
焊接接头的工艺设计包括焊缝的布置、接头和坡口的形式等。......
2023-06-24
焊接工艺的仿真,主要是针对某一个具体焊接对象,从熔池形状与熔深、热影响区尺度与组织形态、焊后变形与残余应力控制,工艺稳定性与焊接顺序优化等几个方面展开,从而改善和提高焊接产品的制造质量及服役性能,有效地减少了人力、物力的消耗,促进焊接工艺的精量化。
图12-48是对2mm厚镁合金板板件激光焊接的温度场仿真,采用的连续激光功率为2kW,焊接速度为7m/min。图12-49是对熔化极气保焊熔池流态与焊缝温度场的仿真。图12-50是对等离子电弧在不同电流下的小孔形貌和熔深的仿真,为焊接参数的选择提供了依据。图12-51是对Tandem双丝焊电弧与焊丝的温度场和流场仿真,保护气体采用Ar+CO2(18%),焊接电流均为150A,左边是主导焊丝,对获得双丝协同的稳定条件提供了工艺机理。图12-52是对6061铝合金板材搅拌摩擦焊的搅拌头与焊缝温度场及其等效应变的一个仿真结果。以上这些例子对焊接工艺机理的理解和优化分析均具有工程价值和指导作用。
除此之外,关于焊接工艺与接头组织、性能相关性,控制冷却速率、改进工况条件等方面的仿真,对于高强钢、超高强钢以及高强铝合金等材料的接头性能优化和预测具有重要的工程应用意义。这方面的研发工作及成果将随着仿真技术和焊接专用数据库的发展,为焊接工程提供更多、更丰富的数据支持。
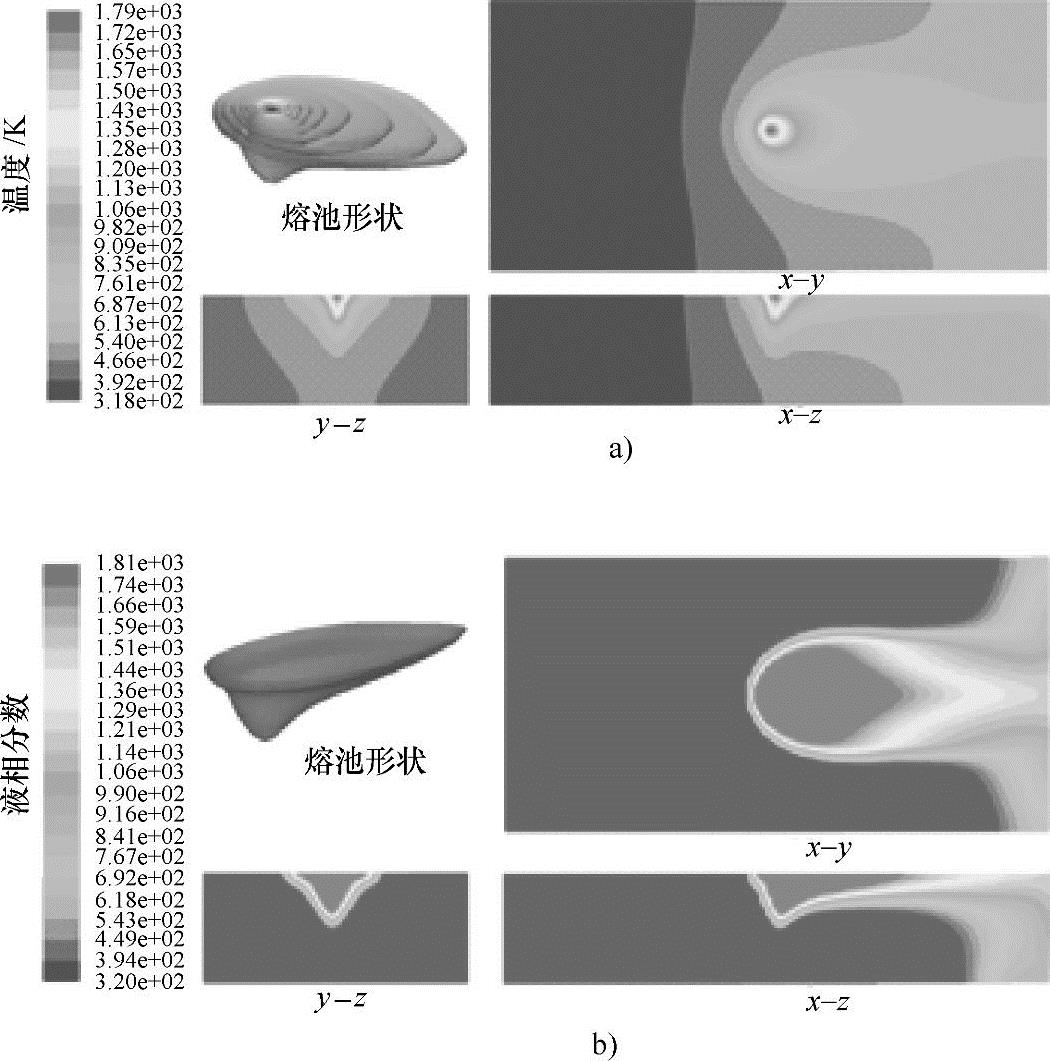
图12-48 镁合金板件激光熔焊温度场仿真
a)激光作用在工件上的温度场 b)熔池金属温度场
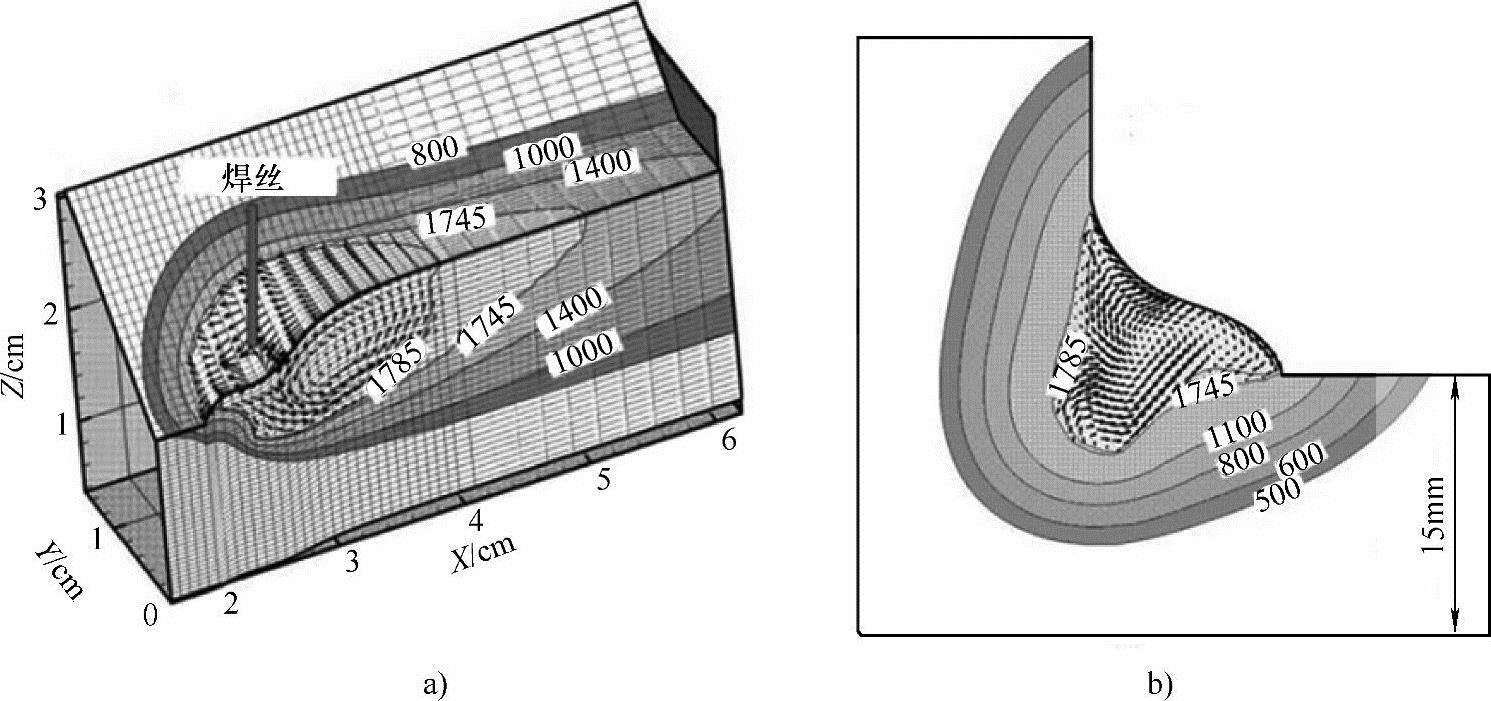
图12-49 对熔化极气保焊熔池流态与焊缝温度场的仿真
a)V形坡口焊缝 b)角焊缝

图12-50 一种等离子电弧在不同电流下的小孔形貌和熔深的仿真
a)140A b)145A c)150A d)160A
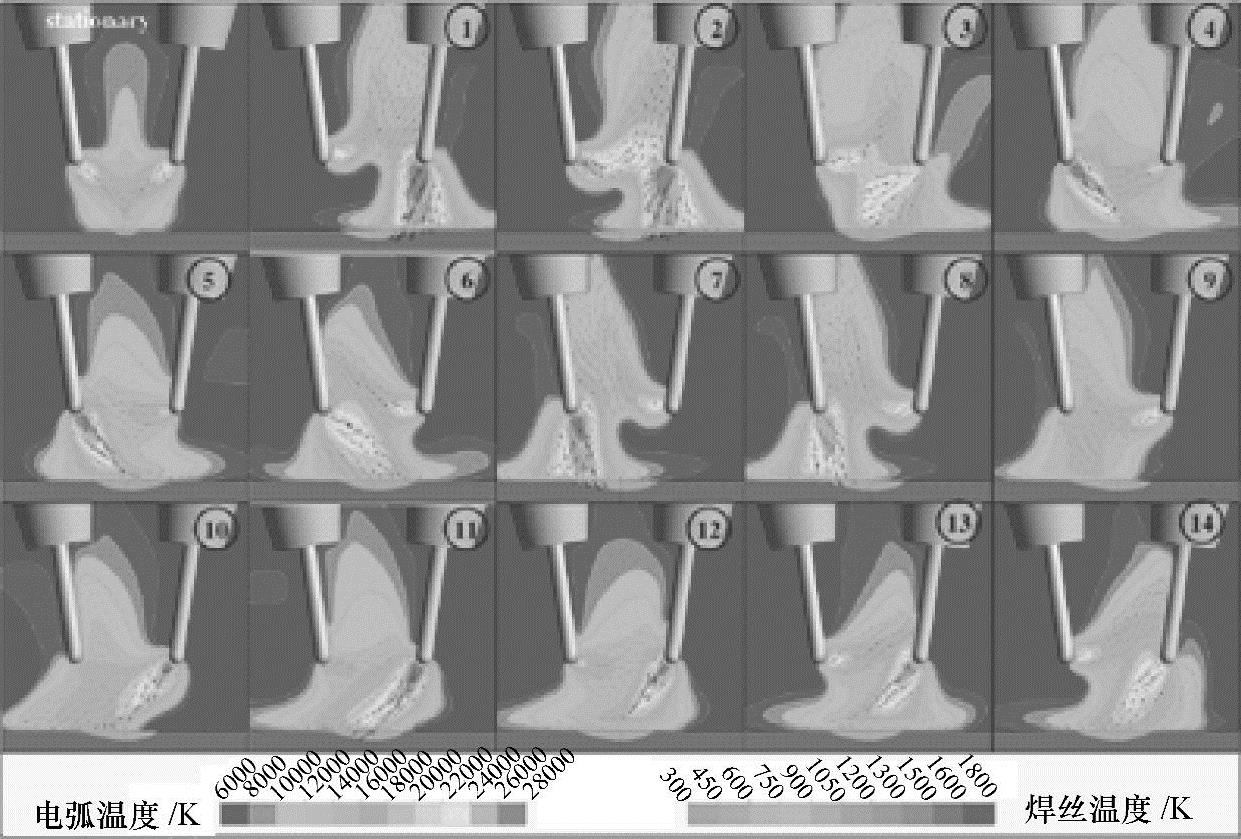
图12-51 Tandem双丝焊电弧与焊丝的温度场、流场仿真
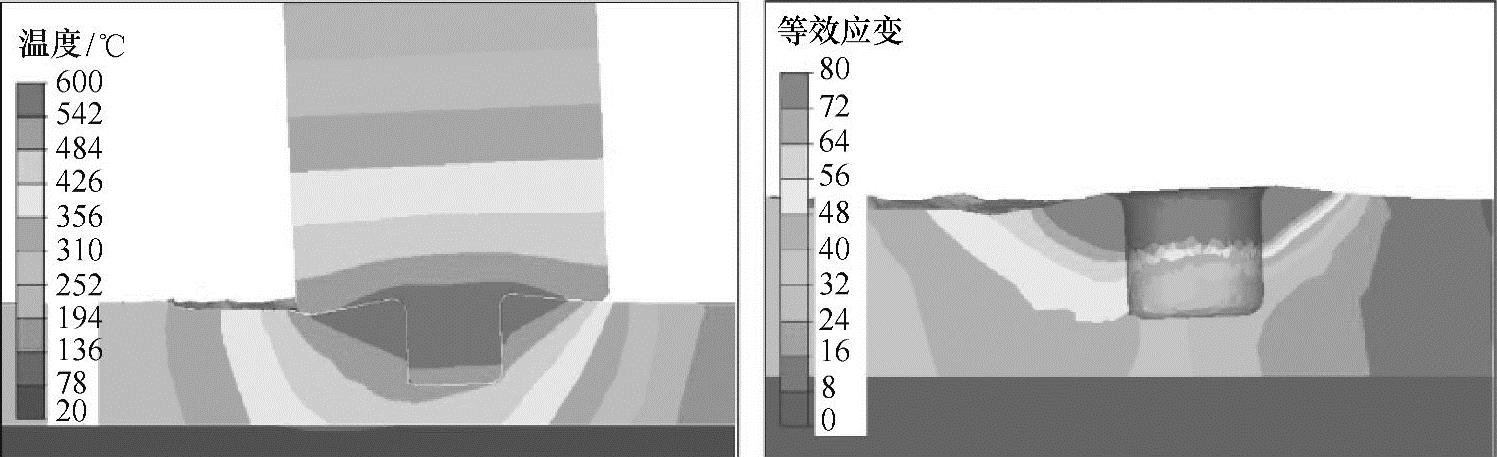
图12-52 搅拌摩擦焊的搅拌头与焊缝温度场及其等效应变的一个仿真结果
有关焊接制造工程基础的文章

焊接工程师加大重要结构施工过程中的监控力度,及时发现并纠正违规操作,保证重要构件的焊接质量和尺寸精度。对于违规操作的焊工加大处罚力度,对于违规操作的焊缝加大检测比例,由焊接工程师全程负责焊缝的检测和返修工作,做好详细的记录和统计,并定期公布所有施工队的检测一次合格率。......
2023-07-02

表4-2-6 动力舱段壳体的电子束焊技术要求4)焊接变形控制难。在3ЛY-Kl型中压电子束焊机和ZD150-15A型高压电子束焊机上进行了焊接工艺试验,动力舱段壳体电子束焊焊接参数见表4-2-7。表4-2-7 动力舱段壳体电子束焊焊接参数注:定位焊时,圆周方向设8个焊点,对称焊接;定位焊缝长度30mm;封焊时,焊缝深度1/5~1/4壁厚;焊接真空室真空度3×10-2Pa。......
2023-06-26
常见的金属超声波焊接可分为点焊、环焊、缝焊及线焊。近年来,双振动系统的焊接和超声波对焊也有一定的应用。3)缝焊:和电阻焊中的缝焊类似,超声波缝焊实质上是由局部相互重叠的焊点形成一条连续焊缝。焊接时,在超声波振动的作用下即可把两个焊件在端面焊接在一起。......
2023-06-26

焊接工装是焊接设备为满足产品结构要求确保正常运转的关键手段,是保证生产有序开展的重要环节。根据TSGG0001《锅炉安全技术监察规程》中第4.3.2条规定的焊接工艺评定范围:“锅炉产品焊接前,施焊单位应当对以下焊接接头进行焊接工艺评定:①受压元件......
2023-07-02

此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02
对于外径Φ127mm、内径Φ95mm的石油钻杆与接头的焊接,连续驱动摩擦焊仅需要十几秒。3)接头容易产生飞边,焊后需进行机械加工。图2-4-5 连续驱动摩擦焊接头的基本形式a)相同直径 b)不同直径(有凸台) c)不同直径(无凸台) d)薄板与棒(或管) e)倾斜接头 f)带飞边槽的接头连续驱动摩擦焊接头形式在设计时主要遵循以下原则:1)在旋转式摩擦焊的两个工件中,至少要有一个工件具有回转断面。......
2023-06-26

相关推荐