视觉传感器是视觉系统的核心,是提取环境特征最多的信息源。视觉传感器包括激光器、扫描电动机及扫描机构、角度传感器、线性CCD敏感器及其驱动板和各种光学组件。视觉传感器的核心器件是摄像管或CCD,摄像管是早期产品,CCD是后发展起来的。此外,在危险工作环境或人工视觉难以满足要求的场合,用机器视觉来替代人工视觉也提高了作业的安全性。近年来,基于机器视觉的矿物表面特征,监测技术已引起工业发达国家科研机构的高度关注。......
2023-06-26
采用视觉传感方法对各类熔焊工艺过程信息的观测具有独特的优势,该传感技术的特点是不接触工件,不干扰正常的焊接过程,获取的信息量大,通用性强,能直接反映焊接过程熔化金属的动态行为,提取熔池或焊缝的二维或三维信息,能对焊接过程的质量进行在线监控和检测,并进一步能为机器人提供与焊接相关的条件、环境等信息,视觉传感方式已在焊接机器人系统中得到较为广泛的应用。目前在机器人焊接系统中采用的直接视觉传感技术,其主要功能包括:①准确判定焊接的起始位置;②引导机器人对坡口或待焊接头的跟踪;③对多层、多道焊缝的在线规划;④对焊接过程各工艺参数及过程质量的记录、分析与评估;⑤焊接后作焊缝外观的质量检测(如焊缝宽、加强高、背面熔透等)与缺欠(如咬边、表面气孔、裂纹等)的自动搜寻和显示;⑥基于网络的通信(如与多台焊接设备协同、工艺数据传递、焊接材料消耗监测、设备故障诊断等)。其实质则是各类信息传感、特征量提取以及基于人工智能的分析、决策等技术在工业机器人系统中的集成应用。
1.以激光为结构光的视觉传感技术
激光视觉是一种基于光学三角测量原理的视觉传感技术,如图12-22所示,当激光束照射到目标物体的表面,形成一个光斑点,经过摄像头上的透镜在光敏探测器上产生一个像点。由于激光器与摄像头的相对位置是固定的,当激光传感器与目标物体的距离发生变化时,光敏探测器上的像点位置也发生相应变化,所以根据物像的三角形关系可以计算出高度的变化,即测量了高度变化。当激光束以一定的形状和频率扫描,通过光学器件变换以光面的形式在目标物体的表面投射出线形或其几何形状的条纹(结构光方式),在面阵的光敏探测器上可以得到表征目标截面的激光条纹图像,当激光传感器沿着物体表面扫描前进时,就能得到所扫描表面形状的轮廓信息,如图12-22中所示的V形坡口形貌。由此获得的信息可用于焊缝搜索定位、焊缝跟踪、自适应焊接参数控制、焊缝成形与表面缺陷的检测等。
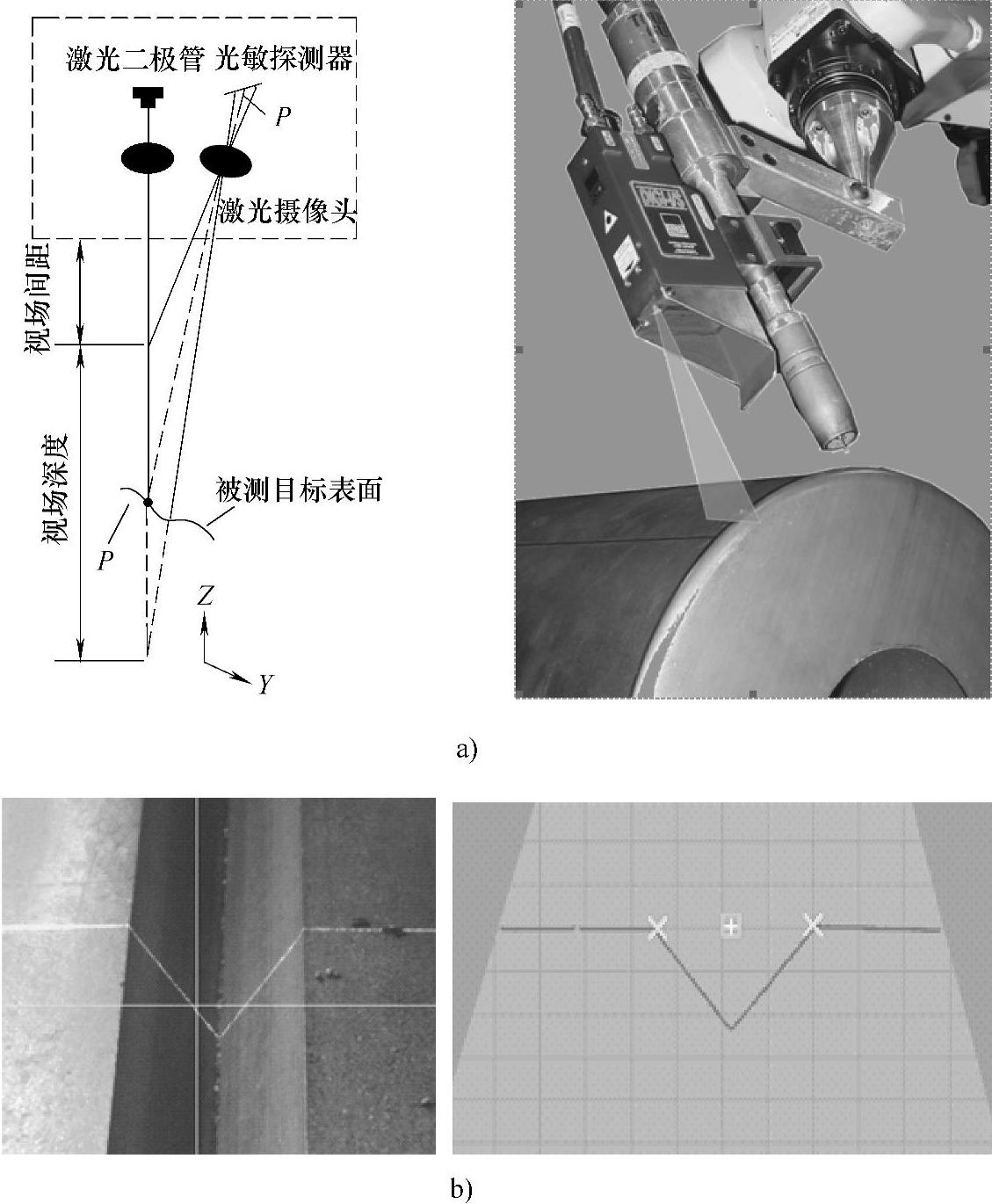
图12-22 基于光学三角测量原理的激光视觉传感技术
a)激光三角测量原理图 b)激光条纹轮廓与所扫描的焊缝三维形貌
直接视觉传感在焊接中的应用还包括离线确定被焊工件的位置,在线补偿机器人轨迹的误差,焊接过程中的焊件变形引起的焊接路径纠偏,以及焊接熔池几何形状、填充量的实时优化调整等。其主要技术性能指标列于表12-3。
表12-3 激光视觉传感器的主要技术性能指标
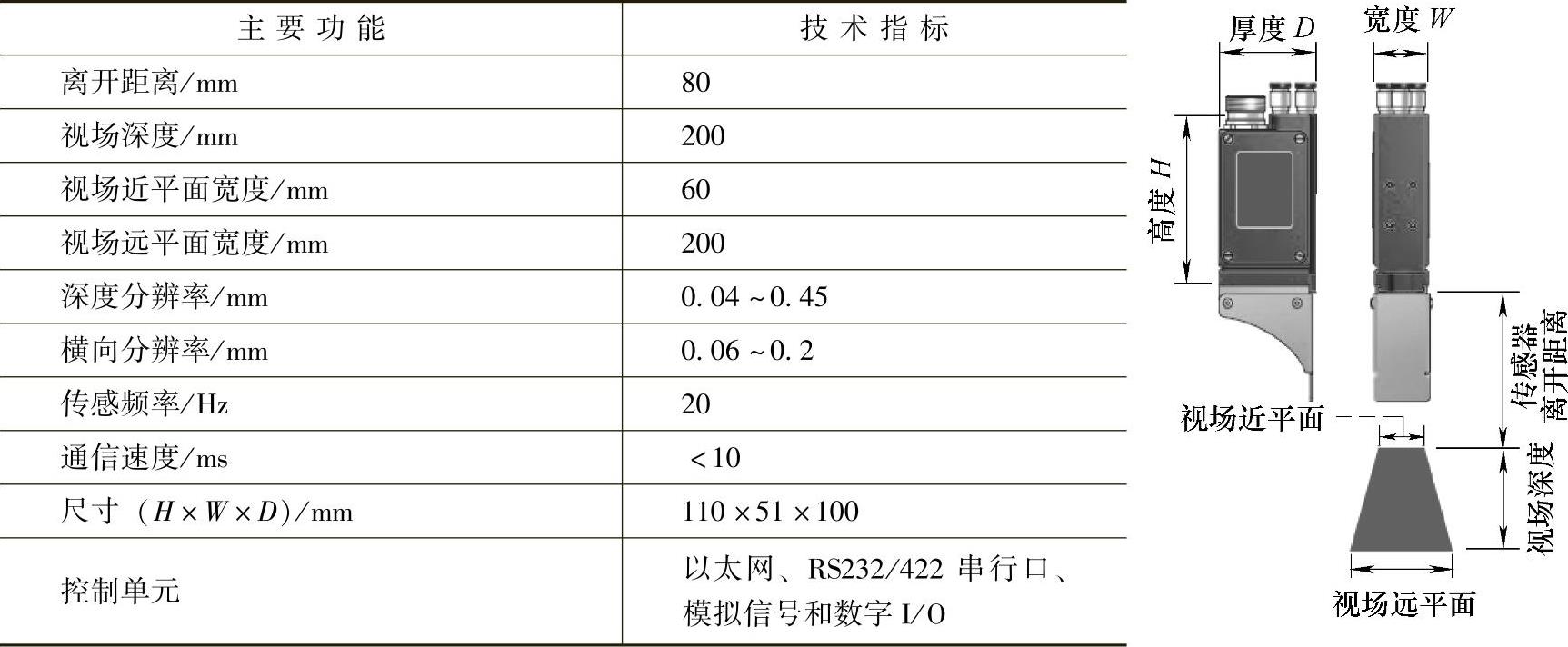
注:数据来源Servo-Robot DIGI-I/G数字激光传感器。
2.基于激光视觉传感的机器人工作轨迹校正
如前所述,目前大多数机器人焊接的编程方法都是通过示教盒由操作人员输入和记忆位置点、逻辑语句和焊接数据,这种方法效率低,易于出错,工作环境差。另一种编程方式是离线编程,即在计算机仿真工作站上进行路径规划、添加逻辑和焊接数据,然后下载程序到机器人上。然而,即使当今标定和仿真工具有了极大改进,仍然需要操作者的干预才能获得满意的编程结果。离线编程应用主要受限于CAD数字化实体模型,难以计入工装夹具、工件等公差,其结果只是“接近真实”。而采用激光视觉传感器测量工件或夹具的数据点,能将离线编写的程序标定到“真实”,还能自动校正焊枪位置和方向的误差,设置公差阈值来限定允许的最大变化量,所测得的误差自动上载并校正模型,然后运行带激光视觉系统的机器人,激活校正后的程序,确认正确的焊枪角度、距离和焊丝位置。
另外,机器人工具中心点(TCP)偏离编程路径的程度取决于机器人行走速度和所要跟随路径的曲率半径,当机器人在较高速度或较大工作空间运行时,其轨迹精度会有所波动,其误差有可能接近1mm。而在实际生产中,高速激光焊接可接受的路径精度大约为±0.1mm,因此,机器人激光焊接应用系统需要配置一套二维的高速精密执行器来补偿机器人在高速运动时的位置误差,根据跟踪传感器的数据进行必要的位置校正。图12-23显示了误差补偿功能启用前后,机器人系统以6m/min的速度跟踪焊缝时在前进方向的左右偏差精度对比。
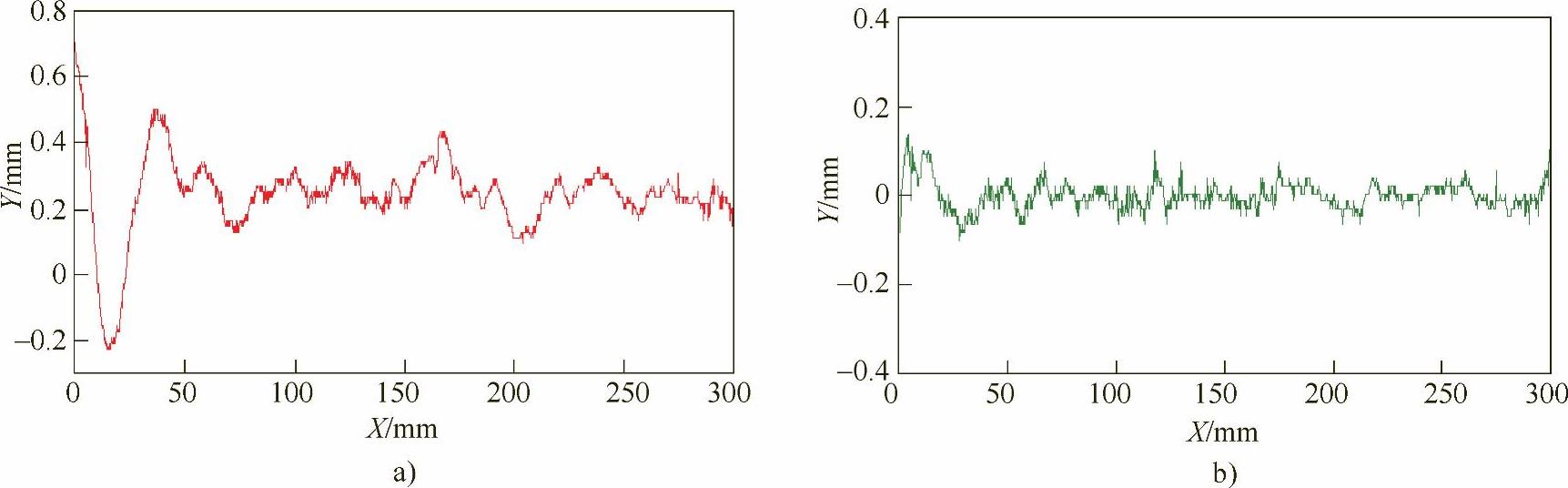
图12-23 机器人跟踪焊缝时在前进方向的左右偏差精度对比
a)无误差补偿 b)有误差补偿
3.工程应用案例:汽车TWB板激光拼焊
在汽车制造中,为提高车身的抗碰撞和耐蚀性,减轻重量和降低成本,在车身覆盖件上越来越多地采用剪裁拼焊板件(TWB)。板件拼缝的形状包括直线和曲线拼焊缝,需要机器人或多轴数控系统来实现柔性的激光焊接,除了激光焊接所需要的高速精确焊缝跟踪、运动精度补偿之外,还要求焊接过程自适应参数调整、焊缝成形尺寸检测与缺陷搜寻等功能。
(1)焊缝跟踪与自适应激光斑点位置调整 目前用于机器人激光焊接大多采用光纤传输的YAG或光纤激光,聚焦后的激光光斑直径通常是0.5mm或更小,所以焊得“准”成为最基本的要求,对焊缝跟踪的误差小于0.2mm,在实际生产中通常要求跟踪精度优于0.1mm。
激光焊接模块主要包括激光焊枪、两个激光视觉传感器、视觉处理与控制系统、伺服驱动系统、执行器及人机操作界面等,如图12-24所示。置于焊枪前面的激光传感器用于焊缝搜索、焊缝跟踪以及自适应参数调控;后面的激光传感器用于焊后的焊缝成形与缺陷检测。这两个传感器可以根据焊接方向设置它们的跟踪或检测功能,实现前进或后退两个方向的焊接。
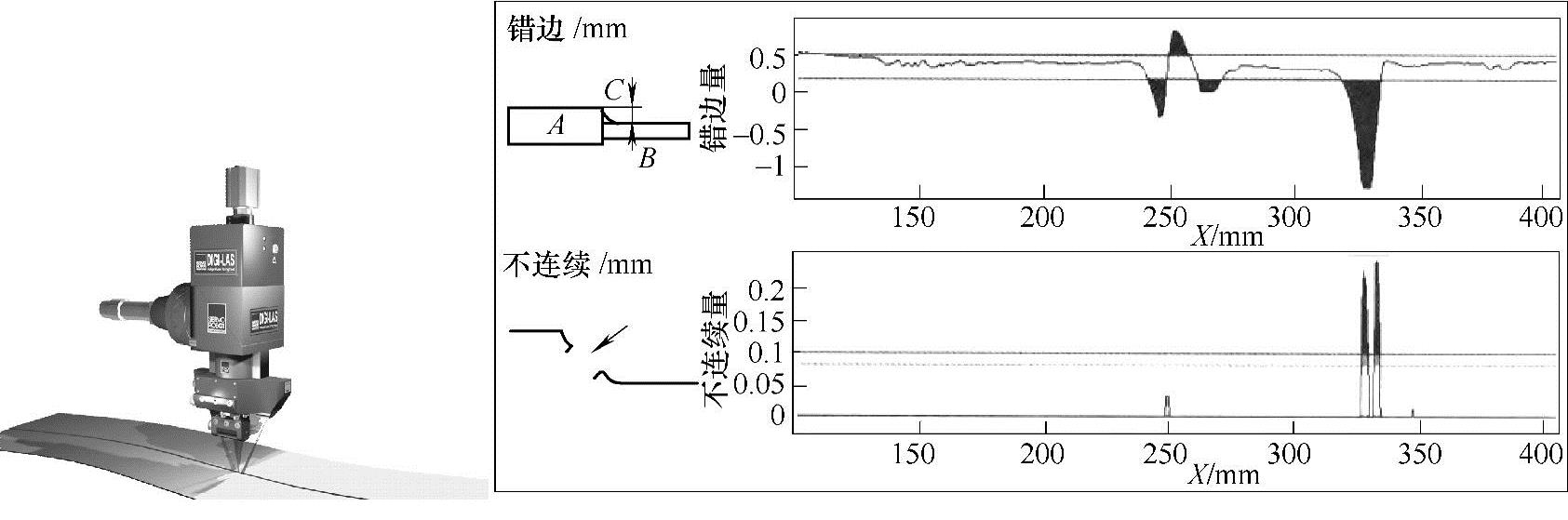
图12-24 数字激光焊接模块及功能示意图
在焊接制造中,薄板对接的装配间隙很容易影响到激光焊接的质量。除了控制工件装配精度外,根据间隙的变化实时调整焊接过程参数能够显著提高激光拼焊板的质量和成品率。在高速激光焊接过程中,传感系统能够根据所测量到的间隙数据,快速实时地调整激光斑点的位置,例如向厚板方向作适当偏移,保证最佳的激光加热点,从而提高焊接质量和成品率。在焊接不等厚度板时,系统还可以通过预先编程,控制激光焦点的偏移位置,适应焊缝两端不同的散热条件,保证在整条焊缝上都能获得优良的焊接质量。
(2)焊缝成形质量检测与缺陷探测 为减少焊缝在后续冲压中出现撕裂的可能,对激光拼焊板的质量要求非常高。在焊接时装在激光枪后面的传感器同时扫描已焊的焊缝表面,实时得到焊缝截面的轮廓信息,通过视觉检测算法可以测量焊缝成形的几何参数,如焊缝宽度、余高、焊缝斜坡角度等,还可探测咬边、表面小气孔等缺陷。通过系统输出检测结果,在本地存储或通过以太网将实时检测的数据和结果存储到远程服务器上,质量管理员可以在远程查看和分析焊接质量情况。图12-25显示了所检测的激光拼焊缝上0.12mm直径针孔的三维显示。
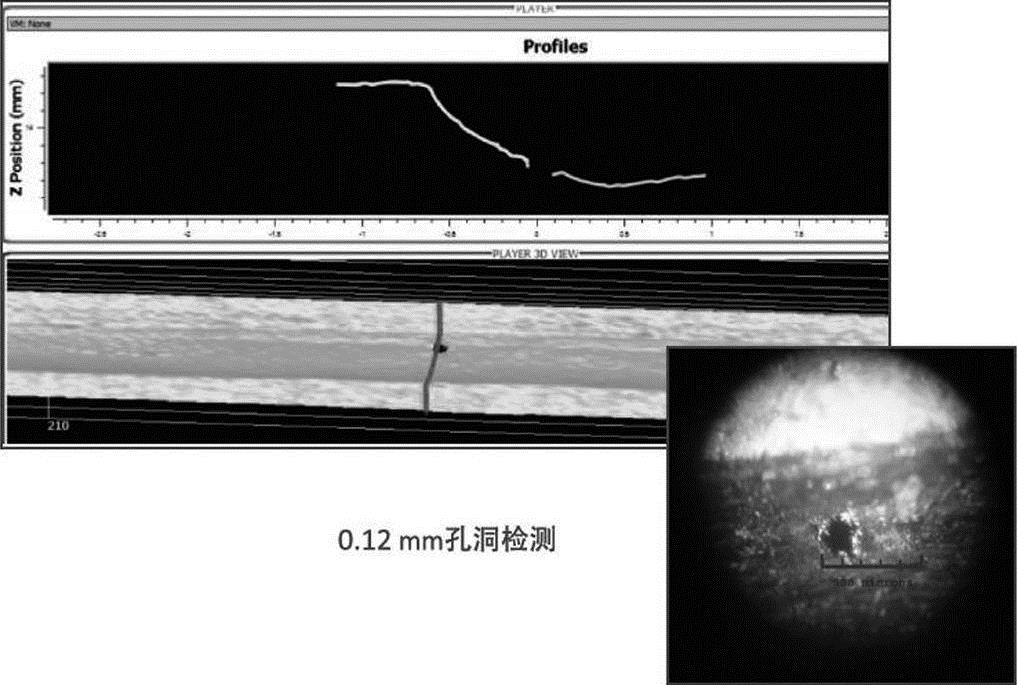
图12-25 对焊缝表面针孔缺陷的检测与显示
4.工程应用案例:高速列车部件的焊接
在高速列车车体制造中大量使用了大型中空挤压铝型材,目前多数采用MIG焊接,激光视觉传感是解决这种长焊缝跟踪的最佳方案。在焊接过程中需要激光视觉实时测量间隙的宽度,然后调整焊接参数,实现自适应焊接。图12-26显示了用于高速列车车体长焊缝焊接的移动龙门架机器人焊接系统,传感系统通过RS232/422串行接口与机器人系统通信,将焊缝坡口的位置信息和自适应控制参数信息传送给机器人控制器,实现焊接跟踪与自适应焊接参数控制。
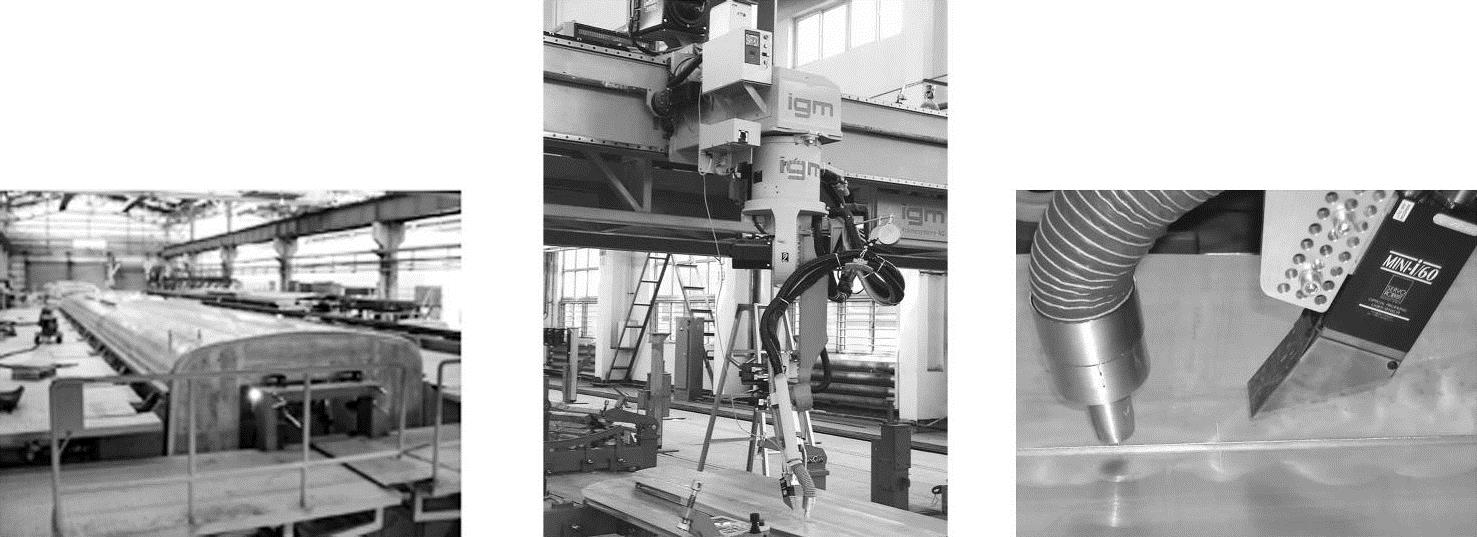
图12-26 铝型材车体结构的机器人焊接
转向架是高速列车的一个重要部件。由于焊缝形状比较复杂,在机器人焊接应用中要求焊枪必须始终准确地对准焊缝,以保证足够的熔深。所有的接头都采用了窄的单边V形坡口。在示教机器人时,很难通过目视使焊枪以合适的角度对准焊缝。采用激光视觉传感能有效提供焊缝坡口的位置和角度的准确信息,用于机器人优化焊枪的角度。机器人系统包含了一个6轴的工业机器人和2轴的龙门架,转向架工件安装在一个2轴的变位机上。在焊第一层时,机器人不但需要视觉传感器提供位置信息,还需要根据间隙的信息来调整焊接参数,以保证完全的熔透。在焊第二层时,视觉测量的位置信息仍然用于焊缝跟踪,同时测量焊缝坡口的截面积,并自适应调整焊丝的熔敷量。在摆动焊接第三层盖面焊缝时,机器人系统使用了焊第二层时所记忆的焊缝位置和截面数据,对多层焊焊缝进行自动规划。
有关焊接制造工程基础的文章

视觉传感器是视觉系统的核心,是提取环境特征最多的信息源。视觉传感器包括激光器、扫描电动机及扫描机构、角度传感器、线性CCD敏感器及其驱动板和各种光学组件。视觉传感器的核心器件是摄像管或CCD,摄像管是早期产品,CCD是后发展起来的。此外,在危险工作环境或人工视觉难以满足要求的场合,用机器视觉来替代人工视觉也提高了作业的安全性。近年来,基于机器视觉的矿物表面特征,监测技术已引起工业发达国家科研机构的高度关注。......
2023-06-26

什么是检测技术检测是利用各种物理、化学效应,选择合适的方法与装置,将生产、科研生活等各方面的有关信息通过检查与测量的方法赋予定性或定量结果的过程。能够自动地完成整个检测处理过程的技术称为自动检测与转换技术。检测技术是自动化的支柱技术之一。③传感器的输出量与输入量之间精确地保持一定的规律。例如,在过程控制中称为变送器,即标准化的传感器,而在射线检测中却称为发送器、接收器或探头等。......
2023-06-23

总之,利用CCD的光电转换功能及光学成像系统,就构成了CCD图像传感器或CCD摄像机。CCD在某一时刻所获得的光电荷与前期所产生的光电荷累加,称为电荷积分。正面照射时光注入示意图如图2.35所示,CCD器件的光敏单元为光注入方式。该线性关系是应用CCD检测光谱强度进行多通道光谱分析成像的理论基础。图2.36 CCD单元阵列结构示意图在这种P型硅衬底中,多数载流子是空穴,少数载流子是电子。图2.38为三相CCD中的4个彼此相邻的电极的情况。......
2023-11-24
在很多文献中,对于机器视觉和计算机视觉是不加区分的,但是,实际上两者有区别也有联系。这一论调奠定了现代计算机视觉的两个基础。图1-19David Lowe,1999图像识别在这段时间内,计算机视觉的另一进展是识别整幅图的场景,其中的代表性算法是空间金字塔匹配。由于互联网和数码相机的发展,图片质量得到了提升,因此也促进了计算机视觉技术研究的发展。......
2023-11-18

视觉检测采用图像传感器实现对被测物体的尺寸及空间位姿的三维非接触测量。图1给出了基于三角法的主动视觉测量原理,即结构光传感器测量原理。视觉检测技术的应用非常灵活,能适用于不同类型的检测任务[5,6]。视觉检测系统原理如图3所示。全局标定是多传感器视觉检测系统的关键技术和难点,已经取得的研究成果成功地解决了这一难题,实现了视觉检测系统的现场全局标定[7],使视觉检测技术走向成熟和实用。......
2023-06-23

目前,CMOS有源像素图像传感器的开发目标在于提高传感器的综合性能,缩小单元尺寸,调整CMOS工艺参数,完善器件性能。寄存器模块用于保存及动态更新CMOS图像传感器工作所需参数等。......
2023-11-24

Robert将环境限制在所谓的“积木世界”,即周围物体都是由多面体组成的,需要识别的物体可以用简单的点、直线、平面的组合表示。1977年,Marr教授提出了不同于“积木世界”分析方法的计算机视觉理论——Marr视觉理论。......
2023-11-24

机器视觉,即采用机器代替人眼来做测量和判断。机器视觉技术比较复杂,最大的困难在于人的视觉机制尚不清楚。可以预计的是,随着机器视觉技术自身的成熟和发展,它将在现代和未来制造企业中得到越来越广泛的应用。本章在介绍机器视觉系统组成、相关算法的基础上,重点介绍了机器视觉在人脸识别以及工业领域的应用。......
2023-06-28
相关推荐