表16-3 焊接三阶段检查内容表(续)1.焊缝外观检查焊接完毕,所有焊缝均进行100%外观检查,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量,焊缝外形尺寸符合现行国家标准《钢结构工程施工验收规范》的规定和《国家体育场钢结构工程施工质量验收规程》的规定。......
2023-07-02
1.焊缝验收的依据
焊缝验收的依据是产品所设计的标准对焊缝的等级要求,例如锅炉压力容器类的产品焊缝的验收依据是《蒸汽锅炉安全技术监察规程》;钢结构类产品验收依据是《钢结构结构施工质量验收规范》。以钢结构为例,《钢结构设计规范》GB 50017—2003中将焊缝的质量分为三个质量等级。表13-5为一、二级焊缝质量等级及缺陷说明。表13-6为二级、三级焊缝外观质量标准。表13-7为对接焊缝及完全熔透组合焊缝尺寸允许偏差。表13-8为规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差。
表13-5 一、二级焊缝质量等级及缺陷分级(GB 50205—2001)
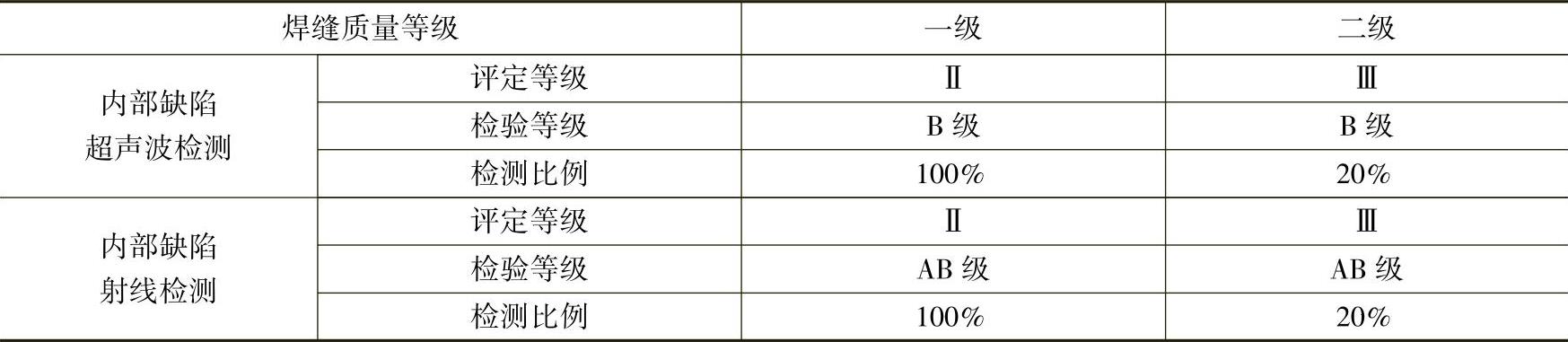
注:检测比例的计数方法应按以下原则确定:①对工厂制作焊缝,应按每条焊缝计算百分比,且检测长度应不小于200mm,当焊缝长度不足200mm时,应对整条焊缝进行检测;②对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,检测长度应不小于200mm,并应不少于1条焊缝。
表13-6 二级、三级焊缝外观质量标准(GB 50205—2001) (单位:mm)

注:表内t为连接处较薄的板厚。
表13-7 对接焊缝及完全熔透组合焊缝尺寸允许偏差(GB 50205—2001) (单位:mm)

表13-8 规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差(GB 50205—2001) (单位:mm)

注:1.﹥80.mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%。
2.焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
一级焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷,且一级焊缝不许有咬边、未焊满、根部收缩等缺陷。
2.焊缝验收的方法
(1)焊缝表面缺陷 表面缺陷的检测可通过观察检查或使用放大镜、焊缝量规和钢直尺检查,当存在疑义时,采用渗透或磁粉检测。
(2)焊缝内部缺陷 内部缺陷的检测一般可用超声波检测和射线检测。射线检测具有直观性、一致性好的优点,但是射线检测成本高、操作程序复杂、检测周期长,尤其是钢结构中大多为T形接头和角接头,射线检测的效果差,且射线检测对裂纹、未熔合等危害性缺陷的检出率低。超声波检测则正好相反,操作程序简单、快速,对各种接头形式的适应性好,对裂纹、未熔合的检测灵敏度高,因此世界上很多国家对钢结构内部质量的控制采用超声波检测,一般已不采用射线检测。
3.焊缝验收报告
验收报告应包括:
1)工程名称、施工单位、监理单位,并有相关人员的验收结果及签字记录。
2)焊接材料验收要求及结果,焊接材料复验要求及结果,焊接材料的匹配性,焊工资格证书符合性,焊接工艺评定报告正确性,焊接工艺规程适宜性,焊缝内部缺陷记录,焊缝表面缺陷记录。
3)预热和后热处理记录,焊缝外观质量记录,焊缝尺寸偏差记录等。
4)当焊缝有返修时,焊缝返修的过程同样需要对上述验收过程保留记录形成报告。
有关焊接制造工程基础的文章

表16-3 焊接三阶段检查内容表(续)1.焊缝外观检查焊接完毕,所有焊缝均进行100%外观检查,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量,焊缝外形尺寸符合现行国家标准《钢结构工程施工验收规范》的规定和《国家体育场钢结构工程施工质量验收规程》的规定。......
2023-07-02

3)焊机操作工采用管材对接焊缝试件和管-板角接头试件考试时,管外径由考试机构自定经焊接操作技能考试合格后,适用于管材对接焊缝工件外径和管-板角接头工件管外径不限。表9-27 手工焊焊工管材角焊缝试件适用于管材角焊缝工件尺寸范围手工焊焊工和焊机操作工采用对接焊缝试件和管-板角接头试件,经焊接操作技能考试合格后,除其他条款规定需要重新考试外,适用于角焊缝工件,且母材厚度和管径不限。......
2023-06-23

(一)焊缝符号为了在焊接结构设计的图样中标注出焊缝形式、焊缝和坡口的尺寸及其他焊接要求等技术内容,出现了焊缝符号。基本符号表示焊缝横截面形式或特征。按焊缝在空间的位置可分为平焊缝、立焊缝、横焊缝和仰焊缝四种形式。按焊缝连续情况可分为连续焊缝和断续焊缝两种断续焊缝只适用于对强度要求不高,以及不需要密闭的焊接结构。对接焊缝位置规定的范围见表3-10及图3-27。......
2023-06-23

而采用视觉传感器CCD采集的图像进行分析,得到的是沿焊枪行走方向熔池前端的一段焊缝曲线的位置变动。在焊缝曲线尚未影响到控制量之前,系统实际上已经检测到了这种变动的干扰,这样当焊枪行走到预定的位置处时就可以采用偏差已知的调节方法,实现焊缝跟踪的定位调节,即这是一个闭环系统。在焊接跟踪系统中,CCD检测到的焊缝位置其实并不是真正的被控制量。......
2023-06-26

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2023-06-15
焊缝金属或母材的缺欠超过相应的质量验收标准时,可采用砂轮打磨、碳弧气刨、铲凿或机械等方法彻底清除。焊缝或母材的裂纹应采用磁粉、渗透或其他无损检测方法确定裂纹的范围及深度,用砂轮打磨或碳弧气刨清除裂纹及其两端各50mm长的完好焊缝或母材,修整表面或磨除气刨渗碳层后,并用渗透或磁粉探伤方法确定裂纹是否彻底清除,再重新进行补焊。厚板返修焊宜采用消氢处理。......
2023-08-22

在判断焊缝边缘时必须考虑这种情况。下边分别分析曲线和折线形状的焊缝在自动跟踪中检测到的偏差曲线和实际跟踪焊接的效果照片。图5-3-49 MAG焊过程图像处理结果a)起弧阶段 b)焊接中间 c)转折阶段 d)起弧焊缝 e)中间焊缝 f)转折焊缝图5-3-50 CCD采集的图像上的曲率在焊接过程中的比较a)起弧阶段 b)焊接过程中 c)焊接结束图5-3-51 偏差量检测曲线图5-3-51所示为跟踪时的偏差量检测曲线。......
2023-06-26
相关推荐