
7.3.3.2特点及其应用1. 优点能实现同种金属、异种金属、金属与非金属以及塑料之间的焊接。......
2023-06-24
1.超声波检测原理与设备
超声波具有频率高、能量大、传播距离远、指向性好的特点。利用超声波在不同物质的界面处反射、折射、波型转变以及在介质中传播过程中的衰减,由发射探头向被检件发射超声波,超声波与工件互相作用,产生反射、透射和散射的波,由接收探头接收,并转换成电脉冲信号,经过放大后由荧光屏显示出脉冲波形,根据这些脉冲波形的位置和高低来判断缺陷的位置和大小。焊缝超声无损检测按照GB/T 11345—2013或ISO 17640—2010(E)进行。图13-22为超声波检测原理及设备示意图。图13-23为超声波检测操作。
2.超声波检测的特点
超声波检测具有灵敏度高,尤其对裂纹更为敏感。并具有检测周期短,成本低,安全等优点。既可检测表面缺陷,又可以检测内部缺陷,尤其对平面型缺陷具有很高的检测能力,是广泛应用的重要无损检测技术。
超声波检测对工件表面要求比较高,需要将工件表面飞溅、锈蚀等打磨干净。判断缺陷性质直观性差,对缺陷尺寸判断不够准确。且近表面缺陷不易发现,要求操作人员具有较高的技术水平和工作经验。除了使用特殊的记录设备以外,一般没有直接的永久性记录。检测时需要使用适宜的耦合剂,仪器校验时需要使用校验试块,晶粒粗大的材料检测困难。
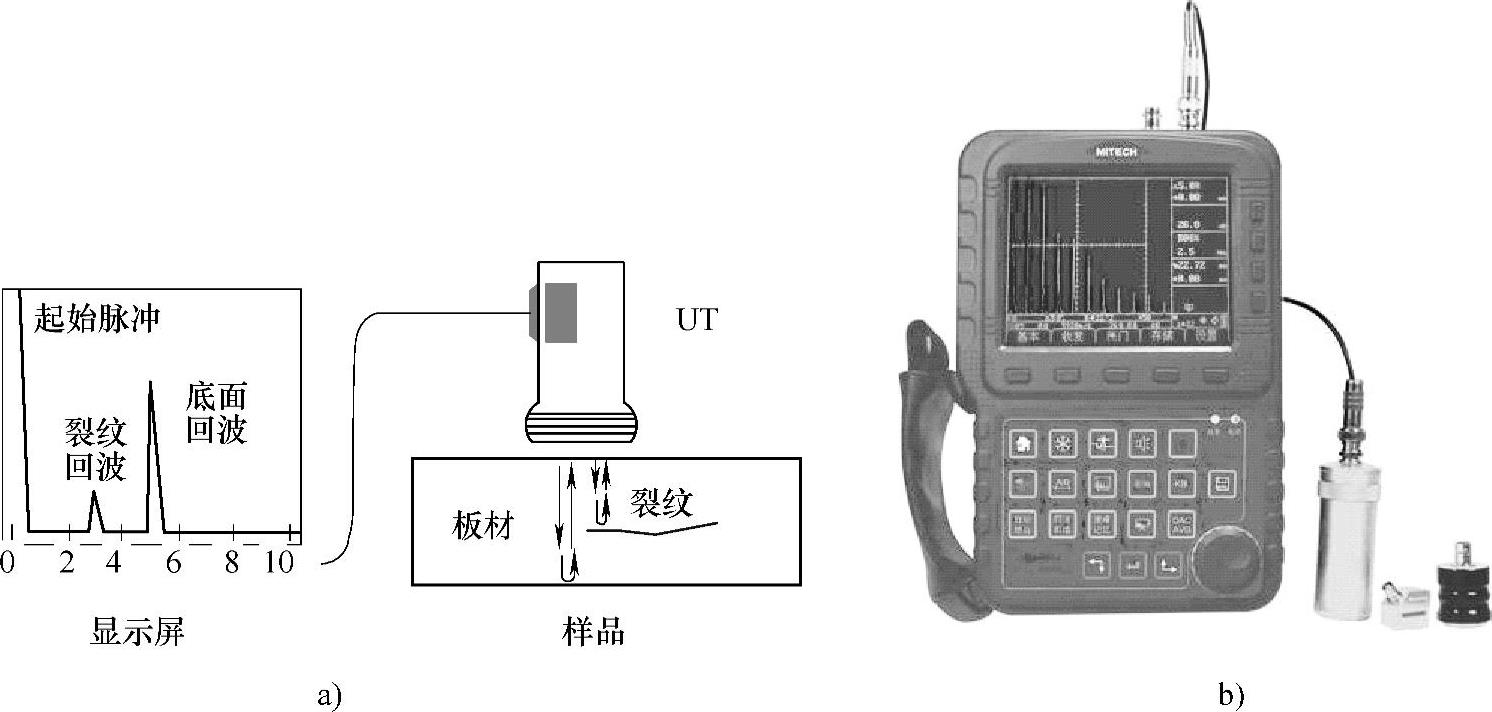
图13-22 超声波检测原理及设备
a)超声波检测原理 b)超声波检测设备

图13-23 超声波检测操作
3.超声波探头
超声波探头是一种声电换能器,由压电晶片、透声楔块和吸收阻尼背衬组成。在超声波检测中,除了常用的纵波直探头、横波斜探头和双晶探头外,还有多种特殊探头供选用。各种超声探头的特点列于表13-21。图13-24所示为超声波检测用典型直探头和斜探头。
表13-21 超声波检测用探头

(续)


图13-24 超声波检测探头
a)直探头 b)斜探头
4.典型缺陷信号特征
在焊缝超声检测过程中,波束方向与缺陷表面应垂直,达到近似垂直镜面反射条件,使缺陷波幅最大;精确判定缺陷的位置,有益确定缺陷的性质、区分缺陷几何边界反射及伪缺陷信号。探头以不同角度环绕缺陷扫查,观察缺陷的静态和动态波形变化特征,以便确认缺陷的性质。典型缺陷的静动态波形见图13-25。
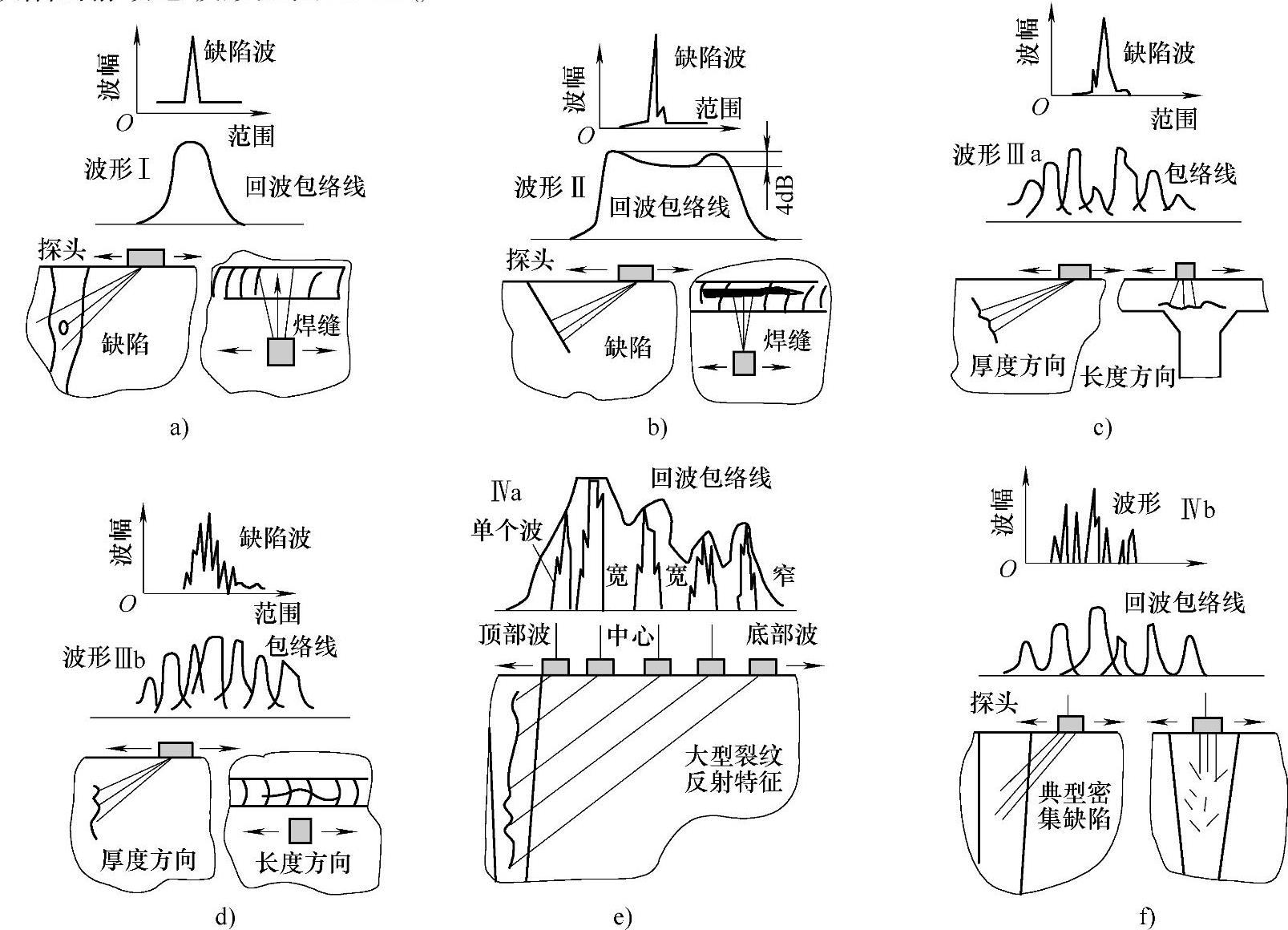
图13-25 典型缺陷的静动态波形
a)点状缺陷波峰窄,包络线光滑 b)近平面缺陷波峰高,包络线宽 c)粗糙倾斜缺陷波峰多叉,包络起伏 d)粗糙垂直缺陷波峰宽,开叉多 e)粗糙表面大缺陷波峰宽而高,单个波峰窄 f)密集缺陷多个波集聚一起,波峰在包络线内滚动
5.超声衍射时间差法检测(TOFD)
(1)TOFD检测原理 TOFD检测方法是采用一对频率、尺寸、角度相同的纵波探头进行检测;一个作为发射探头,另一个作为接收探头,两探头相对位置在焊缝两侧且探头中心在同一直线上,发射探头发射横向纵波,在无缺陷部位接收探头首先接收到直通波,这种波在两个探头间以纵波速度进行传播,然后接收到反射回波。
如果在工件中存在裂纹缺陷,则在缺陷的两端除普通的反射波外,在缺陷的上下端点,还将分别产生衍射波,其衍射能量来源于缺陷端部。这两束衍射波信号在直通波与底面反射波之间出现。缺陷两端点的信号在时间上将是可分辨的,根据衍射波信号传播的时间差可判定缺陷高度的量值。按国质检特函(2007)402号文的规定,可采用TOFD方法检测焊接接头的质量。图13-26所示为TOFD检测设备,图13-27所示为TOFD检测原理图。
图13-26 TOFD检测设备
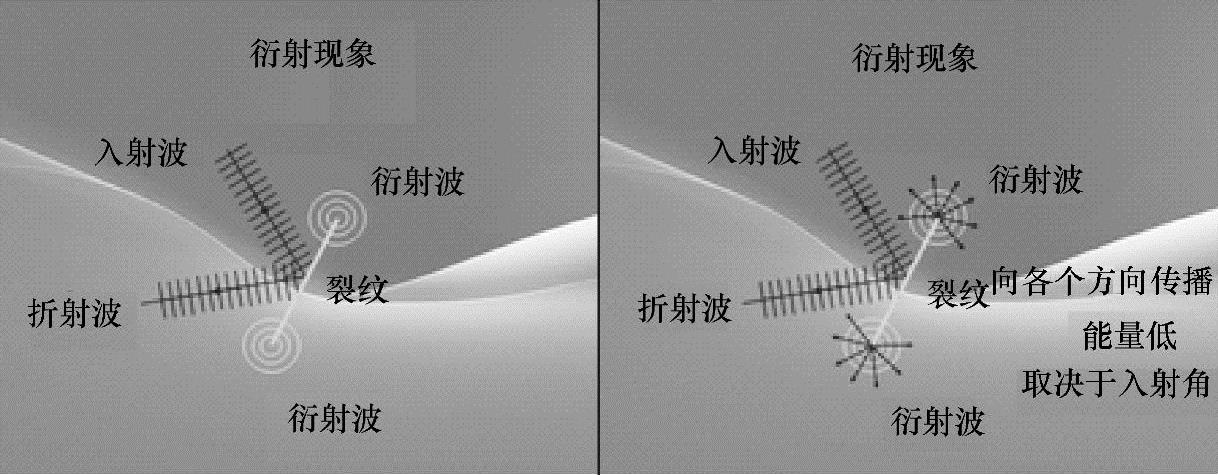
图13-27 TOFD检测原理
(2)TOFD检测特点
1)TOFD的优点:
TOFD技术缺陷检出能力强,缺陷定位精度高,检测速度快。与常规的脉冲回声检测技术相比,TOFD的缺陷检测与缺陷的方向无关。同射线检测相比,TOFD可以检测出与检测表面不相垂直的缺陷和裂纹。可以在线检测,并且可将结果用数字信号方式永久保存,便于以后在役检验的对比分析。可以在200℃以上的表面进行检测,目前已有在400℃检测的实例。6TOFD检测系统易于搬运。
2)TOFD的缺点:
焊缝的两边必须有能够安放发射和接收探头的位置。在检测表面下存在检测不到的盲区,根据各公司的技术条件,此盲区为2~10mm。检测人员必须经过专门的训练,并积累相应的经验。
(3)TOFD检测与常规脉冲器超声波检测的区别 TOFD检测是一种超声波衍射时间差无损检测缺陷的方法,其原理与常用的脉冲回波超声检测方法的重要不同点:
1)缺陷衍射信号与缺陷角度无关。
2)缺陷定位定量的误差与信号幅度无关。
3)检测性能优越、成本低廉、工艺简单、环境安全,我国已确认其为特种设备的缺陷评价检测方法。
(4)TOFD检测的应用 TOFD检测可以应用于在役缺陷检测,也可应用于制造期间缺陷的监测、记录和评定。TOFD应用于在役检测,具有其独特优势,比RT检测更加灵活方便,比超声波检测更加准确。
1)TOFD局限性。TOFD检测存在盲区,不适合太薄的工件,建议薄板用射线检测,最好30mm以上;不锈钢最好选择RT。TOFD设备相对比较贵,对操作者的要求比较高,超声二级以上人员才能考TOFD检测资质。
2)TOFD优势。通过超声波将缺陷放大显示在仪器上,具有很高的灵敏度。RT相对灵敏度差,但是能定性、能定级。
有关焊接制造工程基础的文章

发送超声波传感器的驱动电路采用NE555构成他励式振荡电路。调整RP1使接受超声波传感器的输出电压最大,RP2用于调节时滞电压。图6-53 超声波直接探测电路用LM393比较器放大信号,超声波传感器MA40A3R的输出信号作为其输入,LM393输出是方波信号。LM2907N片内设有频率/电压转换电路和比较电路,LM2907N的输入要求为随频率变化的信号。如果有物体挡住超声波,MA40A3R没有接收信号,LM2907N比较器输出低电平,片内晶体管截止,LED熄灭。......
2023-06-28

30~40个循环后,对PCR产物进行电泳检测。多重PCR特别适用于检测单拷贝基因缺失、重排、插入等异常改变,其结果与Southern杂交同样可靠,且多重PCR尚可检测小片段缺失。应用多重PCR可同时检测多个目的基因的特点,在食品微生物检验、转基因植物的检测中显示了诱人前景。将SSCP用于检查PCR扩增产物的基因突变,从而出现了PCR-SSCP技术,进一步提高了检测突变方法的简便性和灵敏性。通常realtime PCR的实时检测是使用荧光物质来进行的。......
2023-11-18
视觉检测采用图像传感器实现对被测物体的尺寸及空间位姿的三维非接触测量。图1给出了基于三角法的主动视觉测量原理,即结构光传感器测量原理。视觉检测技术的应用非常灵活,能适用于不同类型的检测任务[5,6]。视觉检测系统原理如图3所示。全局标定是多传感器视觉检测系统的关键技术和难点,已经取得的研究成果成功地解决了这一难题,实现了视觉检测系统的现场全局标定[7],使视觉检测技术走向成熟和实用。......
2023-06-23

近年来,CBN刀具在珠光体灰铸铁发动机缸体的平面铣削加工中表现出了优良的特性。干铣削Al-Si10Mg材料时的主要问题是刀具使用寿命短,加工表面质量差。试验表明,应用高压水喷射进行亚干铣削加工,可大大降低切削力,并明显地改善了加工工件的表面粗糙度。......
2023-06-25

什么是检测技术检测是利用各种物理、化学效应,选择合适的方法与装置,将生产、科研生活等各方面的有关信息通过检查与测量的方法赋予定性或定量结果的过程。能够自动地完成整个检测处理过程的技术称为自动检测与转换技术。检测技术是自动化的支柱技术之一。③传感器的输出量与输入量之间精确地保持一定的规律。例如,在过程控制中称为变送器,即标准化的传感器,而在射线检测中却称为发送器、接收器或探头等。......
2023-06-23
叶声华 邾继贵 王仲 杨学友摘要:视觉检测技术,尤其是基于三角法的主动和被动视觉检测技术具有非接触、速度快、柔性好等特点,是一种先进的检测手段,适合现代制造业的需要。文章论述了视觉检测技术原理,讨论了已经研制的多个实际视觉检测系统,从不同角度展示了视觉检测技术在现代制造业中广阔的应用前景。关键词:主动视觉 被动视觉 检测系统 现代制造[收稿日期] 1999-06-28。......
2023-06-23

分布式入侵检测系统各个检测组件针对不同数据来源,可以是网络数据包、主机审计记录、系统日志,也可以是特定应用程序的日志,甚至还可以是一些通过人工方式输入的审计数据。(四)协调响应措施由于分布式入侵检测系统的各个检测组件分布于受监控网络的各个位置,一旦系统检测到攻击行为,可以根据攻击数据包在网络中经过的物理路径采取相应的措施,如封锁攻击方的网络通路、入侵来源追踪等。......
2023-10-18
相关推荐