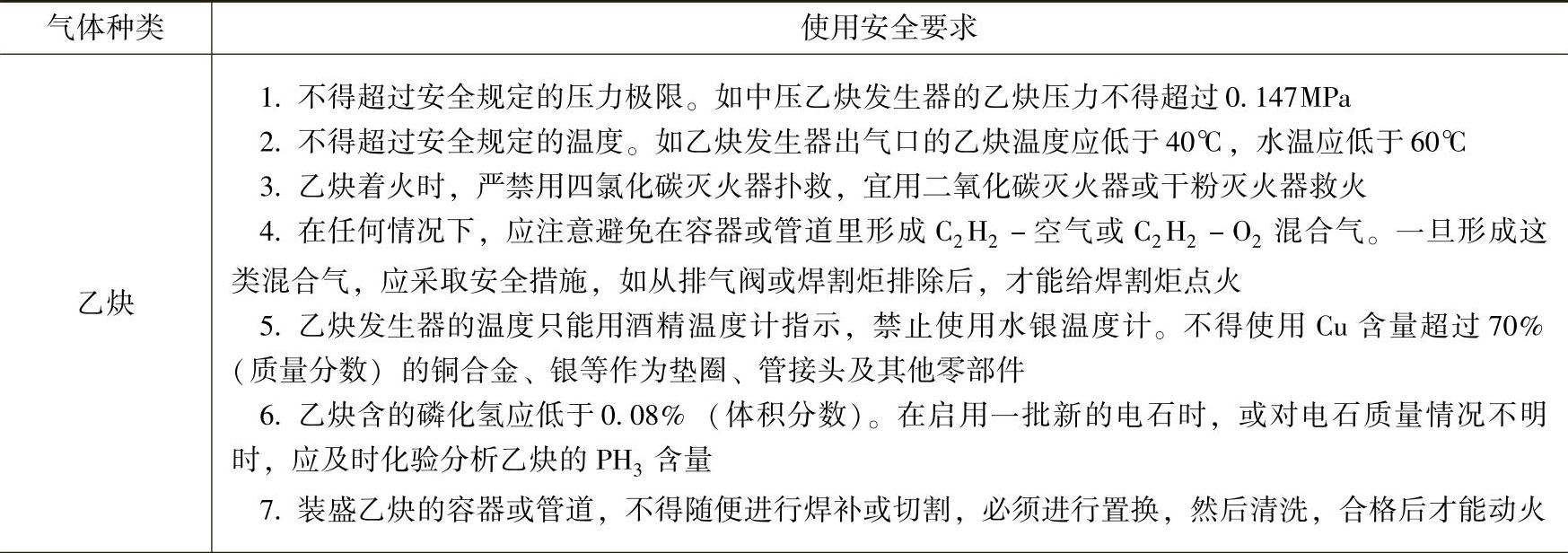
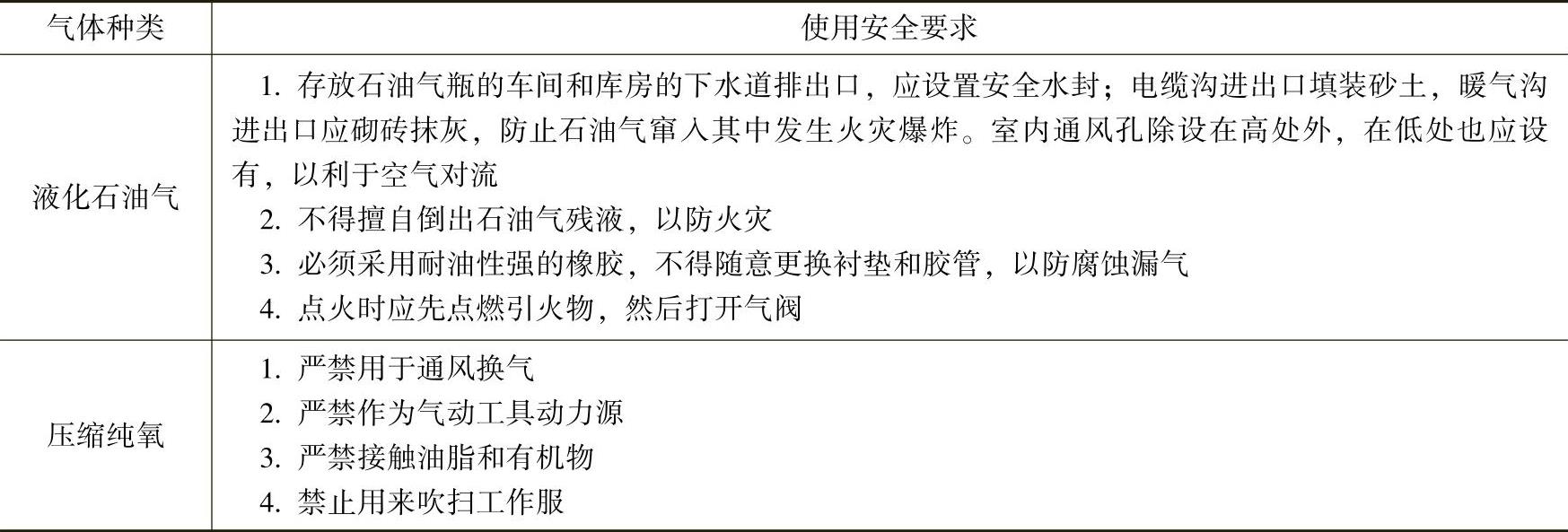
2.焊接和切割常用气体的使用安全要求
(1)气体的使用安全要求(见表15-4)
表15-4 气体的使用安全要求
(续)
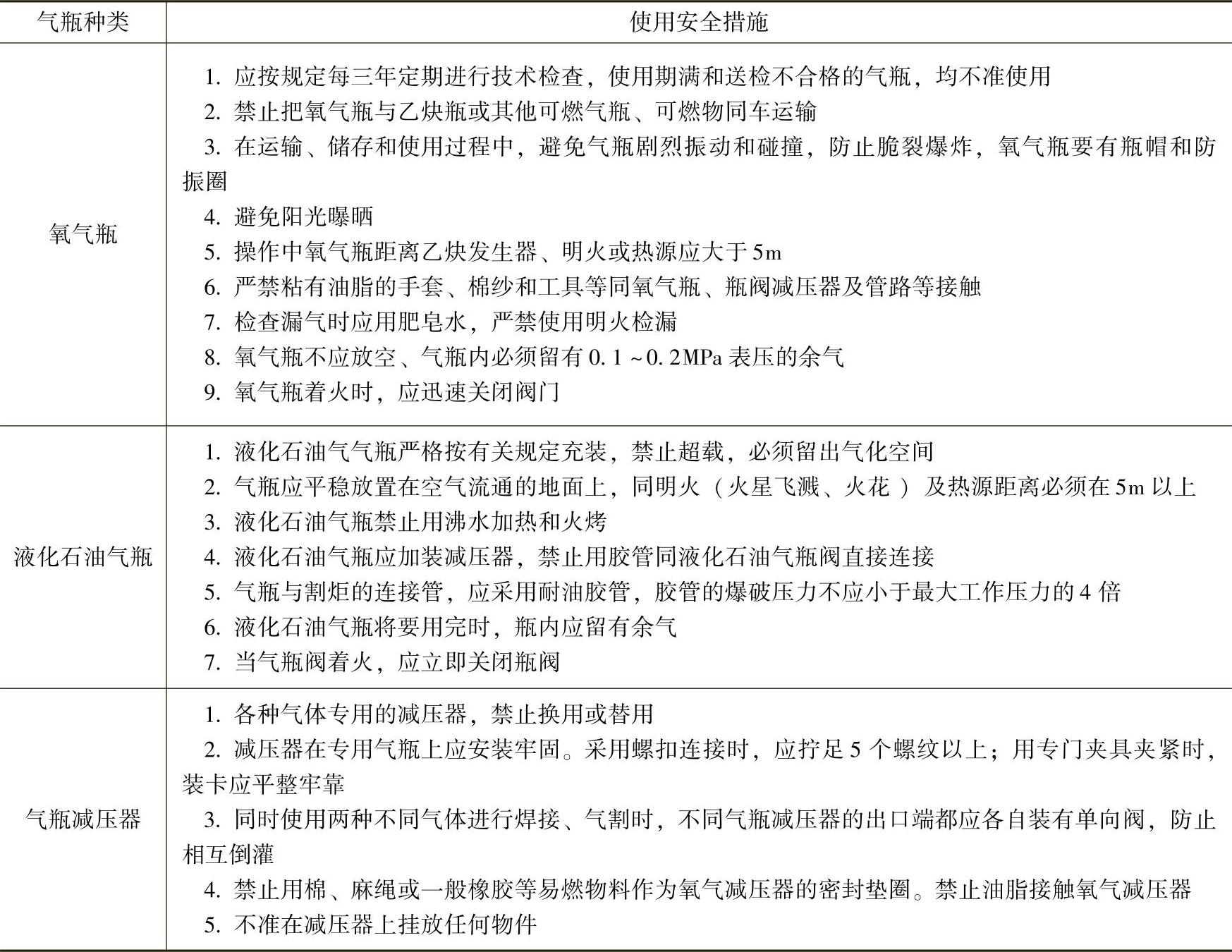
(2)气瓶的使用安全措施(见表15-5)
表15-5 气瓶的使用安全措施
(3)气焊和气割工作地点和安全操作技术要点 气焊和气割工作地点,必须有防火设备。当气焊和气割工作地点积聚大量易燃气体或积聚爆炸性粉尘时禁止施工。作业场地要注意改善通风和排除有害气体、烟尘,避免发生中毒事故。施工中应注意以下事项:
1)每个氧气减压器和乙炔减压器上只允许接一把焊炬或一把割炬。氧气胶管和乙炔胶管必须区分,氧气胶管为黑色,乙炔胶管为红色,并注意不得损坏。操作前,应检查氧气管、乙炔胶管与焊炬或割炬的连接是否有漏气现象,并检查焊嘴或割嘴有无堵塞现象。操作人员及配合人员均必须按规定穿戴劳动保护用品,同时还要配备灭火器、覆盖物及其他相应的防护用品。
2)气焊或气割盛装过易燃易爆物、强氧化物或有毒物的各种容器、管道及设备时,必须经过彻底清洗和气体置换后,方可进行作业。
3)在狭窄和通风不良的地沟、坑道、管道、容器、半封闭地段等处进行气焊、气割工作时,应在地面上进行调试焊炬和割炬的混合气并点火,禁止在工作地点调试和点火,焊炬和割炬都应随人进出。
4)在封闭容器、罐、桶、舱室中气焊、气割时,应先打开焊、割工作物的孔、洞,使内部空气流通,以防止焊工中毒、烫伤,必要时应有专人监护。工作完毕时,焊炬、割炬和胶管都应随人进出,禁止放在工作地点。燃料、气体、氧气和乙炔瓶严禁带入狭窄地势和封闭空间。
5)在带有压力、电压的罐、柜、管道上禁止进行气焊、气割工作。必须先释放压力,切断气源和电源,将容器、管道的可燃气体用氮气置换后,方可施工。
6)登高焊、割,应根据作业高度和环境条件,定出危险区的范围,禁止在作业下方及危险区内存放可燃易爆物品和停留人员。气焊工在高处作业,应备有梯子、工作平台、安全带、安全帽、工具袋等完好的工具和防护用品。对悬挂在起重机吊钩上的工件和设备,禁止气焊和气割。
7)露天作业遇六级大风或下雨时,应停止气焊、气割工作。在封闭空间内气焊割时,必须采取有效的通风或送风措施,且达到规定的满足人员需要的风量时,方准作业。点燃焊炬时,应先开乙炔阀门点火,再开氧气阀门调整火焰,点火时,焊炬口不得对人,正在燃烧的焊炬不得放在工件或地上,也不得放在金属容器内,以防气体逸出,发生燃烧事故;关闭时,应先关乙炔阀门,再关氧气阀门。在气焊发生回火时,必须立即关闭乙炔调节阀,然后再关闭氧气调节阀;若气割遇到回火时,应先关闭切割氧调节阀,然后再关闭乙炔和氧气调节阀。
8)乙炔胶管或乙炔瓶的减压阀燃烧爆炸时,应立即关闭乙炔瓶或乙炔发生器的总阀门。氧气胶管爆炸燃烧时,应立即关紧氧气瓶总阀门。冬期施工时,当软管和仪表气嘴冻结时,应用热水或在暖气设备下化冻,严禁用火焰烘烤。
9)氧气与乙炔瓶均应有防振圈和安全帽,气瓶不得在强光下暴晒,不得用吊机装运气瓶,若要吊运必须用筐篮之类的吊具,有效保护气瓶不被撞击,方准吊运。气焊或气割工作结束后,应将氧气气瓶阀和乙炔瓶阀关紧,再将减压器调节螺钉拧松。开启氧气与乙炔阀门必须使用专用的工具,动作应缓慢,人员不得面对阀门出气口;使用时,气瓶中的气不得用尽,氧气应留有49kPa以上余气压力,乙炔应留1000kPa以上余气压力;未安装减压仪表的气瓶严禁使用。
10)焊接操作人员在以下情况下不能进行焊接和切割作业:不了解焊、割现场周围情况,不了解焊件内部是否安全时;各种装过可燃气体、易燃液体和有毒物质的容器,未经彻底清洗,排除危险性之前;用可燃材料作保温层、冷却层、隔音、隔热设备的部位,或火星能飞溅到的地方,在未采取切实可靠的安全措施之前;有压力或密闭的管道、容器;焊、割部位附近有易燃易爆物品,在未作清理或未采取有效的安全措施前;附近有与明火作业相抵触的工种在作业时;与外单位相连的部位,在没有弄清有无险情,或明知存在危险而未采取有效的措施之前。
有关焊接制造工程基础的文章

在昏暗的环境下或夜间进行焊接与切割作业时,必须有照明设备,确保焊工安全行走和作业安全。在尚未判明存放潮湿活性炭的受限空间中气体成分和含氧量时,因处理紧急事故又必须进入现场,这时,需要佩戴防护面具,经有关主管单位的批准,根据安全规程规定,可以进入现场实施紧急救助。......
2023-06-15

下面以切割V形、Y形、X形焊接坡口为例,介绍气体火焰切割技术在工业生产中的应用。手工气割坡口设备简单方便,操作灵活,但是切割质量很大程度上取决于操作工人的熟练程度,对于重要构件的焊接坡口,如压力容器和化工容器,需要采用半自动机械切割设备来进行切割,以保证切口的质量和效率。表8-7列出了普通割嘴一次切割X形坡口的工艺参数。......
2023-07-02

在高处焊接、切割作业时,由于作业的活动范围比较窄,如出现安全事故前兆很难紧急回避,所以,发生安全事故的可能性比较大。高处焊接与切割作业时,容易发生的事故主要有触电、火灾、高空坠落和物体打击等。2)高处焊接、切割作业的现场要设专人观察火情,及时通知有关部门采取措施。2)6级及6级以上的大风或雨天、雪天、大雾天等恶劣天气,禁止从事高处焊接、切割作业。3)酒后禁止从事高处焊接、切割作业。......
2023-06-15

水下焊接与切割作业是潜水和焊接、切割的综合性作业,其操作环境是十分复杂和相当恶劣的。在进行水下焊接、切割作业时,必须严格遵守国家标准《水下焊接与切割中的安全技术》及有关潜水规定,采取安全防范措施,确保水下焊接与切割作业安全进行。3)潜水焊工身体健康,具有水下焊接与切割作业的专业知识和操作技能。......
2023-06-15
焊接安全用电是焊接操作的基本要素,操作不当可能引起触电危险。焊接操作前,要先进行安全检查。并应设有监护人员,随时注意操作人员的安全动态,遇有危险时立即切断电源进行救护。......
2023-07-02

氧气焊接是空调器管路维修工作中的一个十分重要的环节。有关乙炔气钢瓶的安全操作规程及注意事项如下:1)乙炔气瓶应根据有关规定补足丙酮,但不能过量。7)应配置专用减压器和回火防止器,严禁手持点燃的焊割工具开闭乙炔气瓶。乙炔气瓶在使用过程中出现泄漏时,应立即处理。减压器及其安全使用减压器主要用于将钢瓶内的高压气体调节为低压气体,以供焊接使用。......
2023-06-19
相关推荐