(一)复合钢板的焊接特点1.奥氏体系复合钢板的焊接特点奥氏体系复合钢板是指覆层为奥氏体钢、基层为珠光体钢的复合钢板。其焊接特点与奥氏体系复合钢板相类似,还有就是这类复合钢板产生冷裂纹的潜伏期与填充材料种类及焊接工艺密切相关,因此焊接检验不能焊后立即进行。......
2023-06-23
1.工件检验
(1)母材检查 检查工件的材质标记,一般可采用涂料进行颜色标记、(材料的颜色标记,组织一般自己定义标准表格进行约定,表13-1为常用材料颜色标记的样表),钢印标记或是条码标记等进行材质的识别,确认焊接接头两侧母材的材质应满足设计要求,确认母材规格应与设计图样相符,母材的坡口尺寸应满足设计及焊接工艺的要求。
表13-1 常用材料颜色标记

(2)焊接工艺文件检查 现场应该有焊接施工工艺,焊接施工工艺中应明确描述焊接方法、母材、焊接材料、焊接参数等。现场焊接条件应满足焊接工艺文件的要求。
(3)焊前工艺要求的检查 焊接前需要对焊接工艺的要求进行检查,包括焊前清理要求、预热要求、装配定位要求等。
1)焊接前应该采用化学或机械的方法,对母材待焊区及两侧进行清理,将油污、铁锈、涂料等影响焊接的杂质清理干净直至见到金属光泽,焊接材料表面的油污、铁锈等影响焊接的污物也需要进行彻底清理。图13-1所示为焊前清理要求示意图。
2)焊接前需要进行焊前预热的母材,需要确认现场的预热方法符合要求,预热方法一般包括火焰预热、电磁感应预热、远红外预热、整体加热炉中预热等方式。预热温度应满足焊接工艺的要求。图13-2所示为焊接前采用火焰加热和电磁感应加热进行预热的示意图。

图13-1 焊前清理要求示意图
a)焊前清理不符合要求 b)焊前清理符合要求
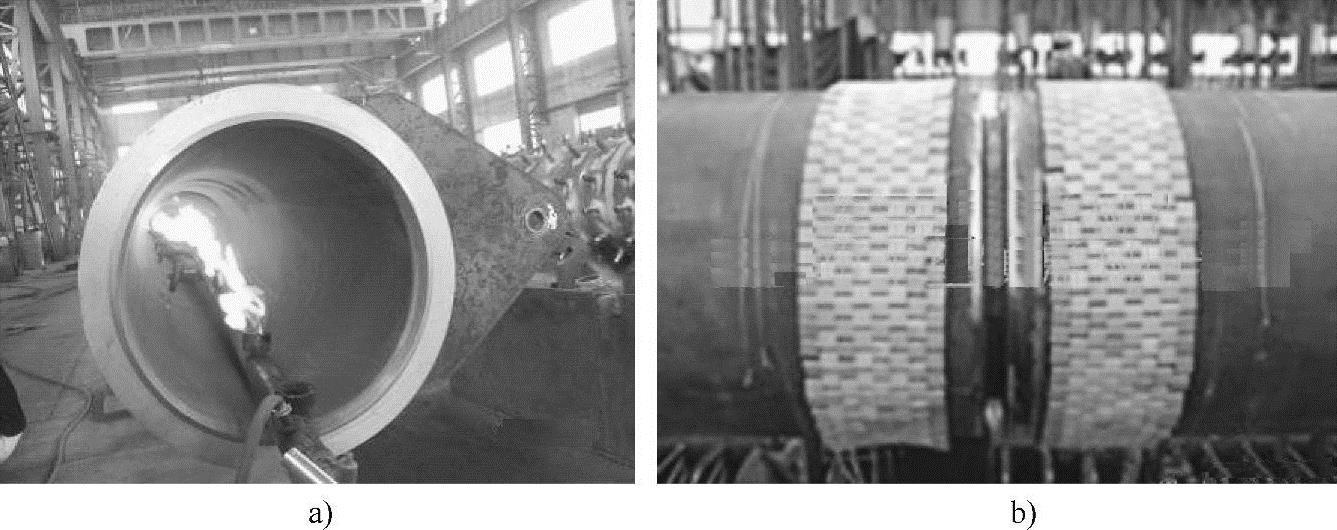
图13-2 焊前预热示意图
a)火焰加热 b)电磁感应加热
3)焊接前工件需要进行准确装配、定位,焊接前需要确认装配固定的要求,满足焊接工艺文件要求。
2.焊接材料检验
1)焊接材料的材质、规格与焊接工艺要求应一致,焊接材料外观状态应完好并经使用厂家复验合格。焊接材料标识应该完好,标识不清楚不能使用,避免错用。尤其应该注意,在焊接工艺规程中,明确规定了焊接材料的规格要求时,现场焊接材料使用必须与要求一致,避免使用较大规格的焊接材料,导致热输入超出工艺的规定要求。
2)焊接材料在使用前应按生产厂家推荐的烘干要求进行严格烘干,并置于焊条保温箱中待用。焊工根据焊接工艺文件的要求,领取符合要求的焊条,对于低氢焊条应立即置于焊条保温筒中,随用随取。且焊条一次领用量不能超过1个工作班次的量,一般为8h。图13-3所示为焊接材料现场使用示意图。
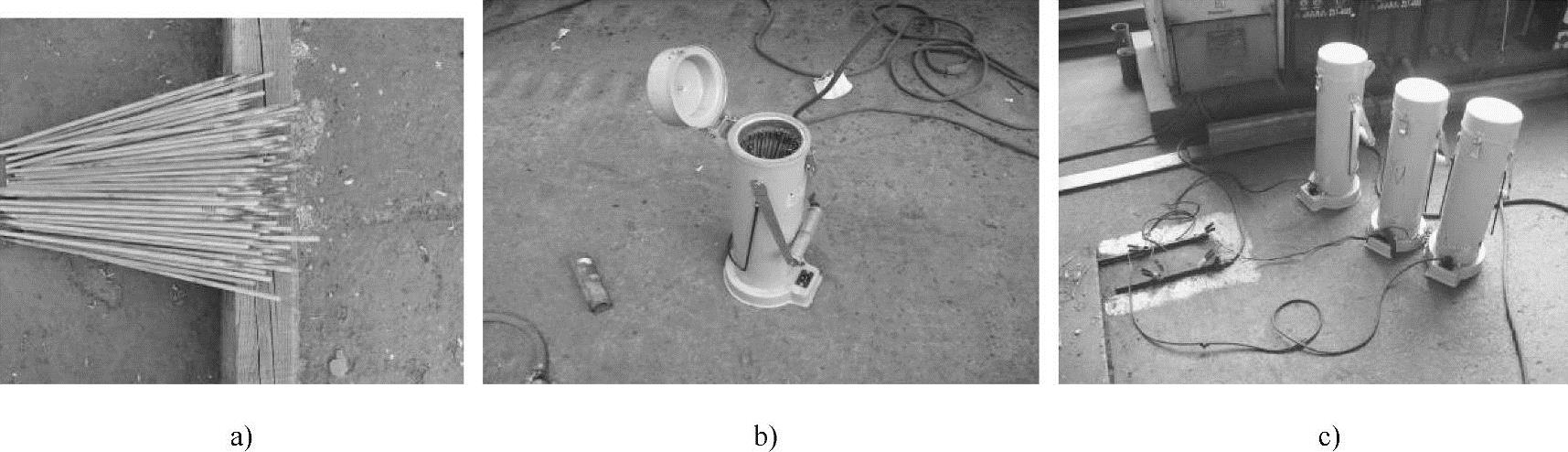
图13-3 焊接材料现场使用示意图
a)错误的现场使用 b)不规范的现场使用 c)正确的现场使用
3.焊接设备确认
(1)焊接设备检查 焊接设备应有设备编号,应有设备的维护保养记录,确保设备在完好状态下使用。
(2)焊机仪表 焊接设备的电流表、电压表、气体流量计等仪表、仪器以及规范参数调节装置应当定期进行检定和校验。图13-4所示为焊接仪表定期检定后的检定标记示意图。

图13-4 焊接仪表的检定标记
4.焊接人员资质的确认
(1)焊工资质的确认 焊工应通过国家标准所规定的考核,取得相应资质才可进行规定项目的焊接。焊工资质按焊接方法分为焊条电弧焊(D)、气焊(Q)、手工钨极氩弧焊(Ws)、自动钨极氩弧焊(Wz)、自动熔化极气体保护焊(Rz)、半自动熔化极气体保护焊(Rb)、自动埋弧焊(M)等。
(2)焊工资质保持的确认 焊工应在国家标准规定的时间内进行焊接项目的相应复试,并持续取得相应资质。未经复试或当工作不连续并超过标准规定的时间时,焊工资质失效。
有关焊接制造工程基础的文章

(一)复合钢板的焊接特点1.奥氏体系复合钢板的焊接特点奥氏体系复合钢板是指覆层为奥氏体钢、基层为珠光体钢的复合钢板。其焊接特点与奥氏体系复合钢板相类似,还有就是这类复合钢板产生冷裂纹的潜伏期与填充材料种类及焊接工艺密切相关,因此焊接检验不能焊后立即进行。......
2023-06-23

3)冲击试验用来测定焊接接头和焊缝金属在受冲击载荷时抗折断的能力。焊接结束后将焊接试板、焊接试样进行试件加工,从而进行理化试验,用以验证焊接产品的符合性。图13-12所示为覆膜金相的现场检验。......
2023-07-02

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2023-06-15

当焊缝金属的强度超过母材金属,缩颈和破坏会发生在母材金属区。焊接接头的拉伸试验还可发现断口处有无气孔、裂纹、夹渣或其他焊接缺陷。焊接接头弯曲及压扁试验按照GB/T 2653《焊接接头弯曲试验方法》的规定进行。......
2023-06-23

1 一个变速把手是由几个单独的零部件组装而成的。分解时一定要注意每个零件的位置和连接方式,便于正确组装。如果你买的是焊接式自行车的变速把手,为了方便安装,它们会按照顺序装在一个塑料模型上。焊接式变速把手的安装(续)2 紧固螺栓的头可能需要使用螺丝刀、内六角扳手拧紧,或用手锁紧D形环。干净的尼龙线管配合冲压变速线的效果最好。6 装好变速线后,最后一步就是检查拨杆的张力。依次检查前后变速器,变换所有档位。......
2023-08-30
当进行多CPU系统的配置时,需要注意以下4点:1)一个多CPU系统最多可以放置4个CPU,其中必须要有一个PLC顺序控制CPU。2)各CPU之间不能留有空槽位。在进行多CPU系统的配置时,一般可以按照以下步骤进行:1.硬件配置在基板上把CPU按规定分别插好,然后把用到的各种模块也插到基板上。图10-3 多CPU的I/O分配图10-4 多CPU系统的I/O详细设置画面......
2023-06-16

如果是同日申请的,处理做法是双方进行专利的权属协商,如果协商不成,则同时驳回申请。在专利申请过程中,最好委托专业机构撰写专利的权利要求书。虽然该公司在展出该设计的六个月内提出了外观设计专利申请,但并无证据证明,其依照《专利法实施细则》第三十条第三款的规定提出声明和提交证明文件。因此,企业忽视专利优先权申请,可能导致专利新颖性丧失。企业第一次专利申请被撤回或驳回时,其优先权仍然存在。......
2023-08-02

相关推荐