以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28
焊接热源与熔池行为对焊接效果的影响一直是关注的重点。对焊接热输入与热循环过程的准确认识,是焊接冶金过程、焊接应力应变、焊接缺陷成因等分析的基础。由于焊接热源与熔池的尺寸小、温度高、多场量耦合强以及随机干扰因素多,采用试验检测难度大且重复性差,采用数值建模与仿真技术,能够提供定量的描述以及用试验方法不易测出的规律性分析结果。在数值仿真中主要针对三个区域,即焊接电弧、电弧与熔池界面以及填充金属、熔池与焊缝的热影响区。
对焊接热源及相关温度场模拟的关键在于材料物性参数的完备、热源模型与实际热源的拟合程度、热源移动路径的准确定义、边界条件是否设置恰当等,也是对焊接应力、应变场及焊接过程其他现象模拟的基础。在工程应用上,通过焊接温度场的模拟可以判断固相和液相的分界,得出焊接熔池形状。专业焊接仿真软件提供给用户选择的焊接热源模型有高斯(Gauss)热源模型、双椭球(Goldak)热源模型、圆锥(Conical)热源模型等,并且具有热源校准功能,使得热源的拟合尽可能与实际情况相吻合。
图12-39是对钨极惰性气体保护焊电弧与熔池温度场、气体和熔池内流体的速度矢量场以及熔池上方金属蒸气(Fe)分布的仿真结果。图中给出的对电弧温度场层间分辨率是2000K;对钨极温度场的分辨率是200K;对熔池及热影响区温度场的分辨率是250K。工件材料是304不锈钢,电流为150A,分别采用氩气和氦气作为保护气体,在电弧对工件作用为t=20s时刻的对比。
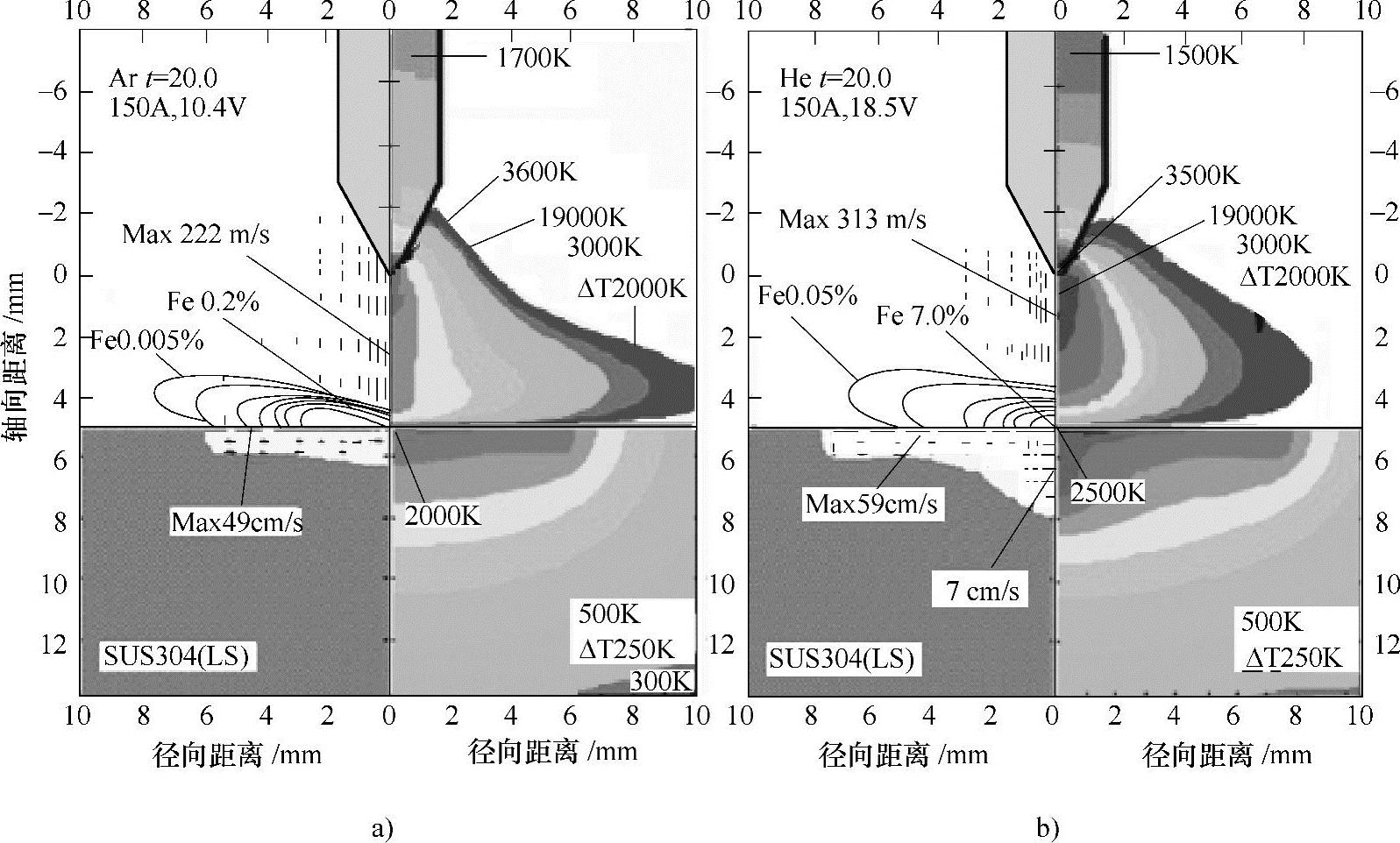
图12-39 对GTAW电弧的一个仿真结果
a)氩气保护 b)氦气保护
由于熔化极气体保护焊是一个传热和传质结合的过程,熔滴及过渡时产生的金属蒸气对电弧温度场和电流密度分布的影响十分显著。图12-40是纯氩为保护气体,在设定的工艺参数条件下对电弧温度场和电流密度分布的仿真结果。图12-41是对激光、电弧及其复合等离子体在复合前后各温度场的数值仿真结果。从中可以获得激光复合电弧温度分布特征的直观信息。图12-42是对激光-MIG复合焊在5ms时间周期内的熔滴过渡与熔池形貌的仿真。图12-43是对等离子- MIG电弧的温度场与熔滴过渡的仿真,并与高速摄像的结果作了对比验证。
以上这些仿真结果极大地提高了对焊接热源物理属性及其特点的认识,开拓了对焊接过程从宏观到微观、从定性到定量的分析途径,加快了对新型热源特点的认识,促进了解决实际工程问题能力的提升。
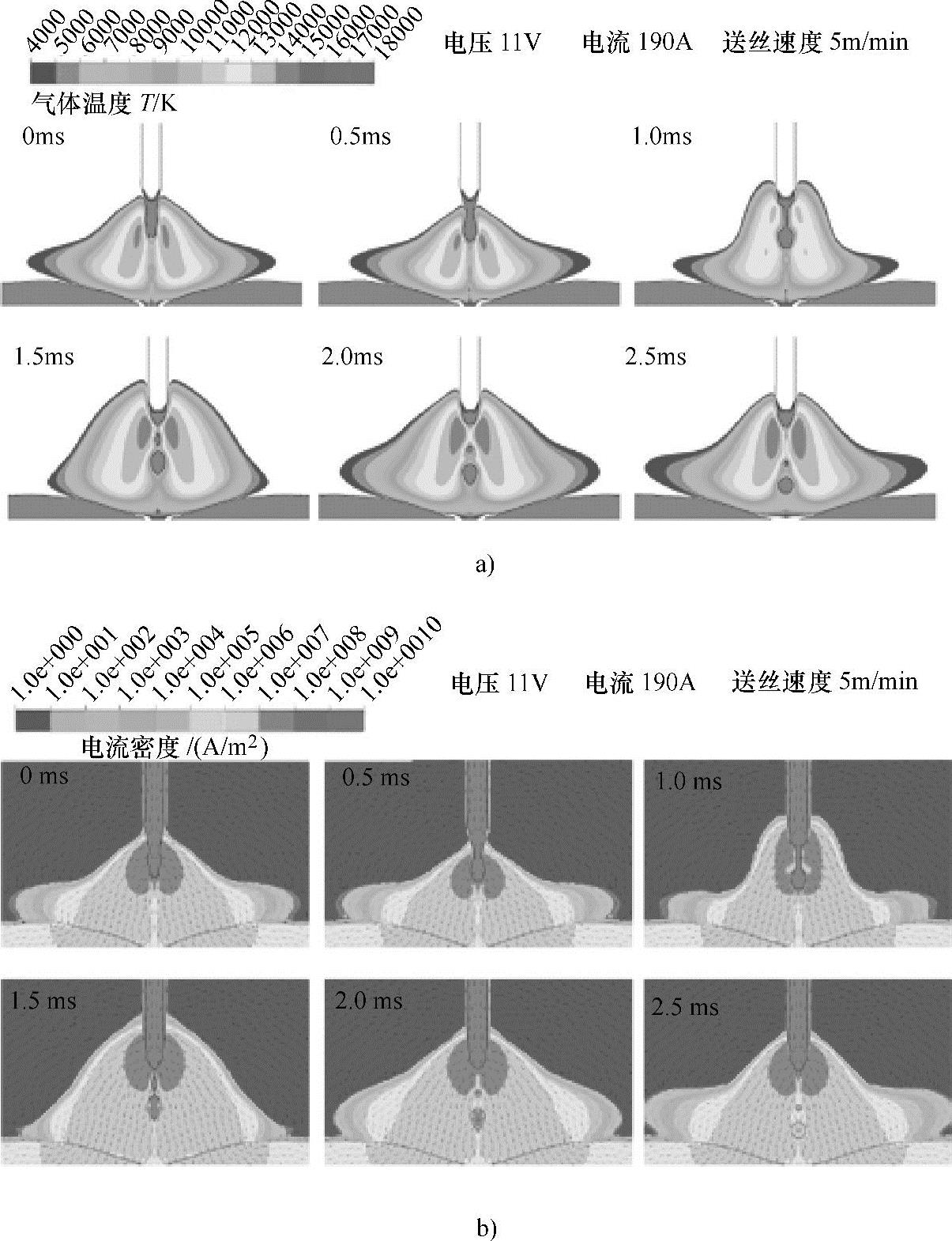
图12-40 对熔化极气体保护焊的一个仿真结果
a)电弧温度场 b)电流密度分布
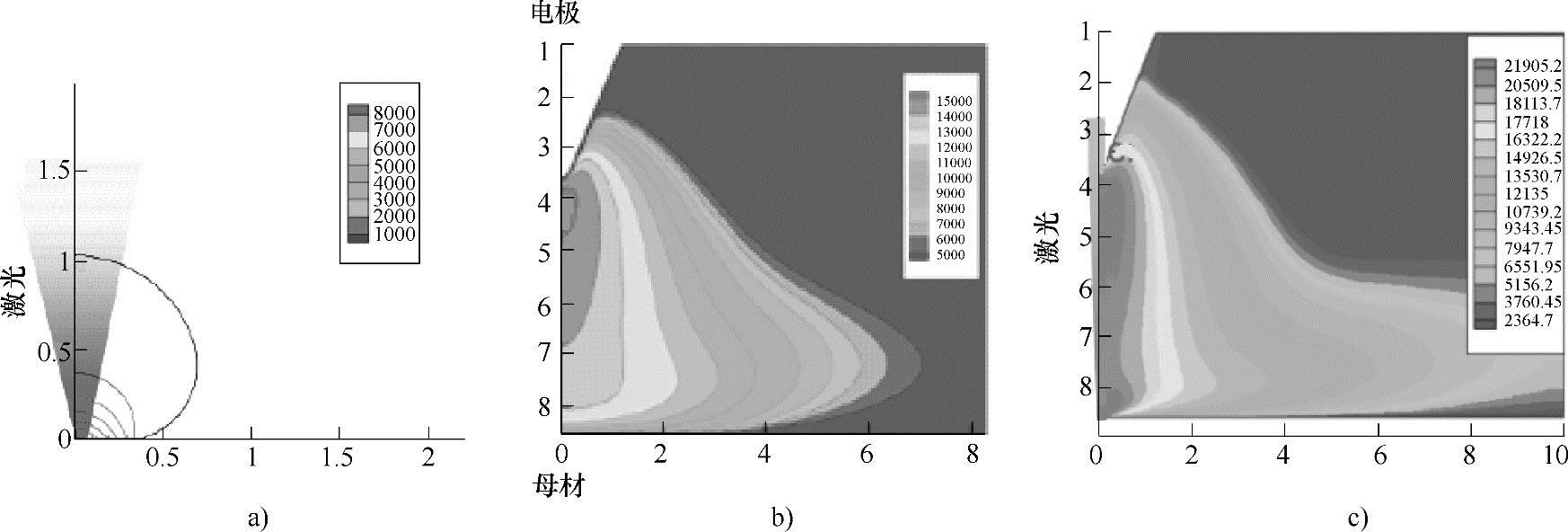
图12-41 对激光、电弧及其复合等离子体的数值仿真
a)激光光致等离子体 b)电弧等离子体 c)激光-电弧复合等离子体
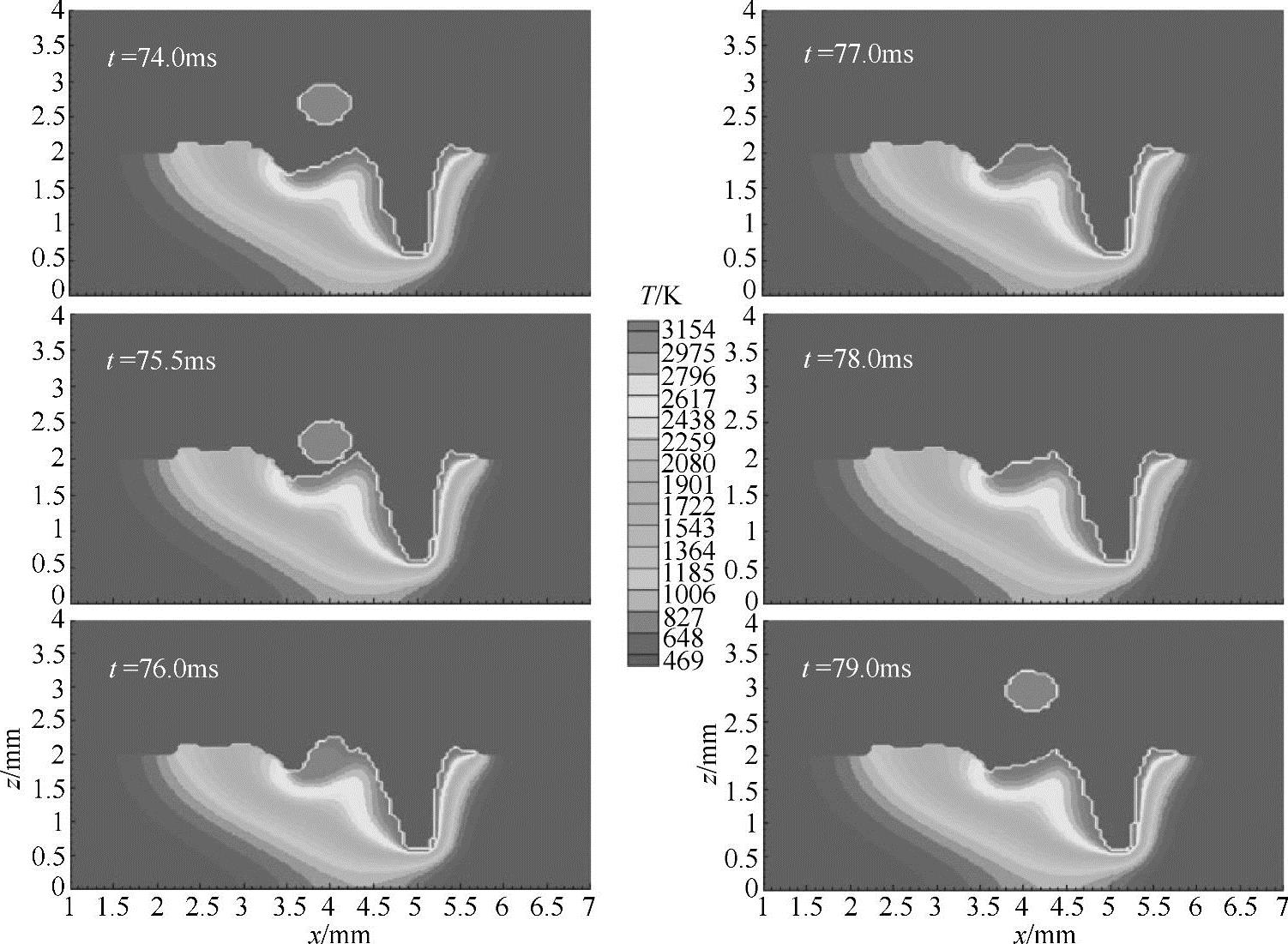
图12-42 对激光-MIG复合焊熔滴过渡与熔池形貌的仿真(时间经历5ms)
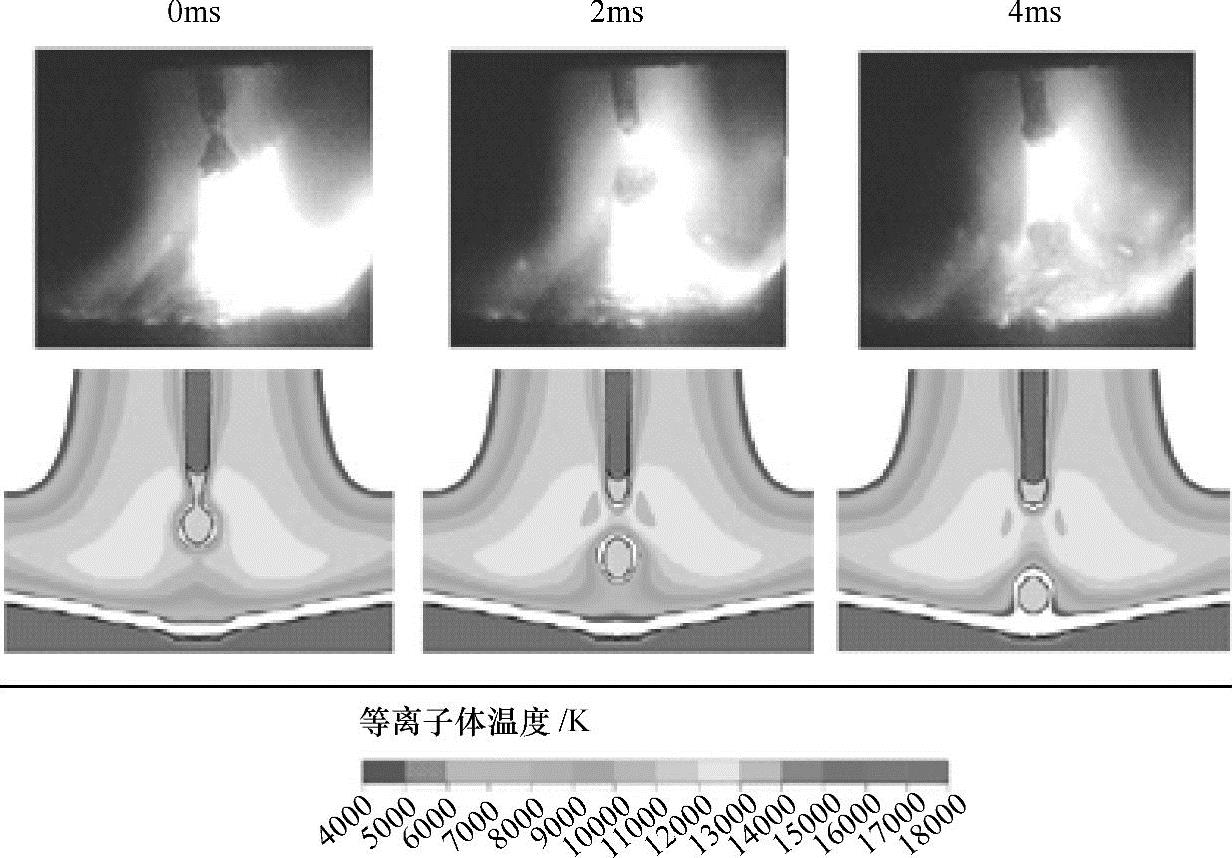
图12-43 对等离子-MIG电弧的温度场与熔滴过渡的仿真(IMIG=273A,IPlasma=140A)
有关焊接制造工程基础的文章

以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28

图5-13 焊接变形的种类(一)纵向收缩变形工件沿焊缝长度方向的收缩叫纵向收缩变形。这种变形是由于坡口不对称,厚度方向上的热输入不同,金属填充量不同,使横向收缩变形在厚度方向上分布不均造成的。在对接、搭接、堆焊、T形接头的焊接时往往会产生角变形。弯曲变形可由焊缝的纵向收缩和横向收缩共同作用引起或单一作用引起。......
2023-06-23

图2-24 常用电烙铁的实物外形1.电烙铁电烙铁是手工焊接、补焊、代换元器件时最常用工具之一。而且由于其携带方便、价格低廉,是目前应用最广泛的手工焊接工具;恒温式电烙铁可以通过电控(或磁控)的方式准确地控制焊接温度,因此常应用于对焊接质量要求较高的场合;吸锡式电烙铁则将吸锡器与电烙铁的功能合二为一,非常便于在拆焊焊接的环境使用。此外,根据焊接产品的要求,还有防静电式和自动送锡式等特殊电烙铁。......
2023-06-22

历史上每产生一种新热源,都伴有新的焊接工艺出现。近年来,双光束激光焊接正成为激光焊领域中的热门技术。这种激光-钨极氩弧焊主要应用于薄板的焊接,尤其适合焊接高热导率的金属。适合中厚板及铝合金、镁合金等难焊金属的焊接。这种焊接法适用于薄板对接、镀锌板搭接、钛合金、铝合金等高反射率和高热导率材料的焊接及切割、表面合金化等。时至今日,焊接热源的开发与研究仍未终止。......
2023-06-15
焊接接头的基本形式主要有对接接头、搭接接头、T形接头、角接接头和端接接头五种,其基本形式如图12-5所示。目前,合格的焊缝金属力学性能往往高于母材金属的性能。在焊接结构生产中,特别是在重要的焊接结构中,对接接头是最常见的一种接头形式。但是,搭接接头的应力分布是不均匀的,而且疲劳强度也低。这种接头应尽量避免采用单面角焊缝,根部未焊透使其承载能力非常低。这种接头不是主要受力焊缝,只起到焊接结构的连接作用。......
2023-06-15

据行业统计,我国2014年焊接材料产量为568万t。而焊接从业人员,除焊工,还包含焊接技术人员、焊接检验人员等,这一庞大的从业人员群体所属行业众多、成分复杂、技术水平及职业素质参差不齐,且流动性大,对其技术资格的监管一直是制约行业创新发展的重要因素。进而造成目前无论是工厂或者是项目部,懂得焊接技术的人员很少,精通焊接技术的人更是凤毛麟角。......
2023-07-02

焊接方法的种类很多,新的分类方法又不断出现,为此对焊接方法进行科学的分类很有必要。再把各种焊接方法所具有的两个特征列入表内的某一坐标位置。其优点是可根据分类图直接了解某一焊接方法的某些特征,也可根据这两个特征将某个焊接方法归入图中的某一位置,它属“开放型”分类法,适应性强。在实际中,往往称呼某种焊接方法的全名,如二氧化碳气体保护焊、脉冲闪光对焊等。表0-1 二元坐标法—焊接方法分类......
2023-06-25
根据AWS A5.11/A5.11M—2005焊条电弧焊镍和镍合金焊条标准,应选用ENiCrMo-3焊条,该合金的线胀系数与9%Ni钢母材最接近。焊接施工后,对焊缝进行目视、渗透和射线检查,均符合标准要求。3)焊条烘烤:E7016焊条焊前应在350℃下烘干并保温2h,焊接时焊条存放在焊条保温筒内,随用随取,E9018-G焊条不要求烘烤。......
2023-07-02
相关推荐