GMAW焊接缺陷主要有气孔、飞溅、裂纹、咬边、未焊透、未熔合及焊缝成形不良等。焊接热输入过小时易产生冷裂纹,应当避免。低碳钢和低合金钢焊接时,过大的焊接速度及焊接电流均可能产生热裂纹。......
2023-06-26
1.焊缝缺陷返修的要求
(1)及时返修 对于外观检查发现的缺陷,应该及时进行返修,返修至外观合格后进行无损探伤检测,无损探伤检测发现的超标缺陷也必须及时进行返修。返修合格后再次进行检测,直至焊接接头无损检测合格。
(2)热处理前进行 所有的返修过程都应该在最终热处理前进行返修。避免返修之后的重复热处理。标准要求热处理后需要进行无损检测抽查时,对于热处理后无损检测发现的缺陷,应进行严格的分析,并制定详尽的返修方案进行返修。
(3)最终检验时发现缺陷返修的处置 在最终的密封试验、压力试验时发现的缺陷,需要按企业的标准进行严格的程序控制下的返修,需要分析原因,并制定严格的返修方案,由技术熟练的人员进行返修,并作好返修记录(包括返修的位置、返修的次数、返修的工艺方案、返修的焊接过程、返修的人员资质等),进行详尽的检验,并作好检验记录(包括焊前预热的温度、焊接时的层间温度控制、焊后去氢处理、焊后热处理、焊缝表面外观检验结果、无损检测报告、检验人员等)。图13-16所示为厚壁容器焊缝返修时,焊前预热及焊接过程中预热温度的保持。
2.焊缝缺陷返修的方法
(1)缺陷清除 准确确定缺陷的位置,将缺陷彻底清除。必要时可借助无损检测的方法确定缺陷清除干净。
(2)制定返修工艺 根据焊接接头材质、规格要求,制定有效的返修工艺。应包括:坡口制备、焊接方法选择、焊接材料选择、焊接参数确定、焊接顺序确定、焊后再次检验要求及合格标准等的确定。
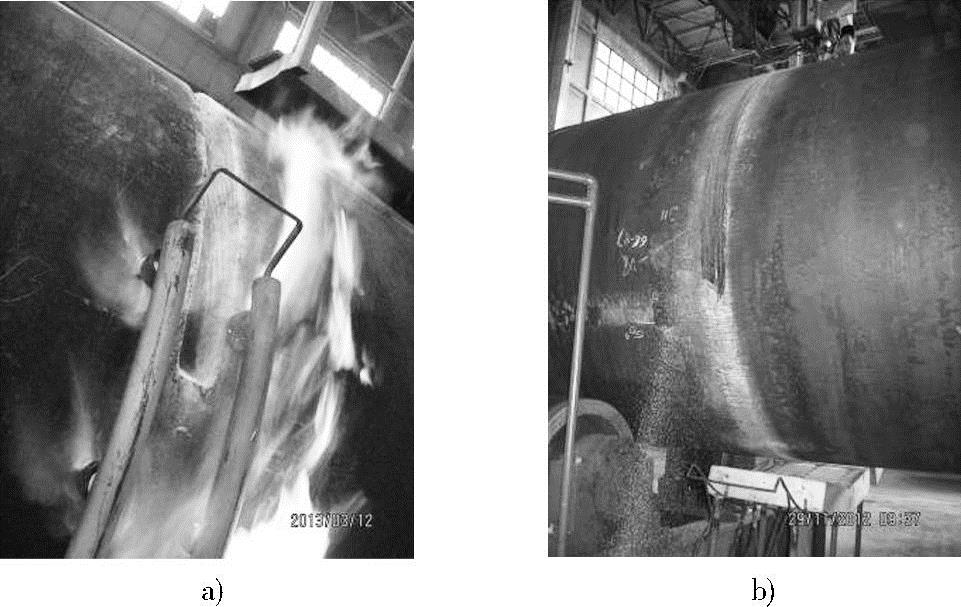
图13-16 厚壁容器焊缝返修时焊前预热及焊接过程中预热温度的保持
a)焊前预热 b)焊接过程中预热温度的保持
(3)焊补 在进行焊补时,应注意尽可能选择较小的热输入。焊补后,对焊接接头表面进行处理,达到外观要求。
3.焊缝返修的限制条件
1)《蒸汽锅炉安全技术监察规程》规定,如果受压元件的焊接接头经过检测发现存在不合格的缺陷,施焊单位应当找出原因,制订可行的返修方案,才能进行返修。补焊前,缺陷应当彻底清除。补焊后,补焊区应当做外观检查和无损检测。要求焊后热处理的元件,补焊后应当做焊后热处理。同一位置上的返修不应当超过三次。返修的部位、次数、返修情况应当存入产品技术档案。
2)《固定式压力容器》规定,焊接返修必须由持证焊工按评定合格的工艺进行,焊缝同一部位的返修次数不宜超过两次,如超过两次,返修前均应经压力容器制造厂技术总负责人批准,返修次数、部位和返修情况应记入容器的质量证明书。
3)ASME-Ⅰ卷,对同一部位的返修次数未作规定,但每次焊接返修前,其返修方法应经授权检验师(A1)认可。
有关焊接制造工程基础的文章

GMAW焊接缺陷主要有气孔、飞溅、裂纹、咬边、未焊透、未熔合及焊缝成形不良等。焊接热输入过小时易产生冷裂纹,应当避免。低碳钢和低合金钢焊接时,过大的焊接速度及焊接电流均可能产生热裂纹。......
2023-06-26

使用手工焊接元器件时,通常可以分为5个步骤,即准备工作、加热焊件、熔化焊料、移开焊锡丝以及移开电烙铁。图8-41 加热焊件3.熔化焊料待电烙铁加热完成后,接下来则需要对焊料进行熔化,如图8-42所示,将焊接点加热到一定温度后,用焊锡丝触到焊接处,熔化适量的焊料,焊锡丝应从电烙铁头的对称侧加入,而不是直接加在电烙铁头上。......
2023-06-26

厚板焊接问题主要为焊接变形难以控制和校正、焊接残余应力难以消除、焊接热循环难以控制、容易产生焊接热裂纹及层状撕裂等。因此,在实际生产中常需要有效地减少焊接残余应力与焊接变形,或者按照具体焊件的相关要求对其加以控制。......
2023-07-01

1)焊接接头的返修应符合国家法规、标准和工艺的规定。4)焊缝同一部位返修一般不应超过两次,焊缝返修应编制返修工艺卡,一、二次返修由焊接技术人员编制返修工艺卡,报焊接责任人审批,或由焊接责任人直接编制。返修工艺卡应包括缺陷产生的原因、避免再次产生缺陷的技术措施、焊接参数的确定、返修焊工的指定、焊材的牌号及规格、返修工艺编制人、批准人的签字。......
2023-06-23
焊接质量检验包括焊前检验、焊接过程中检验和成品检验,其中成品检验分无损检验和破坏性检验两类。金相检验是采用放大镜、金相显微镜进行宏观和微观金相组织检验。......
2023-06-24
焊接生产过程中,即使采取了预防变形的措施,但还可能会产生不同程度的变形。对超出技术要求的焊接残余变形,应当进行矫正。矫正变形的方法有机械矫正法和火焰矫正法。塑性较好的低碳钢、不锈钢等金属材料的焊接变形可选择机械矫正法。(二)火焰矫正火焰矫正是指利用火焰对工件的局部进行加热,使工件局部产生热压缩塑性变形,冷却后该区域金属产生收缩,利用此收缩引起的变形与原来焊接产生的残余变形相互抵消。......
2023-06-23

导致根部未熔合或未焊透;产生的原因是:夹具或电子枪运行机构的精度偏差;电子束与接缝对中偏差;齿轮自身的剩磁或者电子束焊过程中形成的热电磁效应,导致电子束偏离接缝,形成根部未熔合缺陷。4)齿轮两组件焊前应严格进行清理、去除氧化物、油脂等。5)焊前预热,或采用扫描电子束焊,防止焊接裂纹。6)齿轮组合件焊后做整体热处理或表面渗碳处理,降低焊接残余应力,提高表面硬度。表4-2-3 大型推进齿轮电子束焊焊接参数......
2023-06-26

相关推荐